|
|
Категория:
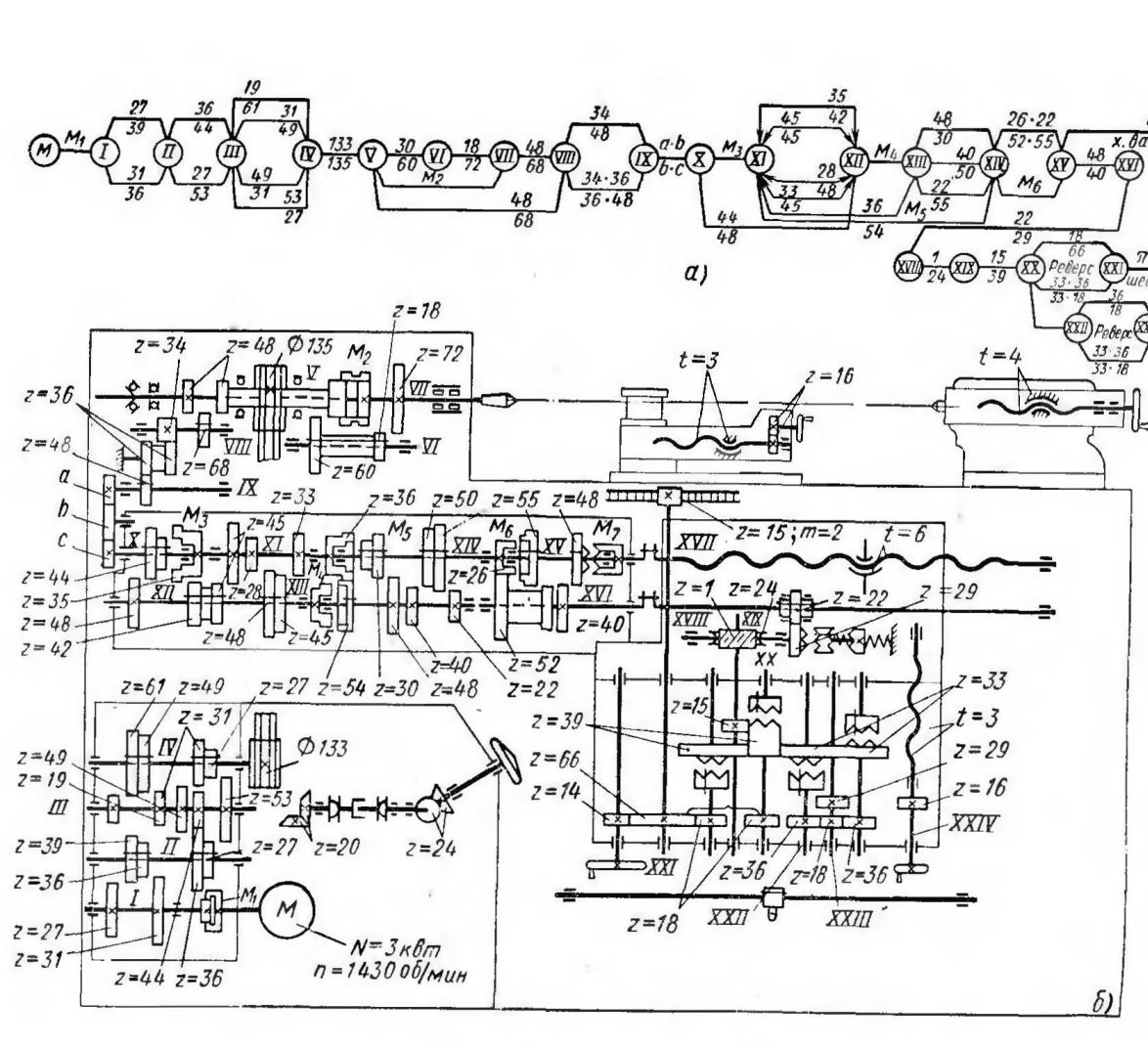
Токарные станки Токарно-винторезные станки классифицируются прежде всего по основным размерам: наибольшему диаметру обрабатываемой детали над станиной ZJ; наибольшей длине обрабатываемой детали L. По ГОСТу 440—71 предусматривается следующий ряд диаметров: 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600 и 2000 и далее до 4000 мм со знаменателем геометрической прогрессии ср — 1,26. При одном и том же диаметре обрабатываемого изделия могут быть различные размерные модификации по длине. По весовым характеристикам токарные станки делятся на легкие — до 500 кг (D = 100ч-200 мм), средние — до 4 т (D = = 250-500 мм), крупные — до 15 т (D — 630ч-1250 мм), тяжелые — 400 m(D = 1600-н4000 мм). По точности различают станки нормальной точности Н, повышенной точности П, высокой точности В, особо высокой точности А и особо точные С. Станки могут быть специализированы на основе одной базовой модели для одного и того же размера (по наибольшему диаметру). Кроме того, могут быть модификации по мощности, диапазонам регулирования частоты вращения шпинделя и подач. По целевому назначению получили наибольшее распространение следующие исполнения: базовый (токарно-винторезный), центровой, патронный, токарно-винторезный с выемкой (с гапом), токарно-центровой без винторезной цепи, токарно-винторезный быстроходный, токарный механизированный, облегченный, токарный станок с программным управлением. Легкие токарные станки (D = 100ч-200 мм) широко применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах. В группе этих станков (D — 100ч-160 мм) имеются модификации без механической подачи, с механической подачей и доделочные станки. Привод легких станков чаще всего осуществляется от электродвигателя клиноременной передачей или плоским синтетическим ремнем через ступенчатые шкивы, Ступенчато-шкивные приводы с контрприводом и без последнего применяются исключительно в легких станках, в настольных (1600 и 1600В, D = 100 мм 1Д601 и 1Д601П, D = 125 мм). В этих станках электродвигатель располагается вне станка и от него с помощью одной или двух ременных передач движение передается шпинделю. Токарные станки с D = 160 мм и D = 200 мм