|
|
Категория:
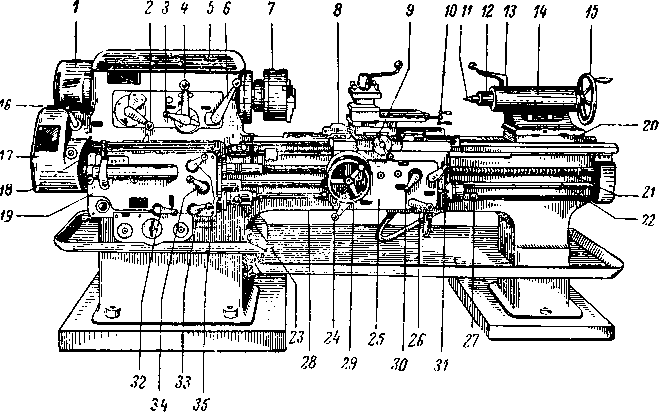
Токарное дело Общее описание. На рис. 1 показан токарно-винторезный станок модели 1А62 завода «Красный Пролетарий». На левом конце станины станка находится передняя бабка. В подшипниках бабки вращается шпиндель (главный вал — на фигуре не показан), на правый конец которого навертывается патрон или другое приспособление для закрепления обрабатываемой детали. В шпинделе имеется отверстие, в которое может быть вставлен центр, также используемый для установки и закрепления детали. Шпиндель посредством устройства, расположенного в корпусе передней бабки и называемого коробкой скоростей, получает вращение от электромотора, установленного на отдельном фундаменте сзади станка. Это осуществляется посредством клиноременной передачи, связывающей шкив электромотора и шкив станка, и ряда шестерен, муфт и других деталей, составляющих коробку скоростей. Коробка скоростей устроена таким образом, что при постоянном числе оборотов в минуту электромотора числа оборотов шпинделя можно изменять в довольцо широких пределах. Так, рассматриваемый станок имеет 24 скорости шпинделя — от 16,5 до 1200 об/мин. В числе этих скоростей имеются три пары настолько близких, что практически шпиндель станка 1А62 имеет не 24 скорости, а 21 рабочую скорость. Такое количество скоростей вращения шпинделя дает возможность установить скорость резания, наиболее подходящую для всех условий данной работы. Изменение скорости вращения шпинделя производится при помощи трех рукояток, расположенных на стенке передней бабки. На правом конце станины находится задняя бабка, в пиноли которой расположен задний центр. Задняя бабка может быть установлена на различном расстоянии от передней. Кроме того, можно перемещать ее пиноль вращением маховичка и закреплять в требуемом положении рукояткой. Корпус задней бабки установлен на промежуточной плите, расположенной на направляющих станины. Корпус бабки можно сдвигать по плите в сторону токаря или, наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими. Прямая линия, соединяющая вершины переднего и заднего центров, при среднем положении задней бабки, когда ось заднего центра сов-падает с осью переднего центра, называется центровой линией станка. Она параллельна направляющим станины.
Рис. 1. Токарный станок модели 1А62
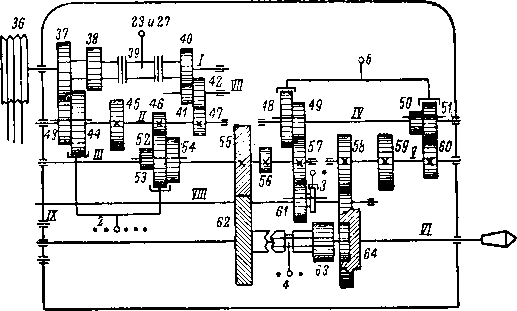
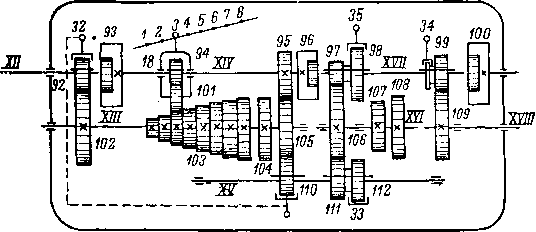
Режущий инструмент (резец) закрепляется на суппорте. Суппорт состоит из нескольких частей, перемещающихся в разных направлениях. Это обеспечивает возможность осуществления подачи резца — продольной, параллельной центровой линии станка, и поперечной, перпендикулярной к этой линии. Верхняя часть суппорта может быть повернута около вертикальной оси; подачу резца при этом можно осуществить под углом к центровой линии станка, что требуется при обработке конических поверхностей. Все подачи резца могут быть ручными, а продольная и поперечная — также и автоматическими. Продольная ручная подача происходит при вращении маховика, расположенного, как и многие другие рукоятки управления подачами станка, на передней стенке фартука суппорта. Поперечная ручная подача получается при вращении рукоятки, а подача верхней (поворотной) части суппорта — посредством рукоятки. Автоматические подачи резца заимствуются от ходового винта или от ходового вала, получающих вращение с разными скоростями от коробки подач. Ходовой винт используется при нарезании резьб, ходовой вал — при всех остальных токарных работах. Включение подачи, заимствуемой от ходового винта, получается посредством рукоятки, а от ходового вала — при помощи рукояток, Одновременное включение подач, получаемых от ходового винта и ходового вала, привело бы к поломке станка. Поэтому у рассматриваемого станка имеется устройство (в фартуке), не допускающее такого включения. Рукояткой, расположенной на фартуке суппорта, производятся включение и выключение разъемной гайки станка, а рукояткой — подачи, заимствуемой от ходового вала. Рукоятка служит для реверсирования (изменения направления вращения) ходового вала, что обусловливает изменение направления перемещения суппорта. Коробка подач связана зубчатыми шестернями через гитару, расположенную под кожухом, со шпинделем станка, так что скорости вращения шпинделя и величина подачи резца получаются строго согласованными. Коробка подач устроена таким