|
|
Категория:
Кузнечные работы Установка и наладка штампов горизонтально-ковочных прессов по сравнению с аналогичными работами на другом оборудовании осложняется тем, что здесь надо обеспечить правильное совмещение частей штампа (матриц и пуансонов) не только в горизонтальной, но и в вертикальной плоскости. Работу, как обычно, начинают с подбора деталей и очистки их от грязи, окалины и пр. Затем проводят контрольную сборку на разметочной плите, при которой проверяют, точно ли входит блок пуансонов сначала в подвижную, а затем в неподвижную матрицу. Для контроля получаемых фигур иногда используют свинцовые или пластилиновые отпечатку. После устранения возможных дефектов приступают к установке штампа на машину в следующем порядке: устанавливают блок пуансона на главном ползуне; устанавливают неподвижную матрицу; регулируют зазоры между пуансонами и стенками ручьев неподвижной матрицы, а также величину хода главного ползуна; устанавливают подвижную матрицу на зажимной ползун; проверяют смыкание матриц. Перед установкой штампов проверяют состояние машины и мест крепления штампов. При установке пуансонодержателя с закрепленными на нем пуансонами в главный ползун опускают регулировочный клин на всю его длину, а вслед за клином — пуансонодержатель. Далее с помощью планок, уложенных на ползун и пуансонодержатель и затянутых гайками на болтах, и регулировочного клина, «выбравшего» весь свой ход, закрепляют пуансонодержатель. Если между клином и пуансонодержателем остается зазор, используют прокладки. Установив неподвижную матрицу, поворотом маховика заставляют двигаться главный ползун, с тем чтобы пуансоны входили в ручьи матриц. При этом регулируют положение матрицы, сдвигая ее в ту или иную сторону, чтобы обеспечить равномерность зазоров. Зазоры проверяют, натирая мелом пуансон и стенки ручьев матриц. По тому, как стирается мел, судят о наличии или отсутствии зазора. Подобным же образом устанавливают глубину захода пуансона в полость матрицы. Нужные зазоры обеспечивают с помощью прокладок между опорной поверхностью матриц и плитой, к которой крепится матрица. После закрепления матрицы (винтами) отодвигают главный ползун в крайнее заднее положение и осуществляют в той же последовательности установку и регулировку подвижной матрицы на боковом ползуне. Смыкание матриц проверяют с помощью щупа. Щуп вводят между опорными поверхностями матрицы и мест крепления. При зазоре больше 0,3 мм подбирают и устанавливают соответствующие прокладки. Прокладки делают из стали и закаливают для повышения износостойкости.
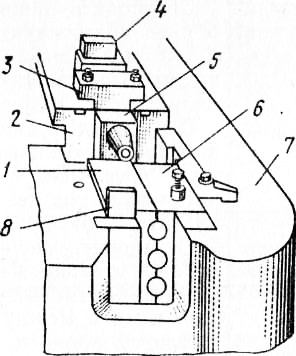
Рис. 1. Установка прокладки для устранения продольного перекоса поковок:
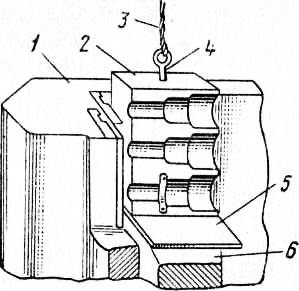
Рис. 2. Установка подкладки для устранения поперечного перекоса поковок:
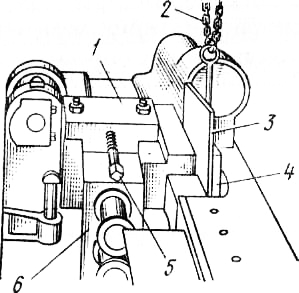
Рис. 3. Установка прокладки для устранения асимметричности поковок в поперечном направлении: Установив штампы, производят несколько холостых ходов машины, контролируя точность установки. Затем штампуют несколько пробных деталей; перед пробной штамповкой штампы смазывают вязким маслом. Реклама:Читать далее:Проверка кузнечно-прессового оборудования на точностьСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|