устанавливаются на сварную или литую тумбу. В шпиндельных бабках станков с D ~ 200 мм имеется перебор (к вариатору расположенному в тумбе), увеличивающий диапазон регулирования частоты вращения и уменьшающий нижний предел частоты вращения для возможности нарезания резьб. Ведомый шкив на станках с D = — 100 мм и D ~ 125 мм размещен на конце шпинделя, на станках с D = 160 мм и D = 200 мм — в середине шпиндельной бабки. Максимальная частота вращения в указанных станках составляет до 6000—10 000 об/мин. Малые станки часто используются для обработки деталей из прутка и поэтому имеют цанговый зажим толкающего или тянущего типа. Цанговый зажим приводится в действие от маховика, рычага или сжатым воздухом. Пиноли бабок малых станков получают движение от винта с маховиком, рычага» крестообразной рукоятки с зубчатым колесом, сцепленным с рейкой на пиноли, и т. п. Привод суппорта у станков без механической подачи делается также различным — от винта, рычагов, копиров, пневматических или гидравлических устройств. В этой группе имеется и наибольшее количество модификаций. Средние токарно-винторезные станки с D = 250ч-4-500 мм имеют, в основном, две схемы компоновки главного привода. У станков с D = 250ч-320 мм в большинстве случаев разделенный привод, чаще всего с приемным шкивом, расположенным в средней части шпинделя, и перебором, а станки с О -=» 400 мм и D = 500 мм имеют неразделенный привод с расположением приемного шкива на первом валу шпиндельной бабки. В станках с D = 250 мм, D = 320 мм, D = 400 мм и D = — 500 мм электродвигатель главного привода чаще располагается внутри станины в нижней части. В станке 1А616 электродвигатель вынесен наружу, хотя и скреплен с основанием станка. На рис. 1 даны структурная и кинематическая схемы станка средних размеров. Станок имеет разделенный привод главного движения, состоящий из коробки скоростей и шпиндельной бабки с перебором 1 : 8. Управление коробкой скоростей преселективное. Особенностью конструкции станка является мнемоническое управление подачами суппорта с помощью одной рукоятки. Наибольший диаметр обрабатываемой детали 250 мм, частота вращения шпинделя п ~ 20н-2000 об! мин, мощность главного привода N = 3 кет, масса 1100 кг.