образом, что, устанавливая в разные положения рукоятки, можно получать (через ходовой винт) подачи, соответствующие шагам всех принятых резьб, и большое количество различных подач (через ходовой вал), необходимых при остальных токарных работах. Используя сменные шестерни гитары, устройство которой рассматривается ниже, можно нарезать резьбы с нестандартным шагом. Такие же шестерни применяются при нарезании точных резьб. Посредством рукоятки шаг нарезаемой резьбы может быть увеличен в 2, 8 или в 32 раза в зависимости от положения рукоятки. Рукоятка служит для настройки станка на нарезание правой или левой резьбы. Используя все возможные передачи коробки подач на рассматриваемом станке, можно нарезать метрические резьбы с шагом от 1 до 12 мм, дюймовые с числом витков от 2 До 24 на 1”, а также многие модульные и питчевые резьбы. Кроме того, на станке модели 1А62 можно получить при работе через ходовой вал продольные автоматические подачи от 0,082 до 1,59 мм/об и поперечные от 0,027 до 0,52 мм/об. Рукоятки служат для включения, выключения и реверсирования станка. Коробка скоростей. На рис. 2 приведена кинематическая схема коробки скоростей токарного станка модели 1А62. Все детали и части коробки изображены на схеме условно, что значительно упрощает изучение устройства коробки и взаимодействие ее деталей. Валы коробки скоростей для удобства изображения условно показаны расположенными в одной плоскости. Устройство наиболее важных узлов коробки приводится ниже. Ведущий вал коробки получает вращение от электромотора через шкив. На этом валу свободно вращаются двухвенцовый блок шестерен и шестерня. Правая часть первой из этих деталей и левая часть второй являются корпусами половинок фрикционной муфты, посредством которой производятся включение и выключение, а также изменение направления вращения шпинделя. Используя одну из рукояток, можно переместить втулку фрикционной муфты по валу. При левом положении этой втулки блок шестерен, связывается с вращающимся валом, и шпиндель станка получает прямой ход. При правом положении этой втулки с валом оказывается связанной шестерня. В этом случае шпиндель станка, как это будет пояснено ниже, получает обратный ход. При среднем положении втулки станок выключен.
Рис. 2. Кинематическая схема коробки скоростей токарного станка модели 1А62
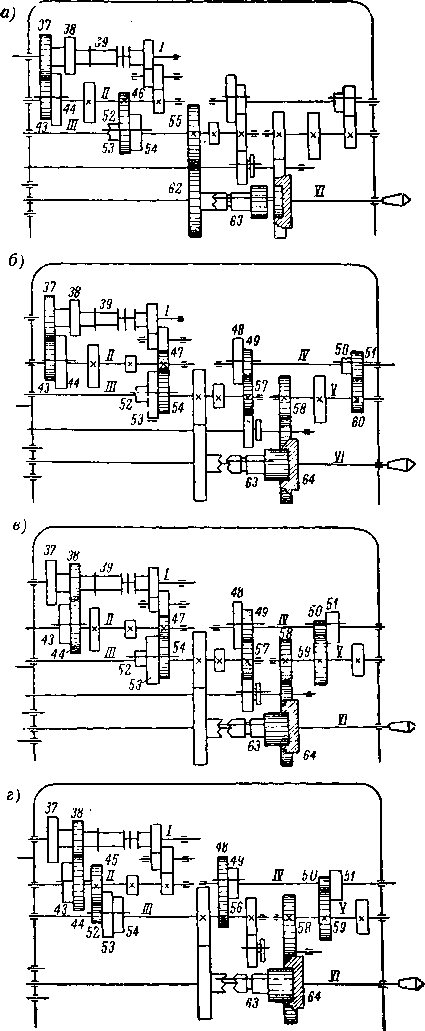
На валу II коробки расположены двухвенцовый блок шестерен и шестерни. Блок шестерен постоянно вращается вместе с валом, но его можно перемещать.вдоль вала и устанавливать в одно из двух рабочих положений. Такое устройство рассматриваемого блока, называемого скользящим, обозначается на схеме линией, параллельной оси вала. Первое рабочее положение блока шестерен, когда в зацеплении находятся шестерни, показано на рис. 20; при втором положении этого блока будут сцеплены шестерни. Шестерни находятся в постоянном положении на валу, что отмечено на схеме крестиками. На валу III расположен скользящий трехвенцовый блок шестерен, имеющий три рабочих положения. Одно из них (среднее) показано на схеме; при левом положении блока в зацеплении находятся шестерни, а при правом. Перемещение блоков шестерен осуществляется рукояткой. На валу III, кроме блока шестерен закреплены шестерни. На валу IV расположены два двухвенцовых блока шестерен. Если блок находится в правом положении, показанном на схеме, то передача от вала III валу IV осуществляется через шестерни. При установке этого блока в левое положение в сцеплении оказываются шестерни. Вал V, на котором закреплены шестерни, получает вращение от вала IV через шестерни 51 и 60, если блок 50, 51 находится в положении, показанном на рис. 2, или через шестерни 50 и 59 — при левом положении блока. Управление блоками осуществляется рукояткой. Вал VI — шпиндель станка. На нем расположены шестерни. Они свободно вращаются на шпинделе (на схеме нет никаких условных обозначений крепления), но могут быть связаны с ним кулачковой муфтой 63, управляемой рукояткой. При левом положении муфты со шпинделем соединена шестерня 62, и шпиндель получает вращение непосредственно от вала III через шестерни. Если установить муфту 63 в правое положение, правый конец ее, представляющий собой цилиндрическую шестерню, войдет в соответствующую выемку, имеющуюся в шестерне 64 и соединит ее со шпинделем VI. В этом случае шпиндель будет получать вращение также от вала III, но не