|
|
Категория:
Кузнечные работы Особенности установки и наладки штампов кривошипных прессов определяются тем, что эти штампы сборные. Необходимые для изготовления данной поковки ручьевые вставки перед установкой штампа на пресс закрепляют в обоймах. Для монтажа ручьевых вставок используют также подкладные плиты. Вставки крепят с помощью клиновых планок, устанавливаемых по одной на верхнюю и нижнюю вставки, а также посредством прижимных колодок (количество последних определяется числом вставок) и болтов. Чтобы отрегулировать положение вставок вдоль фронта пресса, используют прокладки соответствующей толщины. Обоймы для штампов могут быть рассчитаны на работу с разным числом вставок. Если необходимое для получения изделия число вставок меньше, чем то, на которое рассчитана обойма, наряду с рабочими монтируют глухие вставки. По окончании сборки каждой половины штампа их объединяют, проверяя закрепление направляющих втулок и колонок, а также контролируют, правильно ли совмещаются ручьи. Стол и ползун пресса перед установкой штампа очищают. Прежде чем закреплять штамп, убеждаются, что механизмы пресса не заклиниваются.С этой целью проверяют вертикально ли движется ползун, возможна ли регулировка клинового механизма. Лишь устранив замеченные дефекты, приступают к установке штампа, который подается к прессу в сборе мостовым краном или электрокарой с подъемником. Штамп устанавливают на приставной или откидной стол с роликами, который служит для облегчения передвижения штампа в щтамповое пространство пресса. Вставив болты (когда необходимо — с надетыми на них прихватами, шайбами и гайками) в пазы стола и заводя их в соответствующие отверстия нижней плиты, закрепляют нижнюю половину штампа (ползун в это время находится в крайнем верхнем положении). После опускания ползуна в нем закрепляют верхнюю половину штампа. Схемы различных способов крепления штампов показаны на рис. 1. Затем на холостых ходах пресса проверяют, совпадают ли ручьи, а также надежно ли работают выталкиватели. При пробной штамповке заготовок выявляют дефекты как изготовления, так и установки штампа. В частности, на качество изделия отрицательно сказываются разница в размерах вставок и несовпадение их осей. В этом случае приходится заменять вставки. Иногда ограничиваются установкой прокладок между вставками или между вставками и обоймой. Штампы на чеканочных прессах устанавливаются в той же последовательности, что и на горячештамповочных прессах. Различие заключается в способах крепления верхней половины штампа, которая у чеканочных прессов имеет хвостовик. Поэтому при установке штампа необходимо следить за тем, чтобы ось хвостовика совпала с осью гнезда в ползуне пресса. Если между стенками гнезда и хвостовиком есть зазор, устанавливают прокладки из мягкой стали. Затем кувалдой забивают клин крепления. Необходимая закрытая высота на чеканочном прессе устанавливается путем пробной калибровки нескольких поковок. Изменение закрытой высоты осуществляется регулирующим устройством пресса.