Рис. 1. Кинематическая (б) и структурная (а) схемы станка 1И611П, имеющего Государственный Знак качества
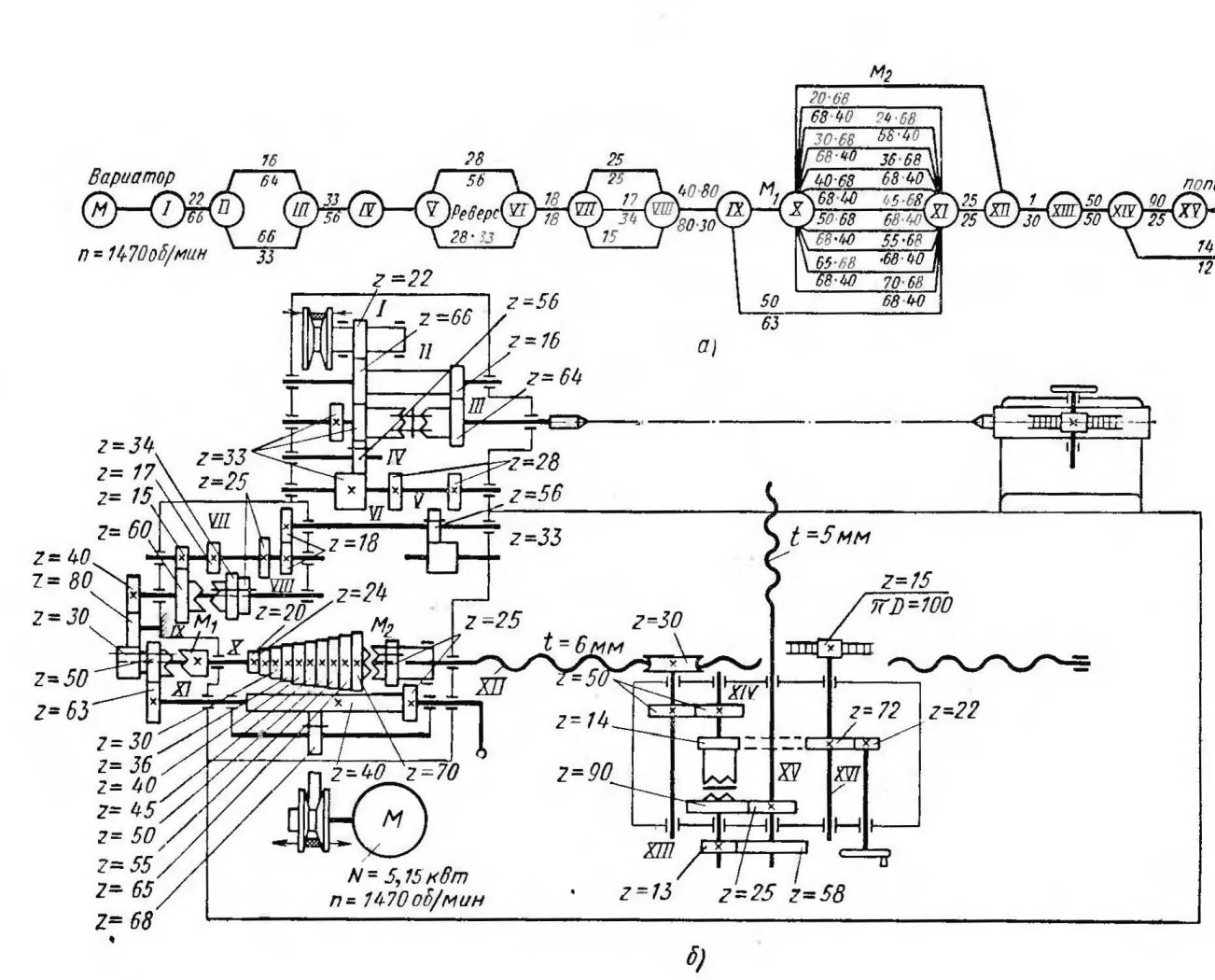
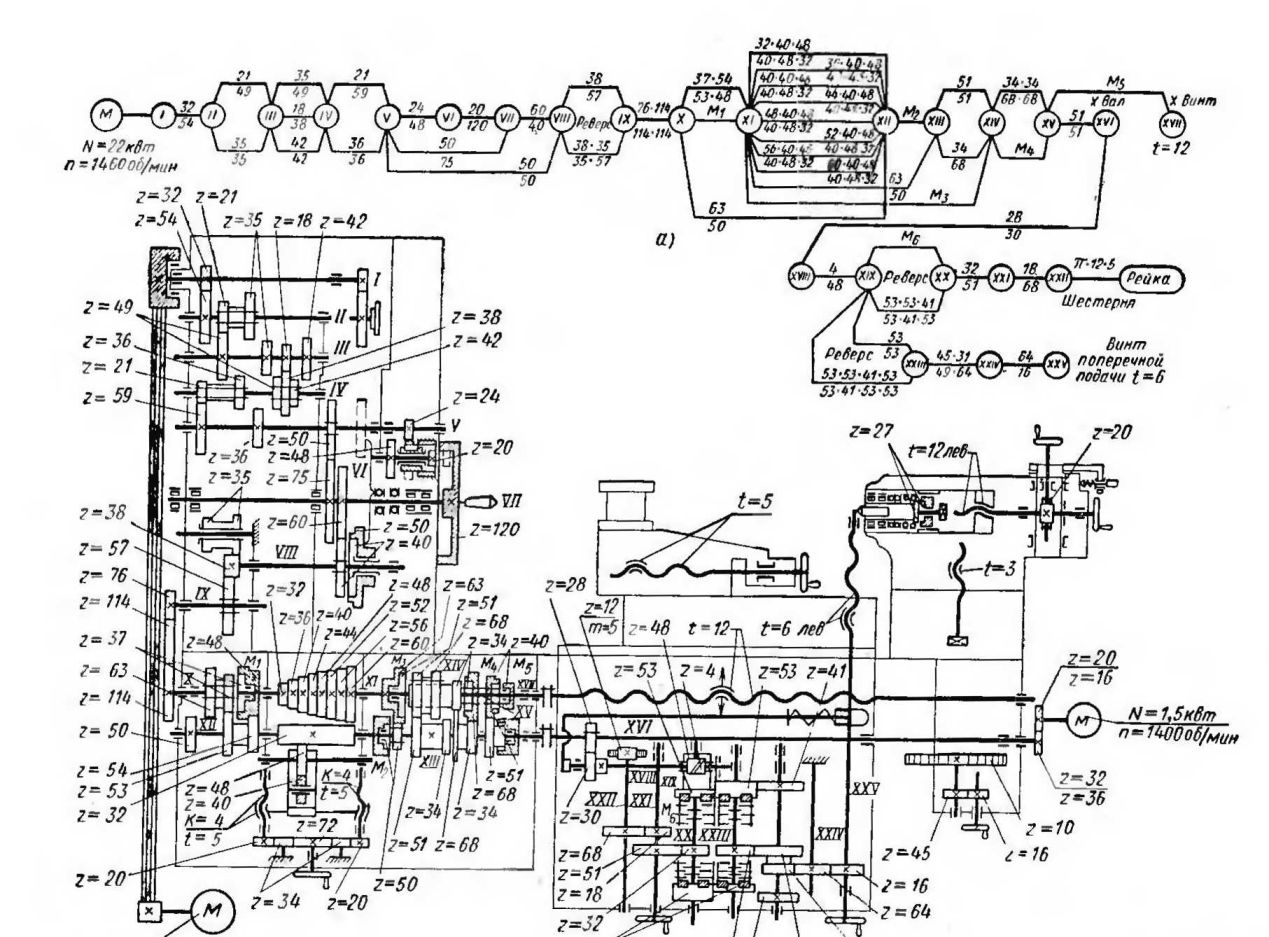
Передняя и задняя опоры шпинделя имеют цилиндрические роликовые подшипники (аналогичные подшипникам серии 3182100). Осевые силы в передней опоре воспринимаются упорно-радиальными подшипниками с углом контакта 60°. Станина имеет стальные закаленные накладки по всему профилю направляющих. Передача движения к механизму подач при нарезании резьбы осуществляется зубчатыми колесами, а при остальных работах — плоским ремнем i = Подача осуществляется во всех случаях с помощью ходового винта, который остается неподвижным. Для перемещения суппорта приводится во вращение шариковая гайка. Ходовой винт надежно защищен цилиндрическими «гармошками». На рис. 3 приводятся кинематическая и структурная схемы станка НВХ-360 фирмы «Cazaneuve» (Франция) с D = 360; и = = 50-3000 об/мин N ~ 5,15 кет и массой 1300 кг. В приводе главного движения имеется бесступенчатый вариатор с широким клиновым ремнем. Для подачи суппорта имеется ходовой винт. Зафиксированное от вращения червячное колесо в сочетании с винтом используется при нарезании резьбы как винтовая пара для автоматической продольной подачи, не зафиксированное червячное колесо с винтом служит как червячная передача. Ходовой винт хорошо защищен телескопическими втулками, в которых создана масляная ванна. Шпиндель вместе с передним и задним подшипниками смонтирован в одном стакане и может собираться в виде отдельного агрегата и регулироваться вне станка. Задняя бабка имеет оригинальную конструкцию с устройством для быстрого перемещения от реечной передачи и медленного — от червячной. Крупные станки имеют неразделенный привод. Во многих случаях в этих станках верхний суппорт снабжается механизированной подачей. На рис. 4 даны кинематическая и структурная схемы крупного станка. При малых частотах вращения движение передается непосредственно на планшайбу с помощью выдвижного зубчатого колеса. В фартуке станка используются электромагнитные фрикционные муфты.