непосредственно, а через шестерни, расположенные на валах IV и V. Если включить муфту 39 так, чтобы с валом был соединен блок шестерен 37, 38, и установить все имеющиеся в коробке скоростей скользящие блоки шестерен, а также кулачковую муфту в различные свойственные им рабочие положения, то при постоянной скорости вращения вала I шпиндель VI станка получит, как указано выше, 24 разные скорости. На рис. 3 приведены примеры передачи вращения вала шпинделю VI при некоторых положениях деталей коробки скоростей, причем шестерни, участвующие в передаче, показаны (условно) с зубьями, а все остальные На рис. 3, а блок шестерен 43, 44 установлен в левое, блок 52, 53, 54 — в среднее, а кулачковая муфта 63 — в левое положение. Напомним, что при таком положении муфты 63 со шпинделем соединена шестерня. Передача вращения от вала к шпинделю VI в данном случае происходит через шестерни 37, 43, 46, 53, 55, 62. На рис. 3, б блок шестерен 43, 44 находится в том же положении, а блок 52, 53, 54 передвинут в правое положение. Блоки 48, 49 и 50, 51 установлены также в правое положение. Шестерня посредством муфты соединена со шпинделем VI. Передача вращения от вала к шпинделю VI происходит через шестерни 37, 43, 47, 54, 57, 49, 51, 60, 58, 64. На рис. 3, в блоки шестерен 43, 44; 52, 53, 54; 48, 49 находятся в правом положении, блок 50, 51 передвинут влево. Шестерня 64 муфтой 63 соединена со шпинделем. Передача вращения вала шпинделю VI идет через шестерни 38, 44, 47, 54, 57, 49, 50, 59, 58, 64. На рис. 3, г блок шестерен 43, 44 установлен в правое положение, а блоки 52, 53, 54 и 48, 49 и 50, 51 — в левое. Шестерня 64 соединена муфтой 63 со шпинделем станка. Передача вращения вала шпинделю станка происходит через шестерни 38, 44, 45, 52, 56, 48, 50, 59, 58, 64.
Рис. 3. Схемы не которых передач вращения ведущего вала шпинделю в коробке скоростей токарного станка модели 1А62
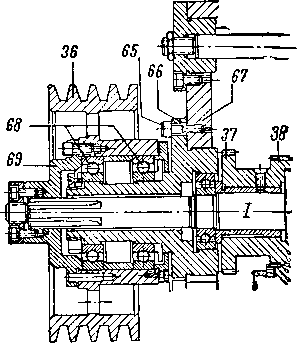
Рис. 4. Приводной шкив токарного станка модели 1А62
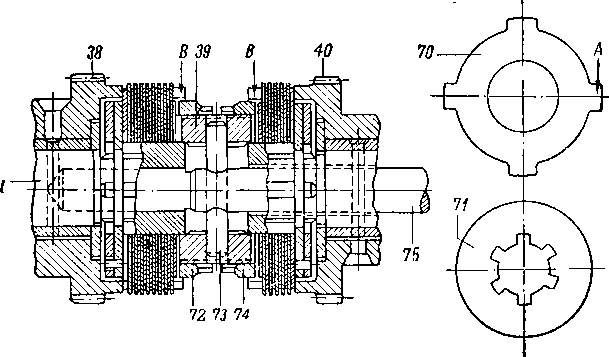
Если посредством муфты рассматриваемой коробки соединить с валом шестерню, то вращение этого вала будет передаваться валу II через шестерни 40, 41, 42, 47. Блок 41, 42 образует паразитную шестерню х, поэтому в данном случае вал II будет вращаться в обратную сторону в сравнении с той, в которую он вращался, когда с валом I был сцеплен блок шестерен 37, 38. В обратную сторону будут вращаться и валы III, IV и V. Шпиндель VI будет иметь обратный ход с 12 различными скоростями. Количество скоростей вращения шпинделя при обратном ходе вдвое меньше, чем при прямом, так как в передаче вращения вала I валу II не участвует двойной блок шестерен 43, 44. Ознакомившись с устройством коробки скоростей в целом, рассмотрим некоторые ее узлы. На рис. 22 показан приводной шкив 36 рассматриваемой коробки. Он вращается на двух шарикоподшипниках 68, насаженных на втулку 66, которая прикреплена болтами 65 к левой стенке 67 корпуса коробки скоростей. Через фланец 69, соединенный со шкивом 36, вращение последнего передается валу I коробки. Благодаря такому устройству усилие натяжения в клиноременной передаче, передающей вращение шкиву от электромотора, воспринимается корпусом бабки, а не валом I. Справа от стенки коробки на валу расположена известная нам двухвенцовая шестерня. Эта шестерня, как было указано выше, является корпусом левой половины фрикционной муфты, с помощью которой производятся пуск, остановка и изменение направления вращения шпинделя при включенном электромоторе. Корпусом правой половины муфты служит шестерня. Обе шестерни насажены на вал / свободно и соединяются с ним посредством тонких стальных дисков, называемых фрикционными. Диски эти двух типов насажены на вал I в чередующемся порядке. Выступы А, имеющиеся на наружной поверхности дисков 70, входят в продолуные пазы В, сделанные в корпусах левой и правой половин муфты; диски эти не связаны с валом. Диски, наоборот, охватывают шлицевым отверстием такую же часть вала I и не связаны с шестернями. При достаточно сильном сжатии дисков той или другой половины муфты между ними возникает трение, передающее вращение вала шестерне 38 для получения прямого вращения шпинделя или шестерне 40 — для сообщения шпинделю обратного вращения. Сжатие дисков половин муфты производится посредством расположенной между ними подвижной втулки 39 с навернутыми на нее регулировочными гайками.
