|
|
Категория:
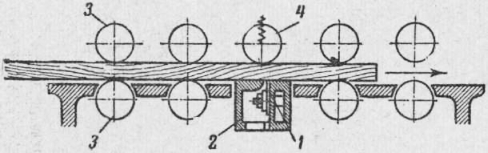
Столярное дело Далее: Шлифование деталей Детали из древесины твердых лиственных пород после строгания зачищают циклей. Циклевание особенно нужно после строгания на станках вращающимися ножами, так как строганая поверхность получается волнистой. Циклевание вручную — работа очень трудоемкая, поэтому при большом объеме циклевальных работ применяют специальные циклевальные станки. Рабочая часть циклевального станка показана схематически на рис. 1. Нож-цикля выступает лезвием из чугунного патрона-короба. Верхняя плоскость патрона с прорезью для ножа проходит поперек стола на одном уровне с его поверхностью. Нож закреплен в патроне болтами, лезвие его выходит за поверхность стола на 0,1 — 0,2 мм. Толщина ножа 2 мм, длина равняется почти всей ширине стола. Подача на нож деталей (преимущественно фанерованных щитов) производится четырьмя парами гладких подающих валиков. Нижние подающие валики через прорези в столе выступают за его поверхность наравне с ножом. Над ножом расположен прижимной валик 4. На толщину обрабатываемого материала станок настраивают вертикальным перемещением стола по направляющим при помощи винта.
Рис. 1. Устройство рабочей части циклевального станка (схема)
Циклевальный нож затачивают и правят так же, как ручную циклю. Проф. В. Н. Михайлов рекомендует режущую кромку ножа затачивать на фаску под углом 45°, а потом отжимать лезвие в сторону резания (рис.‘160). От этого угол резания при циклевании уменьшается, работа облегчается, а чистота циклевания не снижается. В настоящее время промышленность выпускает два типа циклевальных станков: легкий под названием «Молния» и тяжелый марки СЦ-170. Станок «Молния» оборудован одним обрезиненным верхним подающим валиком диаметром 500,уш. На этом станке можно циклевать щитки шириной до 300 мм. Станок СЦ-170 приспособлен для циклевания щитов шириной до 1700 мм и толщиной до 50 мм. Длина ножа 1750 мм, скорость подачи 26 м/мин. На циклевальном станке работают так же, как на рейсмусовом. Станочник направляет детали в подающие валики, подсобный рабочий с выходной стороны станка принимает обработанные детали и проверяет качество циклевания. Если деталь недостаточно проциклевана, подсобный рабочий возвращает ее станочнику для повторного пропуска через станок. Детали пропускают через станок в большинстве случаев два раза. Циклевание ведется обязательно вдоль волокон или под небольшим углом к ним (до 10°). Циклевание поперек волокон дает шероховатую поверхность. На станках циклюют только щиты и бруски. Циклевать рамки нельзя, так как их поперечные бруски будут циклеваться поперек волокон. Детали из древесины хвойных и мягких лиственных пород не циклюют: их поверхность после циклевания становится шероховатой, На циклевальном станке можно производить цинубление. Для этого устанавливают нож с зубчатым лезвием. Реклама:Читать далее:Шлифование деталейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|