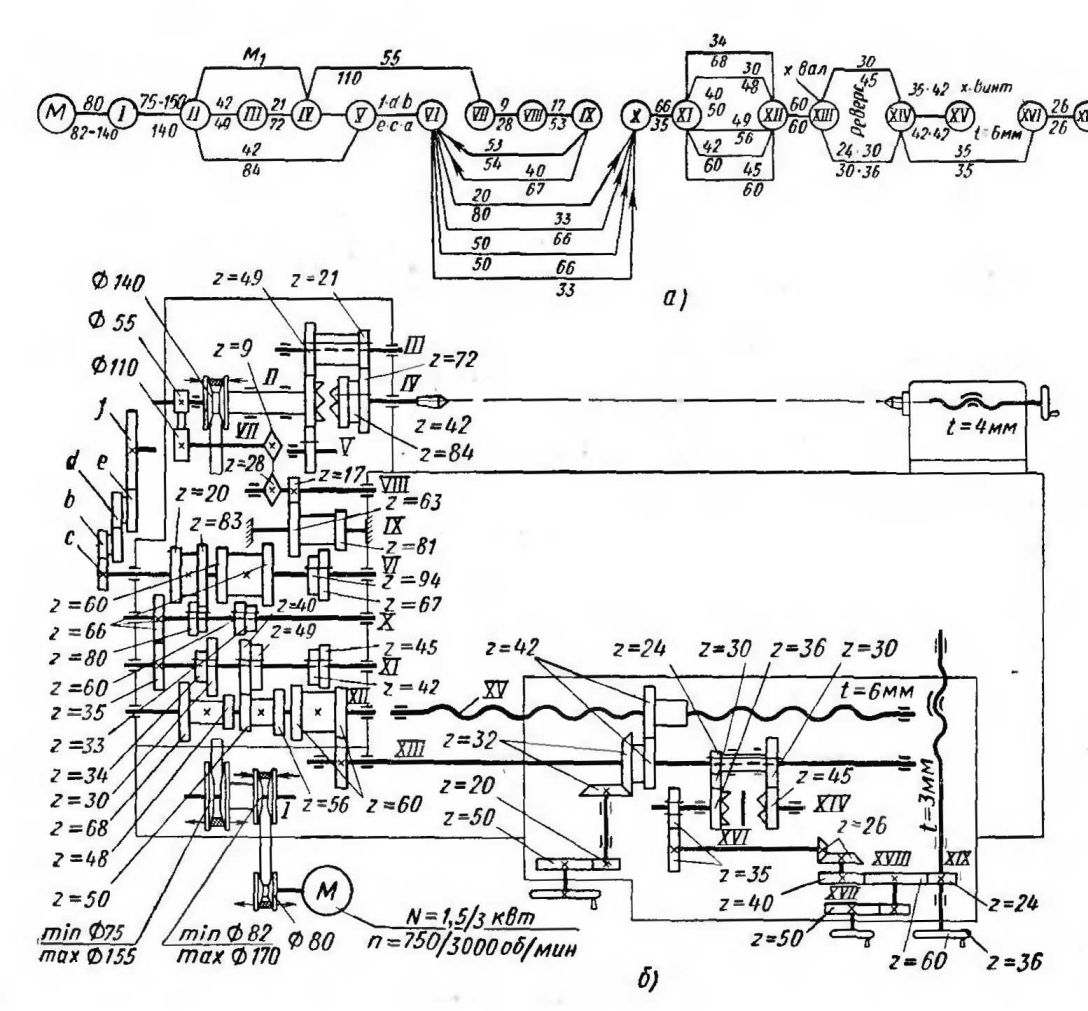
Рис. 2. Кинематическая (б) и структурная (а) схемы станка Schaublin 135
Рис. 3. Кинематическая (б) и структурная (а) схемы станка НВХ-360
Рис. 4. Кинематическая (б) и структурная (а) схемы станка 165
В группе средних и крупных станков находят применение станки с «гапом» (выемкой в станине для обработки деталей с увеличенным диаметром). На рис. 5 показан станок, у которого можно изменять как ширину выемки — «гапа», так и длину станины.
