|
|
Категория:
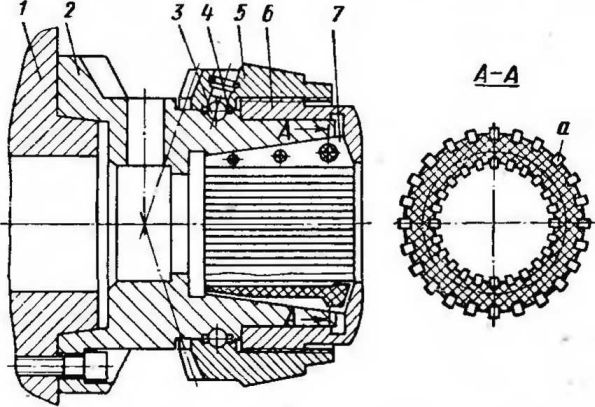
Токарные станки Патроны. Для установки и закрепления обрабатываемых деталей на токарном станке наибольшее применение получили универсальные средства, позволяющие осуществить обработку различных деталей без переналадки. Среди универсальных средств наибольшее распространение в комплектации станков получили самоцентрирующие трехкулачковые патроны для обработки круглых цилиндрических деталей и несамоцентрирующие четырехкулачковые патроны с независимым перемещением кулачков для обработки деталей, имеющих сложную форму. Трехкулачковые самоцентрирующие патроны в соответствии с ГОСТом 1654—65 выпускаются пяти степеней точности: для тяжелых работ, нормальной и повышенной точности (для работ на средних режимах), высокой и особо высокой точности (для чистовой обработки). Четырехкулачковые патроны выпускаются в соответствии с ГОСТом 3890—69. Известно большое количество других универсальных средств для установки и зажима обрабатываемых деталей, включая и другие типы патронов, которые могут успешно применяться в токарных станках. Рассмотренные зажимные устройства предназначаются главным образом для установки и закрепления сплошных деталей типа валов, фланцев и т. д. (без отверстия). К этим устройствам относятся также различные поводковые и самозажимные патроны, упорные прямые и обратные центры, упорные полуцентры, хомутики и т. п. Другая группа устройств предназначена для установки и закрепления пустотелых деталей (с отверстием) типа втулок, колец и т. д. К ним относятся разнообразные зажимные оправки с комплектом разжимных втулок, цанговые оправки с наружным ступенчатым конусом, трехкулачковые патроны с обратными кулачками и др. Другая группа устройств предназначается для обработки деталей сложных форм. К ней, наряду с четырехкулачковым патроном, относятся планшайбы с пазами и набором винтов и планок, разнообразные угольники, устанавливаемые на фланец шпинделя или салазки суппорта, и ряд других универсальных средств. Все эти устройства поставляются с теми или иными станками. Цанговые зажимы применяются преимущественно в малых, а также в некоторых средних токарных станках (до D = 320 мм включительно) для установки и закрепления круглых и граненых прутков. В токарных станках нашла применение в основном цанга с обратным конусом. Такая форма цанги позволяет расточить гнездо непосредственно в шпинделе (в малых токарных станках) и тем самым повысить точность центрирования и жесткость, исключить заклинивание при выдвижении прутка, а также увеличить усилие зажима прутка за счет осевой составляющей сил резания. Для зажима круглых прутков применяются цанги с нечетным числом лепестков, для зажима граненых прутков — с четным числом лепестков. Наибольшую стабильность положений прутка и жесткость имеет трех лепестковая цанга, у которой углы конуса головки и гнезда совпадают. Для выполнения тяжелых работ рекомендуется использовать цангу с зажимом от рычажков и с ромбической насечкой на внутренней части лепестков. В качестве материала цанг используются стали марок У8А, У10А, 65Г, 9ХС и цементуемая сталь марки 12ХНЗА. Твердость рабочей части выполняется в пределах HRC 36—40. Расчет цанг осуществляется в соответствии с нормалью ЭНИМСа Н49—53. По расположению приводного устройства цанговые зажимы могут быть с передним и с задним расположением. Наибольшее распространение получил цанговый зажим с задним расположением приводного устройства для передачи усилия зажима. В зажимах этого типа цангу устанавливают в специально расточенное гнездо либо в коническое отверстие шпинделя под упорный центр с помощью переходной втулки (в средних станках). Перемещение цанги для зажима осуществляется с помощью тяги, выполненной из трубы для обеспечения прохода прутка. Для обеспечения постоянной силы зажима и «запирания» зажимного устройства в цанговые зажимы вводят упругие компенсаторы. В качестве упругих компенсаторов используют специальные детали, например тарельчатые, спиральные и цилиндрические пружины, резиновые прослойки или детали зажимных устройств определенной податливости (например, вышеупомянутая тяга из тонкостенной трубы). Цанговые зажимы с задним расположением приводного устройства обеспечивают большую точность и жесткость вследствие возможности установки цанги непосредственно в посадочное отверстие шпинделя, но это ведет к сокращению максимального диаметра устанавливаемого прутка. Поэтому наряду с описанным цанговым зажимом находят применение цанговые зажимы другого типа — с передним расположением приводного устройства. Особенностью этих зажимов является то, что цанга и приводное устройство монтируются в одном корпусе, который крепят к переднему концу шпинделя. В этом случае все устройство называется цанговым патроном. На рис. 1 приведена конструкция цангового патрона «lacobs» (США) подобного типа. В корпусе патрона справа расточено гнездо под цангу, слева — под наружный конус шпинделя станка. Зажим цанги осуществляется перемещением стакана с помощью шестерни-гайки, удерживаемой от перемещения в осевом направлении комплектом шариков, помещенных в канавки корпуса и детали. Вращение шестерни-гайки производится ключом, вставляемым в радиальное отверстие корпуса и зацепляемым с зубцами корпуса и шестерни-гайки. Особенность этого патрона заключается в том, что цанга в нем состоит из отдельных пластин а, соединенных резиной, залитой в специальной пресс-форме. Эта резина выполняет функцию упругого компенсатора. Такая конструкция цанги допускает больший перепад диаметров обрабатываемого прутка.
Рис. 1. Цанговый зажим с передним расположением привода Реклама:Читать далее:Устройства для установки и закрепления режущего инструментаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|