Рис. 5. Фрикционная муфта токарного станка модели 1А62
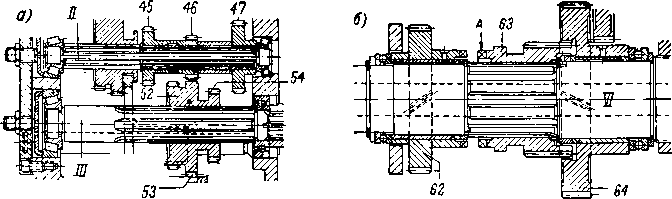
Эта втулка соединена шпилькой, расположенной в продольном пазу вала, с тягой, находящейся в центральном отверстии вала и управляемой рукояткой. Поворот любой из этих рукояток передается тяге через ряд рычагов, валиков и других деталей. Сила нажатия на диски регулируется изменением положения гаек. При буксовании муфты на рабочем ходу (провертывании одних дисков относительно других) ее необходимо немедленно отрегулировать во избежание вредного нагревания дисков и нарушения нормальной работы станка. Одновременно с выключением фрикционной муфты происходит торможение шпинделя станка. Для этого на одном из валов коробки насажен чугунный диск, охватываемый стальной лентой Ч При выключении фрикционной муфты лента посредством ряда промежуточных деталей натягивается, и сила трения между ней и диском, закрепленным на валу IV, осуществляет торможение всех вращающихся деталей коробки скоростей. На рис. 6, а изображены валы II и III с расположенными на них шестернями. Трехвенцовый блок шестерен 52, 53, 54 — скользящий. На рис. 24, а он показан в среднем положении, когда передача вращения вала // валу /// происходит через шестерни 46 и 53.
Рис. 6. Скользящий трехвенцовый блок шестерен (а) и кулачковая муфта (б) коробки скоростей токарного станка модели 1А62
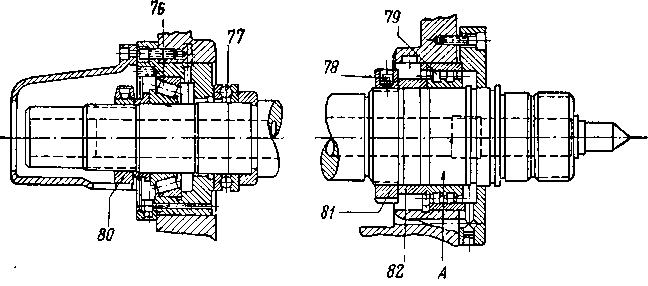
При установке блока в левое положение передача вращения будет происходить через шестерни. При правом его положении в зацеплении окажутся шестерни. На рис. 6, б показана часть шпинделя VI рассматриваемой коробки скоростей, на которой находятся свободно насаженные шестерни. Между этими шестернями, на шлицованной части шпинделя, расположена кулачковая муфта. Правый конец этой муфты с нарезанными на нем зубьями входит в выточку с такими же зубьями, имеющуюся в левом торце шестерни. Благодаря этому вращение шестерни передается шпинделю. Если муфту передвинуть влево, то имеющиеся на ее левом торце выступы А войдут во впадины между такими же выступами на правом торце шестерни. Шпиндель станка при этом получает вращение от шестерни. На рис. 7 изображены подшипники шпиделя рассматриваемой коробки скоростей.
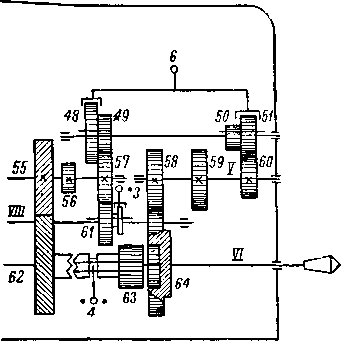
Рис. 7. Подшипники шпинделя токарного станка модели 1А62
Шейка А переднего (правого) конца шпинделя коническая (с очень малым уклоном). Она охватывается внутренним кольцом специального двухрядного роликового подшипника, расположенного в правой стенке коробки скоростей. Отверстие внутреннего кольца подшипника также коническое. Посредством гайки, действующей на кольцо подшипника через промежуточную втулку, подшипник можно регулировать. При повертывании гайки внутреннее кольцо подшипника перемещается по конической шейке шпинделя, вследствие чего наружный диаметр кольца несколько увеличивается. Зазор, образовавшийся между роликами и кольцами подшипника ввиду их износа, при этом устраняется. Во избежание самопроизвольного свертывания гайки она закрепляется в требуемом положении стопорным винтом. Задний (левый) конец шпинделя вращается в коническом роликовом подшипнике, регулируемом посредством гайки 80 так же, как и у переднего подшипника. Усилия, действующие на шпиндель в направлении его оси справа налево, воспринимаются упорным шариковым подшипником. Осевые усилия, направленные слева направо, поглощаются роликовым подшипником. Трензель, гитара и коробка подач. Движение подачи заимствуется, как было указано выше, от шпинделя станка. Поэтому величина подачи на один оборот шпинделя остается постоянной независимо от скорости его вращения, что особенно необходимо при нарезании резьбы. У рассматриваемого станка механизм подачи получает вращение от шпинделя через вал VIII. При работе с нормальной подачей передача вращения шпинделя валу VIII осуществляется двояко. Если шестерню установить в правое положение, а шестерню-муфту передвинуть влево, то передача вращения шпинделя валу VIII будет происходить через шестерни. При том же (правом) положении шестерни и установке шестерни-муфты в правое положение передача вращения шпинделя валу VIII будет происходить также через шестерни. И так как числа зубьев этих шестерен одинаковы, скорость вращения вала VIII будет в обоих случаях такая же, как и шпинделя. При левом положении шестерни-муфты, т. е. в первом из рассмотренных случаев, шпиндель станка будет получать- вращение непосредственно от вала III через шестерни 55, 62, что соответствует более высоким скоростям вращения шпинделя. Если шестерню-муфту установить в правое положение (второй случай), то шпиндель станка, как это указано выше, получает вращение от вала III через шестерни, расположенные на валах IV, V, что соответствует более низким скоростям вращения шпинделя. Для получения подачи, увеличенной против нормальной, необходимо передвинуть шестерню влево, т. е. ввести ее в зацепление с шестерней, а шестерню-муфту 63 установить в правое положение, при котором шестерня 64 соединена со шпинделем станка. Если при этом блоки шестерен установлены в правое положение, т. е. так, как показано на рис. 8, передача вращения шпинделя валу VIII будет происходить через шестерни 64, 58, 60, 51, 49, 57 и 61. Числа зубьев этих шестерен таковы, что одному обороту шпинделя будут соответствовать два оборота вала VIII.
