|
|
Категория:
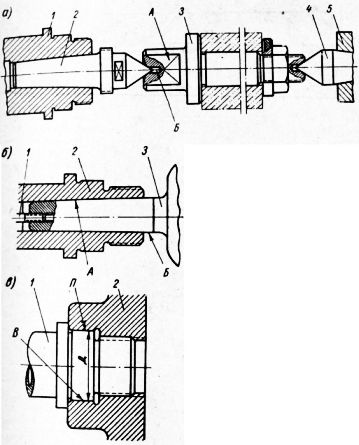
Приспособление для механической обработке На токарных станках приспособления устанавливаются на шпинделе. На практике используется четыре способа установки приспособлений: в центрах; в отверстие шпинделя, на шпиндель и на переходной фланец. Установка в центрах. При установке приспособления в центрах станок оснащается передним и задним центрами. При обработке с большими скоростями или при больших усилиях резания в заднюю бабку устанавливается вращающийся центр (по ГОСТ 8742-62).
Рис. 1. Способы установки приспособлений на токарных станках: Рассматриваемый способ установки дает возможность использовать приспособление на любом токарном станке, оснащенном центрами. Кроме того, сравнительно легко обеспечивается высокая точность расположения приспособления относительно оси шпинделя. Недостатком способа является необходимость снимать приспособление со станка при замене обработанной детали заготовкой. Установка в отверстие шпинделя. При этой установке приспособление должно иметь посадочную поверхность в виде хвостовика Б с конусом Морзе, соответствующим но размеру конусу отверстия А шпинделя. После установки приспособления — оправки — в шпинделе оно закрепляется с помощью тяги, на которую с левой стороны шпинделя надевается шайба и навинчивается гайка. В хвостовике оправки имеется резьбовое отверстие для тяги. Так как шпиндели большинства токарных станков имеют отверстия с конусами Морзе распространенных размеров, то рассматриваемый способ установки приспособлений не менее универсален, чем способ установки в центрах. Смена детали после обработки при этом способе более удобна, чем при установке в центрах, однако жесткость приспособления, как правило, невысокая, так как оно располагается на шпинделе консольно. Точность расположения приспособления относительно оси шпинделя также меньше, чем при установке в центрах. Установка на шпиндель. При установке на шпиндель в приспособлении предусматриваются посадочные поверхности, соответствующие наружным элементам посадочного места – шпинделя. Например, если шниндель выполнен по ОСТ 428, то в приспособлении делаются центрирующая выточка В и резьба для свинчивания с резьбой шпинделя. Диаметр выточки В принимается равным диаметру D центрирующего пояска Я шпинделя и выполняется с отклонениями по A1 или А. Существенно то, что на шпиндель можно устанавливать универсальные приспособления, а также специальные больших габаритов для обработки громоздких деталей со снятием стружек больших сечений. Вместе с тем этот способ установки имеет ряд недостатков: Рис. 109. Установка приспособления на переходной фланец на токарном станке. В приспособлении, предназначенном для установки на переходной фланец, предусматривается центрирующая выточка В по тому же диаметру, что и у буртика Б фланца. Диаметр D выточки рекомендуется выполнять с отклонениями по А или А1. Для шпинделей по ОСТ 428 переходные фланцы стандартизованы (ГОСТ 3889-63), а для шпинделей по ГОСТ 2570-38—нормализованы. Диаметр D буртика Б у фланцев выполняется с размерами 55, 72, 100, 130, 165, 210, 270 и 340 мм. Пример установки приспособления на переходной фланец для шпинделей с посадочным местом по ОСТ428 показан на рис. 109, г. Приспособление после установки на фланец крепится к фланцу винтами. Во избежание самоотвинчивания фланца он стопорится на шпинделе. У фланцев, предназначенных для шпинделей по ОСТ 428, диаметр Dх центрирующей выточки А рекомендуется выполнять с отклонениями по Ai или А. Таким образом, переходной фланец на шпиндель по ОСТ 428 устанавливается по центрирующему пояску Я шпинделя с зазором в пределах посадок. Переходные фланцы для шпинделей по ГОСТ 2570-58 устанавливаются и центрируются на шпинделе конической выточкой А, благодаря чему их центрирование на шпинделе осуществляется точнее. Рассматриваемый способ обладает следующими преимуществами: Недостатком данного метода установки является возможность возникновения погрешностей центрирования приспособления относительно оси шпинделя из-за зазоров по центрирующим элементам между фланцем и шпинделем, а также между приспособлением и фланцем. Если для выполнения операции требуется высокая точность совмещения оси приспособления с осью шпинделя, то центрирующий буртик фланца обтачивается непосредственно на станке. Когда и это не обеспечивает заданной точности обработки, прибегают к выверке приспособления на станке по специально предусмотренному для этой цели контрольному пояску. Реклама:Читать далее:Установка приспособлении на револьверных и круглошлифовальных станкахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|