|
|
Категория:
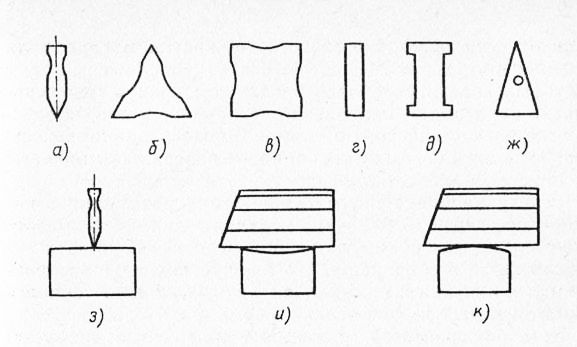
Токарное дело Производительность труда и качество работы слесаря-инструменталыцика зависят от того, насколько рационально он выбирает и использует контрольный и измерительный инструмент. Применение инструмента ниже требуемой точности может стать причиной брака. И наоборот, использование высокоточного инструмента для изделий невысокой точности увеличивает время контроля и удорожает его. Наиболее часто слесарь-инструментальщик определяет фактические размеры, форму и расположение поверхностей изделия. Для этого он использует различные по конструкции, принципу действия и точности контрольные и измерительные инструменты. Контрольные инструменты позволяют установить наличие отклонения размера, формы и расположения поверхности, но не позволяют определить величину этого отклонения. К ним относятся предельные калибры различного назначения, шаблоны, угольники, лекальные линейки и др. Измерительные инструменты служат для определения абсолютной величины контролируемого параметра или его относительной величины (отклонения от номинального значения). Универсальными измерительными инструментами являются меры длины, штангенинструменты, микрометрические инструменты, рычажно-механичес-кие, оптико-механические и пневматические приборы. В инструментальном производстве широко применяют универсальные контрольные инструменты: поверочные плиты и линейки, шаблоны, плоские стеклянные пластины и др. Поверочные плиты, предназначенные для контроля (по краске) отклонения от плоскостности поверхностей, изготовляют из серого чугуна марки СЧ28 (твердость рабочей поверхности 200—220 НВ), не имеющего твердых включений и пор. Стандартные плиты имеют минимальные размеры (длина X ширина) 100 X 200 мм, а максимальные — 1000 X 1500 мм. Рабочие поверхности поверочных плит представляют собой высокоточную шабреную плоскость. Поверочные линейки изготовляют с высокой точностью из сталей марок X и ХГ (твердость рабочей поверхности 58—64 HRQ). Линейки длиной до 500 мм по профилю поперечного сечения бывают с двусторонним скосом (ЛД) (рис. 1, а), трехгранные (ЛТ) и четырехгранные (ЛЧ). Поверочными линейками контролируют отклонение от плоскостности поверхностей по методу «световой щели» (рис. 1, з, и, к) следующим образом: линейку острым ребром накладывают на контролируемую поверхность и помещают между глазом и источником света (минимальная ширина щели, улавливаемая глазом, 3—5 мкм).
Рис. 1. Типы поверочных линеек и схема контроля отклонения от плоскостности поверхностей методом «световой щели»
Линейки с широкими рабочими поверхностями прямоугольного (ШП) и двутаврового (ШД) сечения изготовляют длиной до 5000 мм из стали марки У7 (твердость 50 HRQ). Линейки с широкой рабочей поверхностью мостиком (ШМ) и угловые трехгранные (УТ) изготовляют из серого чугуна марки СЧ18 или из высокопрочного чугуна марки ВЧ 45—5 (твердость рабочей поверхности 170—229 НВ). Линейка типа УТ имеет профиль поперечного сечения в виде равнобедренного треугольника с углами при вершине 45, 55 и 60° (рис. 1, ж). Линейками типа ШП, ШМ и УТ контролируют (по краске) отклонение от плоскостности и прямолинейности. Контроль по краске осуществляют следующим образом: сухой краситель разводят в машинном масле до густоты сметаны; тампоном или кубиком окрашивают поверхность поверочной плиты или линейки тонким и ровным слоем; если заготовка небольшая, ее кладут обрабатываемой поверхностью на окрашенную поверхность плиты и с легким нажимом перемещают по плите взад, вперед и по кругу (при контроле крупногабаритных и тяжелых заготовок поверочную плиту кладут на заготовку и перемещают по ней); затем осторожно снимают заготовку с плиты или плиту с заготовки. Поверхность заготовки будет представлять собой чередование белых, серых и густоокрашенных мест (пятен). Белые пятна показывают наиболее углубленные места на поверхности заготовки, в которые краска не проникла; темные пятна показывают менее углубленные места, в которых краска скопилась в большом количестве; серые пятна показывают наиболее выступающие места, на которые краска легла тонким слоем. Число и равномерность распределения серых пятен по всей поверхности является показателем качества обработки этой поверхности. Для определения числа пятен берут рамку размерами (длина X ширина) 25 X 25 мм, накладывают ее в разных местах на контролируемую поверхность, подсчитывают число пятен и сравнивают его с допустимым. Поверочные плиты и линейки выпускают различных классов точности. Для контроля отклонений формы радиусных и сферических поверхностей применяют радиусные шаблоны. Их выпускают наборами от 6 до 12 шт. Стандартными радиусными шаблонами можно контролировать номинальные размеры от 1 до 25 мм. Контроль производят методом «световой щели». В тех случаях, когда необходимо установить величину отклонения формы и расположения, применяют измерительные головки. Они имеют различные конструкции, назначение, пределы измерения и цену деления. Наиболее часто применяют индикаторы часового типа (моделей ИЧ-2, ИЧ-5, ИЧ-10, ИТ-2) с ценой деления 0,01 мм; индикаторы многооборотные с ценой деления 0,001 мм (мод. 1-МИГ) и 0,002 мм (мод. 2-МИГ); головки измерительные пружинные (микрокаторы ИГП) с ценой деления от 0,01 до 0,0001 мм; головки измерительные пружинные малогабаритные (микаторы ИПМ и ИПМУ) с ценой де-линия 0,001 и 0,0005 мм. Измерительные головки закрепляют на стандартных штативах или стойках. На их предметный столик помещают заготовку; контролируемую поверхность заготовки доводят до соприкосновения с измерительным наконечником головки и перемещают относительно нее по столику. Если измеряемый размер заготовки не превышает возможностей шкалы головки, определяют абсолютную величину этого размера, в противном случае сравнивают измеряемый размер с размером концевой меры длины или специального эталона, т. е. определяют относительную величину измеряемого размера. Реклама:Читать далее:Конструкция и область применения штангенинструментовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|