Рис. 8. Часть кинематической схемы коробки скоростей токарного станка модели 1А62
Подача суппорта на один оборот шпинделя будет в 2 раза больше нормальной. Если блок шестерен, передвинуть в левое положение, то при том же положении блока передача вращения шпинделя валу VIII будет происходить через шестерни. В этом случае одному обороту шпинделя будут соответствовать восемь оборотов вала VIII, благодаря чему подачи суппорта будут в 8 раз больше нормальных. Отметим, что такой же результат получается при установке блока 50, 51 в правое, а блока 48, 49 — в левое положение. Если оба блока шестерен 50, 51 и 48, 49 установлены в левое положение, то передача вращения шпинделя валу VIII будет происходить через шестерни, что обеспечит увеличение подачи против нормальной в 32 раза. Следующее звено механизма подачи — это трензель, посредством которого изменяется направление подачи при одном и том же направлении вращения шпинделя. Он состоит из двух-венцового блока шестерен 83, 84, закрепленного на валу VIII, паразитной шестерни 85, вращающейся на валу IX, и скользящей шестерни, расположенной на валу X. При положении этой шестерни, показанном на рис. 9, она находится в зацеплении с шестерней 83. На рис. 9 этого зацепления не видно, так как все валы трензеля изображены условно расположенными в одной плоскости. Передача вращения вала VIII валу X будет происходить через шестерни. Вращение вала Х будет таким, при котором нарезается левая резьба. Если передвинуть шестерню 88 вправо и ввести ее в зацепление с шестерней 85, то передача вращения вала VIII валу X будет происходить через шестерни 84, 85, 88 в направлении, требующемся для нарезания правых резьб.
Рис. 9. Кинематическая схема трензеля и гитары токарного станка модели 1А62
Рис. 10. Кинематическая схема коробки подач токарного станка модели 1А62
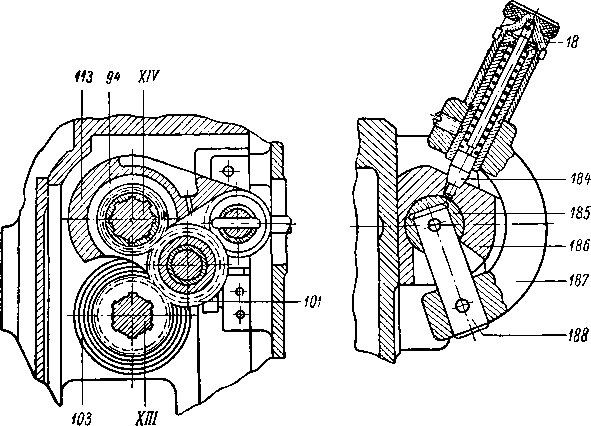
При работе с увеличенной подачей, а также при прямом соединении вала XII с ходовым винтом станка направление подачи изменяется на обратное. Гитара состоит из двухвенцовой шестерни, промежуточной шестерни и второй двухвенцовой шестерни. При положении этих блоков, показанном на рис. 9, передача от вала X к валу XII осуществляется через шестерни. Такое положение блоков соответствует нарезанию метрических и дюймовых резьб. Если блоки снять, перевернуть и снова установить на свои места, то вал XlI будет связан с валом X шестернями, что необходимо при нарезании модульных и питчевых резьб. Схема устройства коробки подач токарного станка модели 1А62 показана на рис. 10. На правом конце вала XII расположена шестерня, которая может занимать два положения. В первом из этих положений шестерня сцеплена с шестерней, а во втором — входит в выемку муфты, подобно тому как кулачковая муфта 63 коробки скоростей входит в шестерню. Когда производятся обтачивание гладких поверхностей и нарезание метрической или модульной резьбы, шестерня 92 должна быть установлена в левом положении. В этом случае вращение вала XII через шестерни 92 и 102 передается валу XIII, на котором закреплены восемь шестерен с постоянно увеличивающимся числом зубьев. Посредством накидной шестерни и постоянно с ней сцепленной шестерни 94 передача вращения вала XIII сообщается валу XIV. При этом шестерня 101, управляемая рукояткой, может быть передвинута по валу XIII и сцеплена с любой из восьми шестерен. Вращение вала XIV через шестерни 95, 105 и 110 передается валу XV. Вал XVI получает вращение от вала XV через шестерни 111 и 106 при левом положении блока шестерен 111, 112 и через шестерни 112, 108 при его правом положении. Передача вращения валу XVII осуществляется через шестерни, если блок установлен в левое положение, или через шестерни, 98 после того как блок этот передвинут вправо. От вала XVII вращение передается ходовому валу XVIII или ходовому винту. В первом случае в передаче вращения участвуют шестерня 99 и шестерня 109, закрепленные на ходовом валу. Ходовой винт получает вращение, если шестерня 99 введена в муфту 100, закрепленную на левом конце ходового винта. При гладком обтачивании и нарезании дюймовых, а