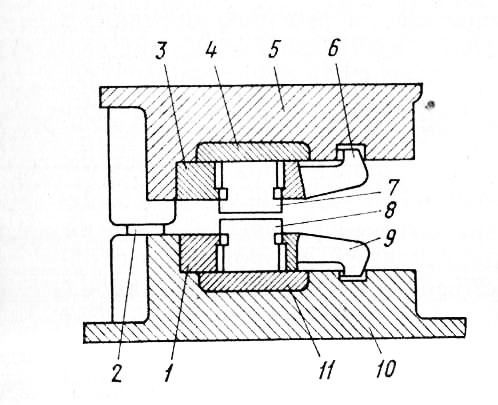
Рис. 2. Сборный пакетный штамп:
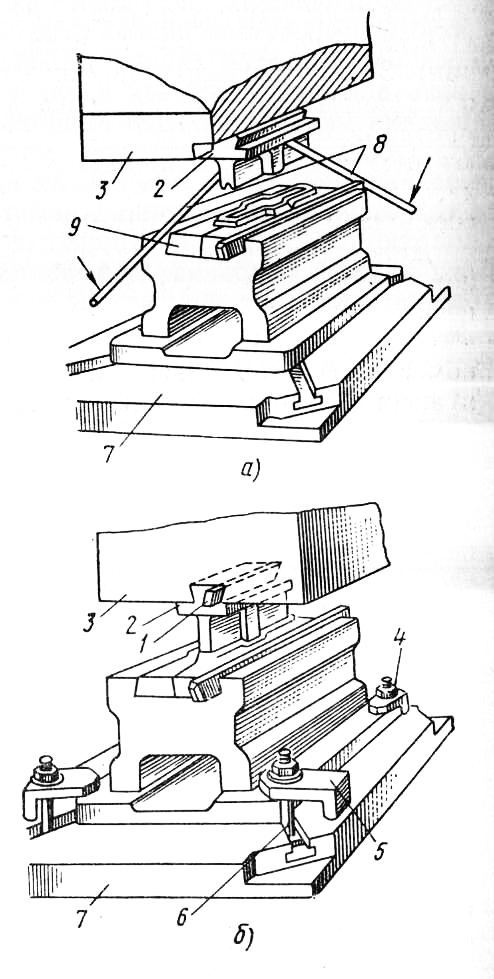
Рис. 3. Установка (а) и закрепление (б) обрезного штампа: Перед установкой обрезных штампов, как и перед установкой всех других, производят осмотр,, очистку и подбор деталей для сборки штампа, обращая особое внимание на состояние контура ползуна и режущих кромок окна матрицы, на величину зазора между пуансоном и матрицей. Кроме того, проверяют, соответствуют ли матрице контуры и размеры провального окна в башмаке, а высота башмака — закрытой высоте пресса. После подбора деталей и исправления замеченных дефектов штамп собирают, а затем проверяют, соответствует ли на этот раз высота штампа в сборе закрытой высоте пресса. При установке штампа на стол обрезного пресса применяют тот же прием, что и при установке молотового штампа: отклоняют трос или цепь, на которых подвешен штамп, от вертикального положения в сторону пресса и постепенно опускают штамп на плиту стола (при этом ползун находится в крайнем верхнем положении). Затем с помощью ломиков штамп передвигают в штамповое пространство до тех пор, пока хвостовик пуансона не окажется против центра ползуна. После этого ползун опускают вниз, а пуансон ломиками поднимают ему навстречу, вводя хвостовик пуансона в гнездо ползуна. Хвостовик закрепляют в гнезде клином. Далее, освобождая регулировочный винт шатуна пресса, устанавливают глубину захода пуансона в матрицу, с тем чтобы обеспечить проталкивание поковки после обрезки заусенца в провальное окно. Закрепив регулировочный винт, обеспечивают равномерность зазора между кромкой матричного окна и контуром пуансона. Зазоры измеряют щупами. Закончив указанную настройку, закрепляют башмак с помощью скоб, болтов с шайбами и гаек. Чтобы башмак не сдвинулся с места, болтовые соединения начинают затягивать с болта на одном из углов; затем затягивают болт, расположенный по диагонали от первого, и т. д. После установки штампа производят несколько холостых ходов, а потом пробную обрезку заусенца. При этом следят за состоянием крепления, равномерностью зазоров и т. д. Для снятия обрезного штампа опускают вниз ползун и освобождают пуансон, удалив клин. Затем отворачивают гайки болтов и тем самым освобождают башмак. Ломиками выдвигают штамп из-под пресса, поднимают его с помощью цепей или тросов мостовым краном и отправляют к месту хранения. Наладка универсального блока сводится к установке и креплению на блоке готовых сменных узлов. Она требует более высокой квалификации наладчика из-за необходимости настройки линеек, подбора сменного инструмента и т. д. При этом пользуются альбомом характеристик универсальных штампов и альбомом сменного инструмента. Сменный инструмент, как правило, хранят в специальных шкафах, что значительно сокращает время, требующееся наладчику на подготовку штампа к работе. Реклама:Читать далее:Установка и наладка штампов горизонтально-ковочных прессовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|