|
|
Категория:
Сборка металлоконструкций Далее: Пробивка отверстий в металле Общие сведения. Сверленые отверстия имеют преимущества по сравнению с пробитыми отверстиями. Сверлением можно получить отверстия различных диаметров в деталях из любых марок стали и разной толщины. Сверленые отверстия имеют правильную цилиндрическую форму без конусности и неровностей на стенках, высокую точность, а также не имеют структурных изменений стали в зоне сверления. Однако сверление менее производительно и дороже, чем пробивка. Поэтому сверлить отверстия рекомендуется в следующих случаях: для малоуглеродистых сталей толщиной более 25 мм и низколегированных более 20 мм; при повышенных требованиях к точности расположения отверстий; при диаметрах отверстий, меньших или равных толщине металлопроката; при большой площади и массе листовых деталей; когда мощность или размеры стола пресса не позволяют продавливать отверстия; при длине прямых уголков более 5 м в случае отсутствия оборудования для групповой пробивки. Отверстия сверлят также в двутавровых балках, швеллерах и гнутых уголках. Оборудование. На заводах металлоконструкций для сверления отверстий применяют вертикально- и радиально-сверлильные станки, при этом наиболее распространены передвижные радиально-сверлильные станки. Вертикально-сверлильные станки служат для обработки небольших по размеру и массе деталей. Станок 2Н-150 имеет чугунную плиту и станину. По направляющим станины перемещается агрегатная сверлильная головка, в которой размещен механизм подачи. Коробка скоростей расположена в верхней части станины, где размещается также электродвигатель. Для установки и крепления деталей на плите размещен стол, который перемещается по направляющим станины. Сверло закрепляют в шпинделе. Стационарные радиально-сверлильные станки применяют для сверления отверстий в листовых деталях длиной до 2 м и профильных длиной до 1,5 м, массой 50 кг. Размеры деталей, обра-атываемых на этих станках, ограничены размерами траверсы станка и сектора, описанного шпинделем, находящимся в крайнем положении. Основанием станка служит плита, на которой установлена неподвижная колонна с гильзой и закрепленной на ней траверсой. Гильза, зажатая в необходимое положение хомутом, опирается на подшипники и может поворачиваться на 360°. Гильза одновременно играет роль направляющей для вертикального перемещения траверсы. При включении электродвигателя траверса перемещается вертикально, после остановки электродвигателя она автоматически закрепляется. По направляющим траверсы перемещается сверлильная головка, состоящая из коробок скоростей и подач, получающих вращение от электродвигателя, механизм гидравлического зажима сверлильной головки с электродвигателем и шпинделя. Передвижные сдвоенные радиально-сверлильные станки на портальной раме служат для сверления деталей большого размера по ширине и длине. Портал станка перемещается по рельсам, между которыми устанавливаются стеллажи для закрепления деталей. Станок имеет две самоходные тележки. Соединенные порталом, они служат основанием, на котором смонтированы два радиально-сверлильиых механизма. Портал представляет собой чугунную отливку прямоугольной формы с продольными и поперечными ребрами. Тележка на колесах перемещается по рельсовому пути. Привод тележки имеет электродвигатель и редуктор. Для закрепления станка во время работы на каждой тележке установлены по два гидрозажима, которые с помощью захватов прикрепляют станок к головкам рельсов.
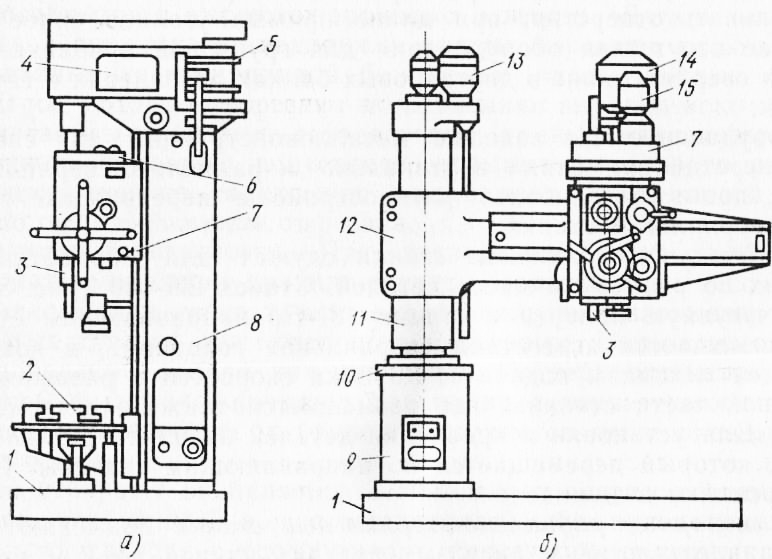
Рис. 1. Сверлильные станки:
а — вертикально-сверлильный, б — радиально-сверлильный; 1 – плиты, 2 — стол. 3 — шпиндели, 4 — коробка скоростей, 5, 13. 14, 15 — электродвигатели. 6 — механизм подачи, 7 — сверлильные головки, 8 станина, 9 — неподвижная колонна, 10 — хомут, 11 — гильза, 12 — траверса
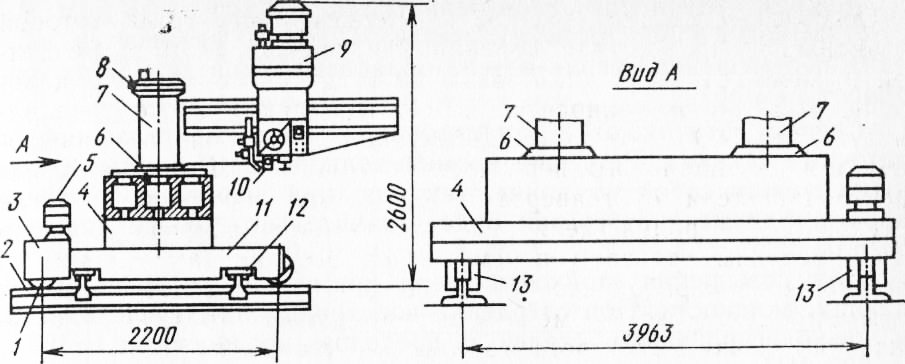