также питчевых резьб шестерня 92 вводится в муфту 93. Передача вращения вала XII ходовому винту и ходовому валу будет происходить при этом следующим образом. От вала XIV, получившего вращение непосредственно от вала XII, передача идет на вал XIII через шестерни и одну из шестерен. Вал XIII через шестерни 105 и НО передает вращение валу XV и далее ходовому винту и ходовому валу через валы XVI и XVII и расположенные на них шестерни так же, как и при левом положении шестерни 92. Если производится нарезание резьб повышенной точности, то для подачи суппорта используются сменные шестерни, устанавливаемые на гитаре, а коробка подач выключается. Этим исключается вредное влияние неизбежных неточностей изготовления большого количества шестерен коробки. При такой настройке коробки подач шестерня 92 должна быть введена в муфту 93, шестерня 97 в муфту 96 и шестерня 99 в муфту. Передача вращения вала XII ходовому винту происходит через валы XIV и XVII. На рис. 11 изображено устройство накидной шестерни рассмотренной коробки подач. Фиксатор под действием расположенной внутри рукоятки пружины входит в одно из восьми (по числу шестерен) отверстий в детали. Деталь эта прикреплена к передней стенке коробки подач. Если потянуть рукоятку к себе, то фиксатор выйдет из отверстия в детали 186, после чего рукоятку можно опустить и, передвинув ее влево пли вправо, ввести фиксатор в другое отверстие детали 186. Поворот и перемещение рукоятки 18 вызовут такие же движения валика. Соответственное движение совершат при этом коробка 113 и расположенная в ней шестерня 101. В результате этого шестерня 101 придет в зацепление с другой из восьми шестерен 103. Передаточное отношение шестерен, соединяющих валы III и XIV, при этом изменится. Одновременно изменяется и скорость вращения ходового винта или ходового вала станка, а следовательно, и величина подачи суппорта.
Рис. 11. Накидная шестерня коробки подач
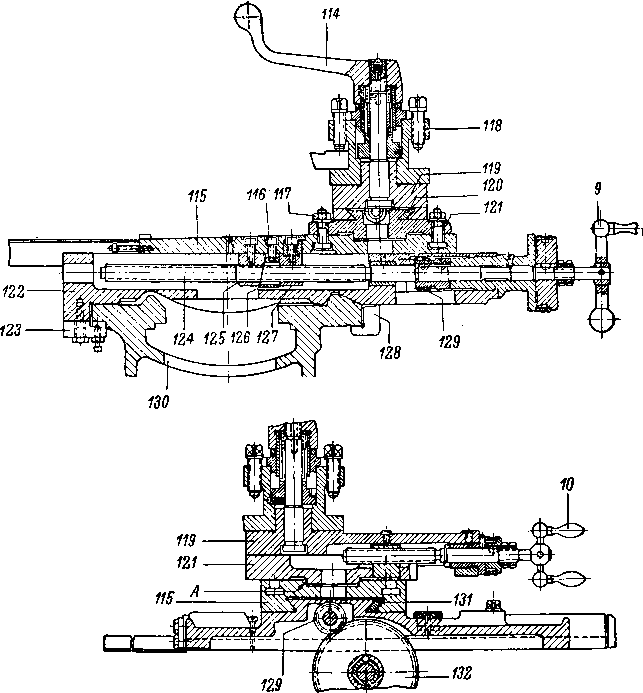
Суппорт. На рис. 30 показаны разрезы суппорта токарного станка 1А62. Суппорт состоит из продольных салазок 122, иногда называемых кареткой, поперечных салазок, поворотной части, верхних салазок и резцовой головки. Продольные салазки перемещаются по направляющим станины и прижимаются к ней планками. Перемещения этих салазок — ручные и автоматические — заимствуются от устройств, расположенных в фартуке суппорта, и будут рассматриваться ниже. Перемещение поперечных салазок по каретке осуществляется при помощи винта и гайки, состоящей из двух частей и прикрепленной к салазкам. Для устранения влияния износа винта и охватывающей его гайки, между частями расположен клин. Поднимая этот клин посредством винта, можно раздвигать части и этим устранять образовавшийся зазор между боковыми поверхностями резьбы винта и гайки. Винт вращается во втулках, расположенных в стенках каретки, и осевых перемещений не имеет. Ручные перемещения поперечных салазок осуществляются вращением рукоятки, а автоматические — от шестерен; шестерня расположена в фартуке суппорта.
Рис. 12. Суппорт токарного станка модели 1А62
Посредством клина устраняется излишний зазор в направляющих поперечных салазок, образующийся при их износе. Поворотная часть суппорта своим выступом А входит в соответствующую выточку в поперечных салазках и может поворачиваться относительно этих салазок в обе стороны на 45°. Такой поворот верхней части суппорта, как отмечено выше, обеспечивает возможность обработки конических поверхностей. Закрепление поворотной части в выбранном положении осуществляется посредством болтов. Верхняя часть суппорта перемещается (только вручную, при вращении рукоятки) по направляющим поворотной части. Излишний зазор в этих направляющих устраняется регулированием клина. В резцовой головке рассматриваемого суппорта могут быть закреплены одновременно четыре разных резца, что очень способствует уменьшению продолжительности обработки деталей. Поворот головки, а следовательно, и установка очередного резца в рабочее положение, а также фиксирование и закрепление головки в этом положении производятся при помощи рукоятки.
