|
|
Категория:
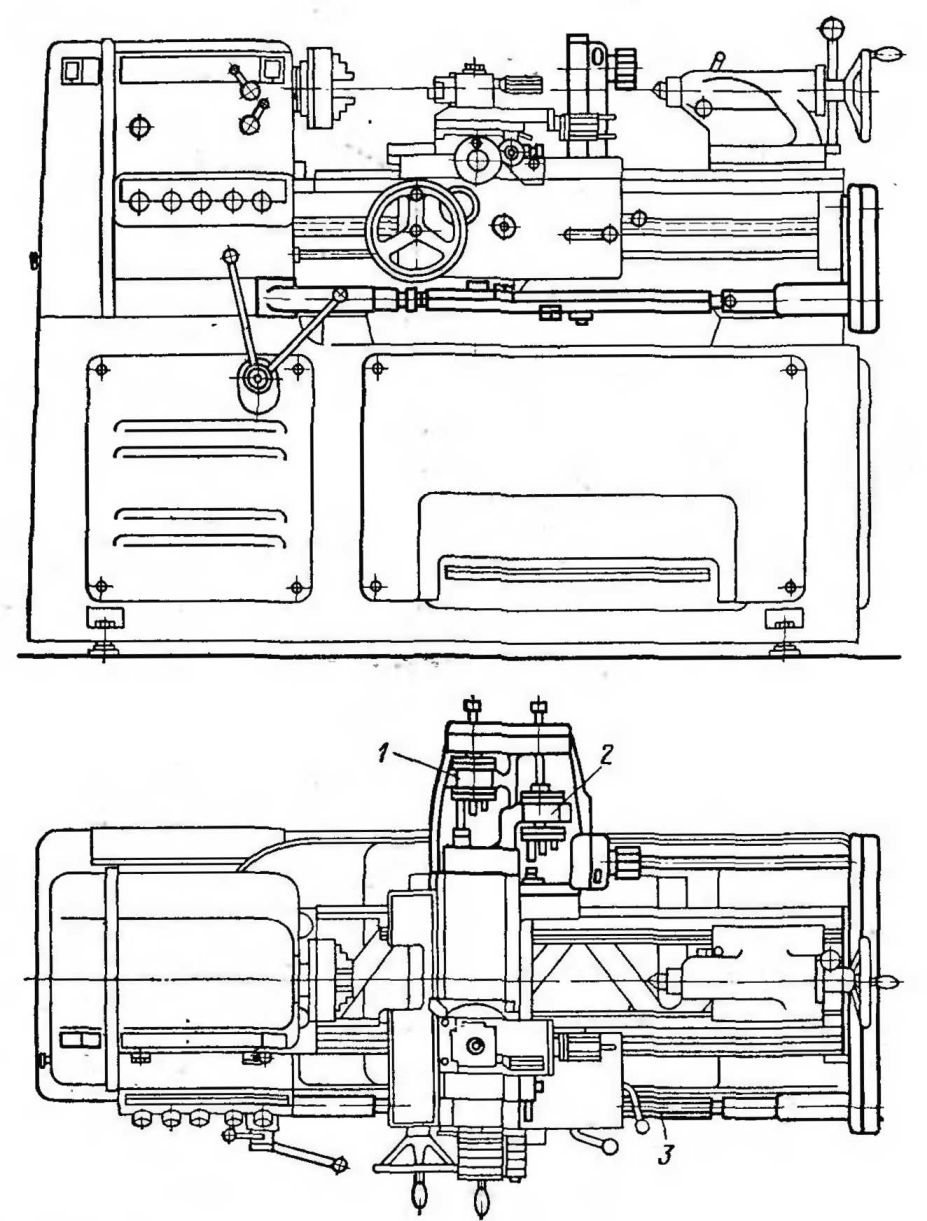
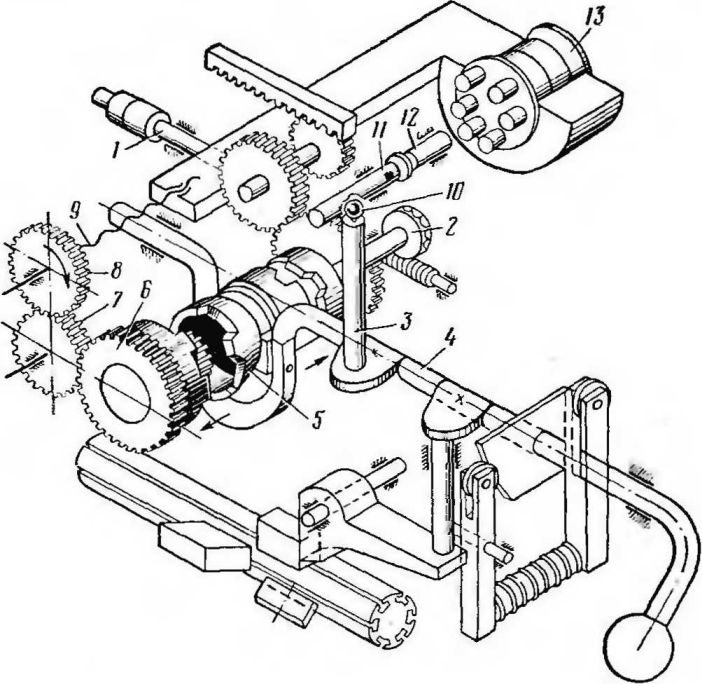
Токарные станки При отсутствии на станке более совершенных средств механизации применение однопозиционных и многопозиционных жестких упоров дает значительно лучшие результаты по точности и производительности в сравнении с работой по лимбам, особенно при использовании жестких упоров в сочетании с механизмами автоматического останова. Широкое применение при обработке ступенчатых деталей находят многопозиционные упоры. На рис. 98 изображен станок Т-37 фирмы «Rarno» (Франция) с системой многопозиционных упоров. Упоры барабана предназначены для ограничения ручного установочного перемещения поперечных салазок. Упоры барабана и валика обеспечивают выключение движения подач автоматически. Механизм автоматического выключения подач с использованием системы многопозиционных упоров, изображенный на рис. 2, смонтирован в фартуке станка. Привод на продольную и поперечную подачи осуществляется от ходового валика с помощью зубчатого колеса. При повороте рукоятки вверх с помощью муфты включается передача движения зубчатому колесу и далее через колеса — винту для поперечной подачи суппорта. Эта подача будет осуществляться до тех пор, пока один из упоров барабана с помощью стержня, толкателей и шарика не повернет рукоятку в исходное положение и не выключит муфту.
