|
|
Категория:
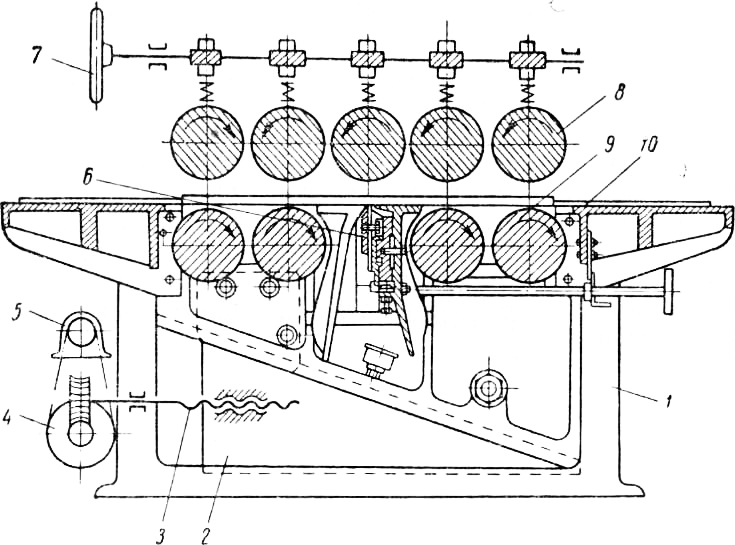
Производство клееной фанеры Далее: Сортировка фанеры Циклевание фанеры предназначено для получения более чистой ее поверхности. Циклевальные станки хорошо зачищают на рубашках фанеры полосы, образующиеся от ребросклеивающей ленты. Циклевание выполняет неподвижный нож — цикля. Циклевальные станки имеют станину с подъемным столом. Стол поднимается при помощи подвижного клина с наклонными направляющими, клин перемещается с помощью винтов, вращающихся через червячные передачи от ручного маховика или от специального электродвигателя. На столе смонтирована коробка с циклевальным ножом, позволяющая быстро заменить затупившийся нож. Механизм подачи состоит из девяти приводных вальцов. Четыре вальца расположены в нижнем столе и выступают над ним на 0,1—0,2 мм. Пять приводных верхних вальцов 8 могут опускаться вниз посредством маховичка для создания необходимого нажима ножа на обрабатываемую древесину. Вальцы имеют диаметр 180 мм, расстояние между их осями 190 мм. Станок может пропускать материал шириной до 1700 мм и толщиной до 100 мм со скоростью подачи до 26 м/мин.
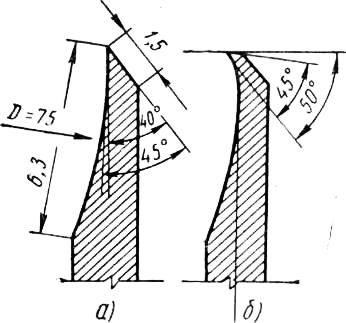
Рис. 1. Схема устройства станка для циклевания фанеры: Нож циклевального станка представляет собой стальную пластину толщиной 2 мм. Лезвие ножа затачивается с передней стороны — грудки наждачным кругом диаметром 75 мм. На месте заточки образуется вогнутое углубление длиной 6,3 мм. Тыльная сторона грудки затачивается торцовой частью наждачного круга под углом 40°, при этом получается лезвие с углом заточки 45°. После этого конец с лезвием отгибают и нож (цикля) готов к работе. Отточенный и заправленный нож вставляется в ножевую коробку. В зависимости от породы и толщины обрабатываемого материала лезвие должно выступать на большую или меньшую величину. Нож в колодке устанавливают горизонтально, он должен равномерно выступать над колодкой по всей длине. При прохождении через вальцы станка фанера равномерно по всей поверхности должна быть прижата роликами к ножу. Питающие нижние и верхние валики должны быть установлены горизонтально, иначе при выходе из станка фанера будет отклоняться вправо или влево и ломаться. На станке имеется специальное приспособление, позволяющее поднимать попускать правую или левую сторону питающих валиков. Горизонтальность валиков выверяется до начала работы станка. Станок должен иметь одну запасную ножевую коробку. Листы фанеры подают в станок один за другим непрерывным потоком, располагая их вдоль волокон. Прижим питающих и верхнего прижимного валика должен быть равномерным, неравномерное давление пружин снижает качество циклевки. Менять цикли следует не менее 2—3 раз в смену. При циклевании влажность фанеры особенно тонкой (4 мм) должна быть в пределах 8 — 15%. Пересушенная фанера будет ломаться, а при высокой влажности ее поверхность будет шероховатой. Кроме выполнения общих правил по технике безопасности, следует помнить, что переносить ножи можно только в футлярах; осматривать и ремонтировать механизмы станка разрешается при полной его остановке.
Рис. 2. Лезвие циклевального ножа: Станок обслуживает станочник и подручный. Цикли затачивают на специальных циклеточильных станках. Реклама:Читать далее:Сортировка фанерыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|