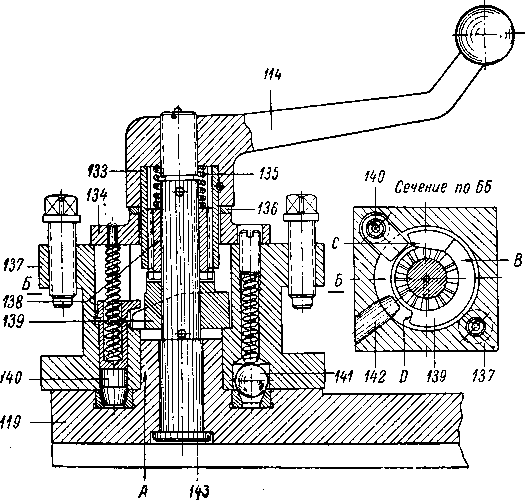
Рис. 13. Резцовая головка суппорта токарного станка модели 1А62
Корпус головки вращается на выступе А верхних салазок. Шариковый пружинный фиксатор служит для предварительного фиксирования корпуса резцовой головки после ее поворота. Окончательная, точная установка резцовой головки в рабочее положение производится коническим фиксатором, также находящимся под действием пружины. Фланец, прикрепленный к корпусу болтами, закрывает имеющееся в нем отверстие и служит опорой для рукоятки. Между фланцем и рукояткой находится шайба, подгонкой которой по высоте достигается (при закрепленной головке) положение рукоятки, удобное для токаря. Стержень закреплен в верхних салазках суппорта. На нем расположены кулачок с храповыми зубьями на верхнем торце и храповая муфта, которая прижимается к торцу кулачка пружиной. Муфта, наружная поверхность которой имеет шлицы, входит в соответствующее отверстие втулки, запрессованной в рукоятку. При повороте рукоятки против часовой стрелки она свертывается со стержня и раскрепляет головку. При дальнейшем повороте рукоятки связанный с ней (через втулку и храповую муфту) Кулачок наклонной поверхностью В поднимет фиксатор 140. Затем, когда стенка С выреза, имеющегося в кулачке, упрется в штифт, произойдет поворот головки. При этом шариковый фиксатор выйдет из своего гнезда и вновь войдет в него, когда головка займет очередное рабочее положение (предварительное фиксирование).
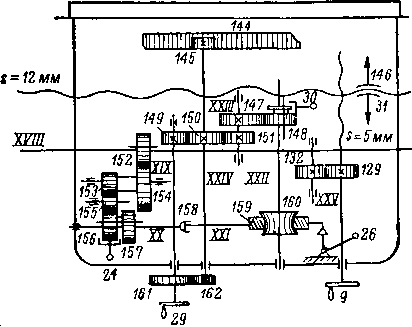
Рис. 14. Кинематическая схема фартука токарного станка модели 1А62
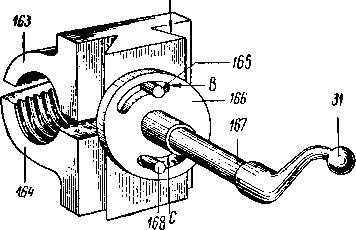
При обратном повороте рукоятки (по часовой стрелке) наклонная плоскость выступа кулачка выйдет из-под выступа фиксатора, вследствие чего последний под действием пружины войдет в свое гнездо (окончательная фиксация). При дальнейшем повороте рукоятки стенка D выреза в кулачке упрется в штифт и вращение кулачка прекратится, после чего торцовые скошенные зубья кулачка будут поднимать храповую втулку. В конце поворота рукоятки происходит закрепление резцовой головки. Фартук суппорта. Фартук прикреплен к продольным салазкам суппорта. Устройство фартука показано схематически на рис. 32, причем взаимное расположение всех его деталей изображено условно. Продольная ручная подача суппорта происходит при помощи маховичка, вращение которого через шестерни передается валу XXIV. На конце этдго вала расположена шестерня, сцепленная с зубчатой рейкой, которая прикреплена к станине станка. При вращении маховичка шестерня перекатывается по рейке, а поэтому фартук, а следовательно, и суппорт перемещаются в направлении продольной подачи. Продольная подача суппорта от ходового винта (шаг s = 12 мм) получается при включении разъемной гайки 146. Эта гайка состоит из двух половинок – верхней и нижней. Обе половинки своими выступами А могут двигаться вверх и вниз в направляющих, имеющихся на задней стороне стенки фартука. Если половинки гайки сдвинуты и они охватывают ходовой винт, — подача суппорта, заимствуемая от винта, включена. Если верхняя половинка гайки поднята, а нижняя опущена, то подача от винта выключена. Указанные перемещения половинок гайки осуществляются следующим образом. На валик, на котором закреплена рукоятка для управления гайкой, насажен диск. В этом диске имеются два эксцентричных паза В и С, в которые входят штифты, ввернутые в половины гайки. При повороте рукоятки по часовой стрелке штифт и половинка опускаются, а штифт и половинка поднимаются, что и требуется для включения гайки. При повороте рукоятки против часовой стрелки происходит выключение гайки.