Рис. 2. Сдвоенный радиально-сверлильный станок ИР-111 на портале:
1 — колеса, 2 — рельсовый путь, 3 — редуктор, 4 — портал, 5 — электродвигатель, 6 — колонна, 7 — траверса, 8 — хомут, 9 — сверлильная головка, 10 — шпиндель, 11 — тележка. 12 — гидрозажим, 13 — захваты
Каждый радиально-сверлильный механизм имеет неподвижную колонну, поворотную траверсу и сверлильную головку. Направляющие для перемещения сверлильных головок расположены с внутренней стороны траверсы, которую во время работы закрепляют хомутом. Сверлильная головка имеет коробки скоростей и подач, гидравлический зажим и шпиндель с пружинным противовесом. Кнопочная станция управления ходом портальной тележки размещена на портале станка. Радиально-сверлиль-ные механизмы снабжены устройством для подвода охлаждающей жидкости и работают независимо один от другого. Приводы перемещения тележек сблокированы и включаются от одной кнопки. Режущим инструментом для сверлильных механизмов являются спиральные сверла, которые при вращении последовательно снимают стружку с детали режущими кромками и образуют отверстие. Сверло закрепляется в шпинделе сверлильного станка коническим хвостовиком с лапкой на конце. Закрепляется сверло в станке конусом, в котором сверло удерживается трением. При сверлении листовых деталей на передвижных станках шпиндель удлиняют с помощью цилиндрического патрона. Конусный конец патрона закрепляют в шпинделе, а в коническом канале противоположного конца патрона закрепляют конус сверла. Производительность сверления зависит от режимов сверления, правильной заточки сверл, надежного закрепления деталей, прочности обрабатываемого металла, охлаждения сверл. Режимы сверления характеризуются подачей и частотой вращения (об/мин) сверла. Подачей называется величина перемещения сверла в тело обрабатываемой детали за один оборот (мм/об). Сверла затачивают централизованно инструментальщики на заточных станках. Режущие кромки должны быть прямыми, равными между собой по длине, так как при неравных режущих кромках диаметр отверстия будет значительно больше диаметра сверла. Для повышения стойкости сверл применяют смазочно-охлаж-дающие жидкости. При сверлении конструкционных углеродистых и низколегированных сталей с пределом прочности ств = 380… …520 МПа применяют водные растворы соды (2%) или мыла (1%) с добавлением жидкого стекла. При сверлении низколегированных и легированных сталей большей прочности используют специальные эмульсии. Способы сверления. В зависимости от профиля стали, размеров детали, серийности и требуемой точности сверления детали обрабатывают по кондукторам пакетом (4 или 5 деталей) по шаблону и по наметке. Сверление по кондукторам применяют для деталей, требующих повышенной точности расположения отверстий. Например, по кондукторам сверлят отверстия в опорных фасонках (ребрах) стропильных ферм и подкрановых балок, на полках и стенках колонн — в местах примыкания стропильных и подстропильных ферм, и элементах пролетных строений мостов. При сверлении применяют плоские накладные кондукторы из стальных листов толщиной 10… 12 мм с запрессованными втулками, обеспечивающими повышенную точность расположения отверстий. Для сверления небольших деталей кондукторы накладывают на поверхность детали по габаритным размерам, в крупных деталях большой длины и ширины кондукторы устанавливают по предварительно размеченным установочным осям. Отверстия в листовых деталях, имеющих строганый или фрезерованный торец, сверлят по кондукторам, устанавливаемым в упор к обработанным торцам. Сверление пакетом по шаблону применяют для листовых деталей, что значительно повышает производительность труда. Шаблоном обычно служат рядовые детали с отверстиями. Их можно использовать не более 4 раз, так как при сверлении отверстия в шаблоне постепенно разрабатываются, изменяют геометрическую форму и увеличиваются в размерах.