Рис. 1. Станок фирмы Ramo с многопозиционными упорами
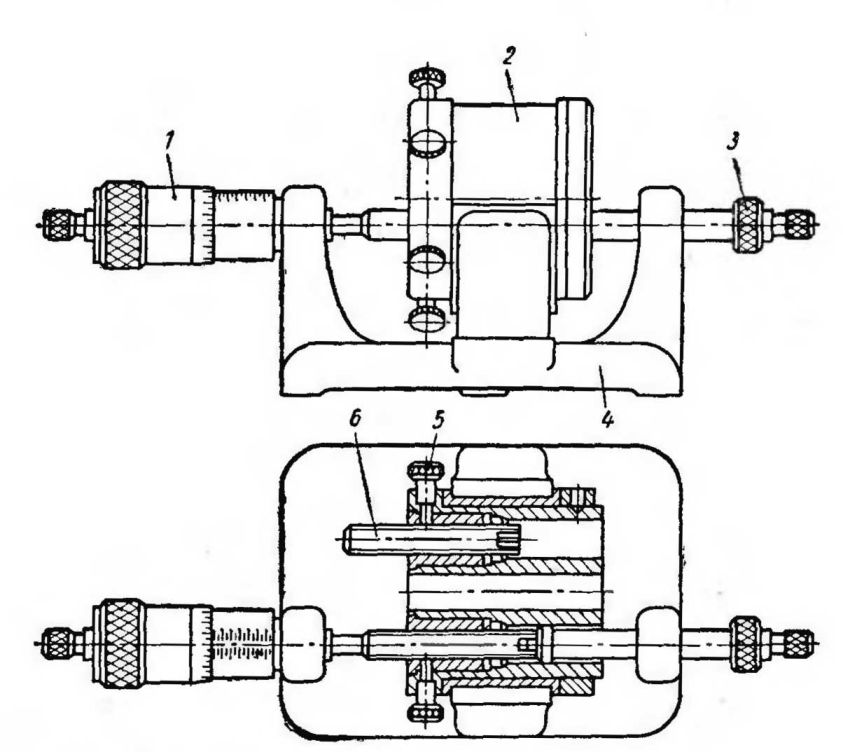
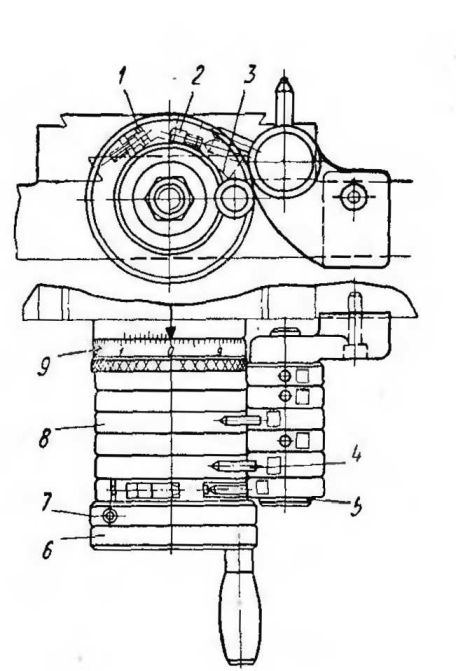
Рис. 2. Схема механизма автоматического выключения подачи от многопозиционных упоров Выключение подачи станка в продольном направлении осуществляется аналогично. Система поперечных упоров кинематически связана с системой продольных упоров. Переключение продольных и поперечных упоров на новую позицию осуществляется поворотом одной рукоятки 4. К станку прикладывается устройство для предварительной настройки упоров вне станка по чертежу детали. Барабан с упорами вставляется в среднюю часть основания. Фиксирующие винты упоров освобождаются, после чего с помощью микрометрического устройства и ключа производится настройка упоров. На рис. 4 приведена другая система упоров, применяемая для выполнения точных токарных работ. На одной оси с лимбом поперечной подачи на специальном барабане установлено шесть дисков с вырезами. Диски вручную могут быть повернуты на любой угол относительно друг друга и надежно зафиксированы на валу с помощью винтов. Окончательная установка дисков в необходимое положение осуществляется винтами. В вырезы дисков входят шесть упоров, свободно посаженных на оси рядом с осью винта поперечной подачи. Каждый упор может быть вставлен в вырез соответствующего диска, и, таким образом, резец может быть подан только на вполне определенную величину, соответствующую положению выреза на диске относительно упора. Высокая точность обеспечивается в результате точного углового ограничения поворота маховика с винтом поперечной подачи. При отводе резца рабочим упор скосом на диске автоматически или вручную выводится из выреза. Компенсация износа резца осуществляется поворотом барабана с упорами с помощью лимба и нониуса.
Рис. 3. Устройство для настройки упоров вне станка
Рис. 4. Упоры для ограничения угла поворота винта Реклама:Читать далее:Резьбонарезные приспособления токарных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|