Рис. 5. Станок с выемкой
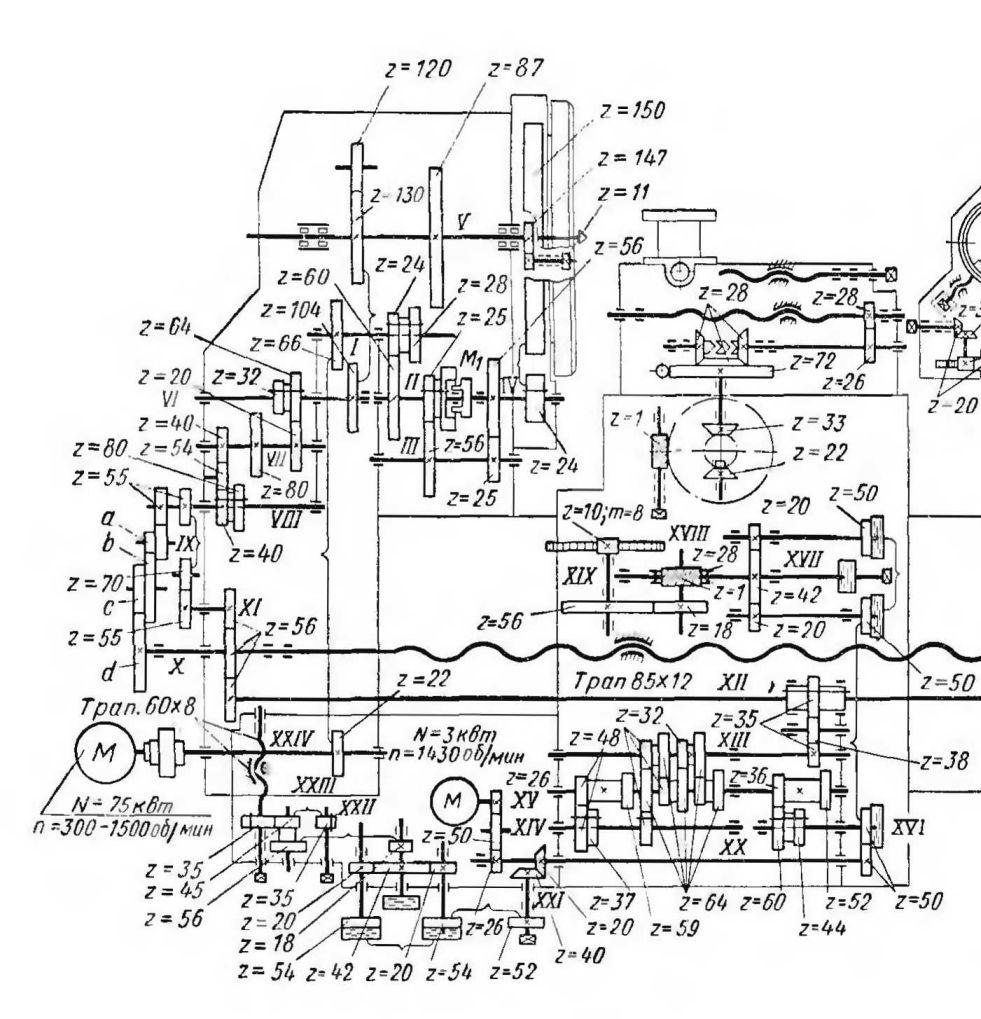
Тяжелые токарные станки предназначены для обработки деталей диаметром 1250 мм и выше. Привод главного движения этих станков чаще всего осуществляется от электродвигателя постоянного тока с регулируемой частотой вращения. Электродвигатель в большинстве случаев устанавливается на отдельной плите и соединяется с выходным валом шпиндельной бабки эластичной муфтой. Коробки скоростей в таком приводе имеют ограниченное количество механических ступеней. При создании новых конструкций тяжелых станков расширяют диапазон регулирования двигателя с сохранением в шпиндельной бабке лишь одного перебора. На рис. 6 изображена кинематическая схема тяжелого станка. В большинстве конструкций этих станков имеются передние и задние суппорты. Задние бабки снабжены приводом для перемещения по станине и автоматизированным приводом перемещения пиноли от индивидуальных электродвигателей с механическими редукторами. Во многих случаях коробки передач станков размещаются в фартуках суппортов. Ходовые винты для приводов продольного суппорта используются, как правило, в станках с наибольшим диаметром обрабатываемой детали менее 1600 мм.
Рис. 6. Кинематическая схема станка 1А665
Реклама:Читать далее:Гаммы отечественных токарных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|