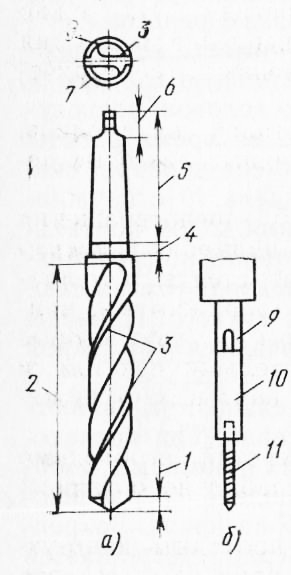
Рис. 3. Спиральное сверло с коническим хвостовиком:
а — сверло, б — патрон; 1 — режущая часть. 2 — рабочая часть, 3 — лезвия, 4 — шейка. 5 — хвостовик, 6 — лапка, 7 — канавка, 8 — зуб. 9 — шпиндель. 10 — патрон, 11 — сверло
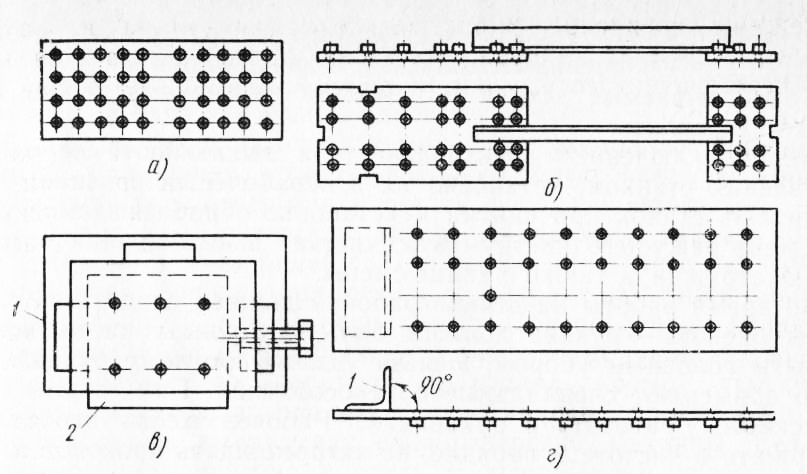
Рис. 4. Накладные кондукторы для сверления:
а — крупногабаритных деталей, б — опорных элементов ферм и колонн, в, г — деталей с фиксацией по торцу; 1 — упоры, 2 -деталь
Сверление по наметке применяют для деталей из уголков, швеллеров и двутавровых балок, а также единичных листовых деталей (партия менее 5 шт.). Для закрепления обрабатываемых деталей, предотвращения смещения и вибрации деталей при сверлении применяют зажимные приспособления. Они представляют собой стенды (стеллажи), к которым листовой прокат крепят пневмоприжимами, винтовыми прижимами или клиньями. Швеллеры и двутавровые балки при сверлении полок укладывают на стеллаж пакетом и раскрепляют через 1,5… 2 м клиньями или винтовыми прижимами. Техника безопасности. При сверлении отверстий необходимо соблюдать правила техники безопасности и правильно организовать рабочее место. Все рабочие должны в положенные сроки проходить инструктаж по технике безопасности. Места складирования заготовок располагают справа от рабочего, а места складирования готовых деталей — против заготовок или рядом в зоне обслуживания краном. Тару для стружки устанавливают вне зоны действия станка. Все вращающиеся части станков ограждают, удлиненные шпиндели защищают телескопическим кожухом. Рабочие должны быть обеспечены индивидуальными средствами защиты (очками и спецодеждой). Нельзя пользоваться инструментом с поврежденными или изношенными конусами и хвостовиками. Обрабатываемые детали и режущий инструмент нужно тщательно закреплять. Перед включением электродвигателя выключают все рычаги управления станком, установив их в нерабочее положение. Останавливают станок при снятии и установке обрабатываемой детали, смене режущего инструмента, чистке и смазывании станка, уборке стружки, а также в конце смены. Во время работы на станке рабочий должен следить за состоянием одежды — рукава должны быть завязаны у кисти, волосы закрыты головным убором. Нельзя удалять стружку руками, для этого применяют специальные приспособления. При сверлении не допускается работать в рукавицах. Рабочее место необходимо содержать в чистоте и порядке, не загромождать проходов и проездов. Реклама:Читать далее:Пробивка отверстий в металлеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|