Рис. 15. Разъемная гайка
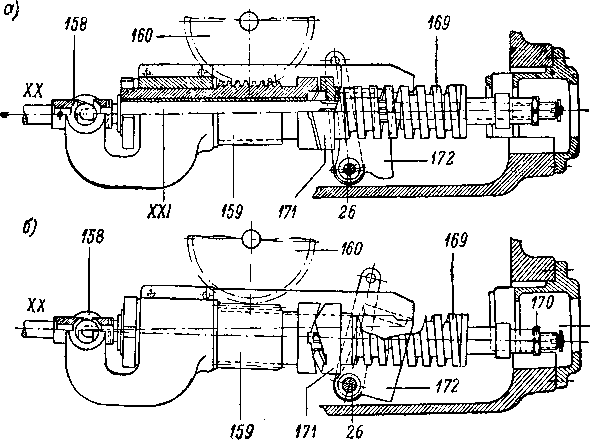
Автоматические подачи суппорта, заимствуемые от ходового вала XVIII, получаются следующим образом. На валу XVIH, на всей длине которого имеется шпоночная канавка, расположена шестерня 152, связанная с этим валом шпонкой. Эта шестерня перемещается по валу XVIII вместе с фартуком, и вращение ее передается двухвенцовому блоку, вращающемуся на валу XIX. В зависимости от положения скользящего двухвенцового блока, вращение вала XIX передается валу XX через шестерни 153, 155 и 156 или через шестерни 154 и 157. В первом случае, показанном на рис. 31, вал XX вращается в сторону, обратную направлению вращения ходового вала XVIH, а во втором — в ту же сторону, что и вал XVIII. Таким образом, эта группа шестерен является устройством для изменения направления подачи суппорта (при _ одном и том же направлении вращения ходового вала); оно управляется рукояткой 24. Вращение вала XX через шарнир, вал XXI, червяк и червячную шестерню передается валу XXII и расположенной на нем скользящей шестерне 148, которая управляется рукояткой 30. Вращение этой шестерни при положении, показанном на рис. 32, передается шестерне, а следовательно, и закрепленной на одном валу XXIII с ней шестерне 151. Далее через шестерни 151 и 150 вращение получает вал XXIV с шестерней 145, перекатывающейся по зубчатой рейке. Суппорт получает продольную автоматическую подачу. Если шестерня приведена в зацепление с шестерней, закрепленной на валу XXV, то вращение вала XXII через шестерни, передается винту (s == 5 мм) подачи поперечных салазок суппорта. Червячная передача, рассматриваемого фартука при перегрузке ее автоматически выключается. Такая перегрузка возникает, когда суппорт подходит вплотную к упору, ограничивающему его перемещение, и при внезапном увеличении сечения снимаемой стружки до пределов, не допускаемых прочностью деталей механизма подачи, а также в результате других случайных причин. Во всех таких случаях червяк расцепляется с шестерней, как говорят, «падает». Отсюда и произошло название рассматриваемого устройства — «падающий червяк».
Рис. 16. Падающий червяк для автоматического выключения подачи суппорта токарного станка модели 1А62
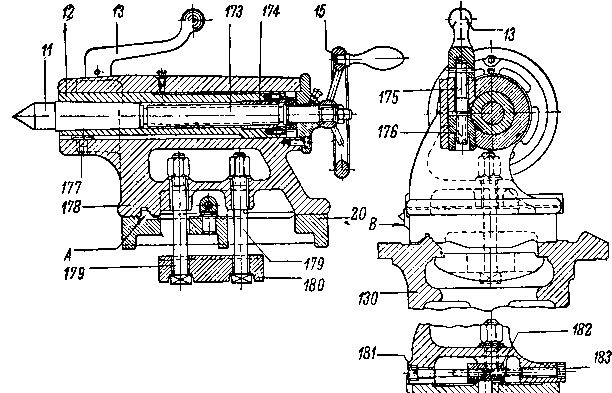
Шарнирная муфта устроена так, что передача вращения вала XX валу XXI происходит и в том случае, если оси их не совпадают, а образуют некоторый угол. На правом торце червяка, свободно насаженного на вал XXI, имеются зубья, образующие половину кулачковой муфты. Такие же зубья имеются на левом торце втулки, расположенной на шлицах вала XXI. Втулка прижимается к червяку пружиной, регулируемой гайкой. Вал XXI, а вместе с ним и червяк поддерживаются в рабочем положении кронштейном передача вращения червяка шестерне происходит, как обычно. При недопустимой перегрузке рассматриваемого устройства происходит торможение шестерни и червяка. Втулка, передающая вращение червяку от вала XXI, продолжая вращаться, будет отходить вправо и повернет кронштейн, поддерживающий червяк. Правый конец вала под действием своего веса опустится. Червяк «упадет» ш выйдет из зацепления. Подача суппорта прекратится. Для включения ее необходимо, используя рукоятку, привести кронштейн в положение, показанное на рис. 16, а. Задняя бабка. Корпус задней бабки вместе с плитой 20 можно передвигать (вручную) по направляющим станины. В выбранном положении закрепление бабки производится посредством двух болтов и планки. Для обработки конических поверхностей деталей, закрепленных в центрах, корпус бабки, как это было сказано выше, перемещается по плите перпендикулярно центровой линии станка по направляющей, имеющейся на плите. Это перемещение осуществляется при помощи болтов 181, 183 и гайки 182, закрепленной в плите. Если требуется, например, переместить корпус бабки влево, надо немного вывернуть болт и завернуть болт. Среднее положение корпуса, при котором производится обработка цилиндрических поверхностей, определяется по совпадению (на ощупь) обработанных плоскостей В, имеющихся на корпусе и на плите. Перемещение пиноли осуществляется при вращении маховичка, закрепленного на винте. Винт ввертывается в гайку, запрессованную в пиноль. Вращению пиноли вместе с винтом препятствует шпонка. При крайнем правом положении пиноли винт упирается в торец заднего центра и выдавливает его.
Рис. 17. Задняя бабка токарного станка модели 1А62
В требуемом положении пиноль закрепляется двумя зажимными втулками, которые сближаются при вращении рукоятки. Реклама:Читать далее:Уход за токарным станком и безопасность работы на немСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|