|
|
Категория:
Токарные станки Специальный режущий инструмент получает все более ограниченное применение. Даже в станках с числовым программным управлением (ЧПУ) стремятся использовать покупной инструмент, в ряде случаев с дополнительной обработкой установочных поверхностей для выдерживания базовых размеров с требуемой точностью, а также с прорезкой пазов для настройки на размер, укорочением хвостика и т. д. Получают широкое распространение резцы с механическим креплением неперетачиваемых пластинок. Применение таких резцов в зарубежных станках возросло до 75% главным образом вследствие того, что они обеспечивают быстросменность инструмента на станке без снятия резцов или резцовых вставок. Применение их значительно повышает стойкость инструмента вследствие отсутствия высоких напряжений в результате переточек и напайки. Особенно большое повышение стойкости инструмента (до 5 раз) дает использование неперетачиваемых пластинок с покрытием их поверхности карбидами титана на глубину 0,005—0,010 мм. Применение специальных державок обеспечивает быструю замену инструмента и настройку его на размер вне станка с помощью различных приборов и приспособлений. Резцы, устанавливаемые в такую державку, укорочены, имеют точный размер по ширине и специальный паз внизу под зажим для крепления. Резцы предварительно настраивают на размер по вылету винтом в приспособлении, имеющем гнездо, аналогичное гнезду державки. Резец устанавливается в паз державки с одновременным поджатием к торцу паза прижимом с помощью пружины. Дополнительное крепление резца в державке осуществляется одним болтом. Настройка резца на размер осуществляется без снятия державки со станка. Смена инструмента в державке занимает несколько секунд. Державка с резцом может перемещаться в пазах каретки.
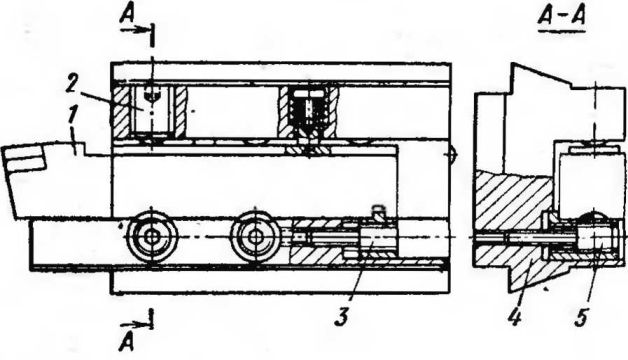
Рис. 1. Быстросменная державка для резцов На рис. 1 изображена державка станка МК 6063, в котором положение резца может регулироваться в двух направлениях: вдоль и поперек державки. Настройка резца на размер осуществляется – в державке, которую снимают со станка и устанавливают в специальное приспособление. Настройка резца по вылету осуществляется винтом, по боковой стороне — двумя винтами. После зажима резца тремя винтами державку устанавливают и крепят в резцовой головке станка. При обработке детали с большим перепадом ступеней начинает оказывать влияние на точность несовпадение режущей кромки резца с плоскостью, проходящей через ось детали. Это особенно важно при использовании перетачиваемых резцов. Поэтому в некоторых станках предусматривается возможность регулирования инструмента по высоте путем перемещения его в державке или державки в головке.
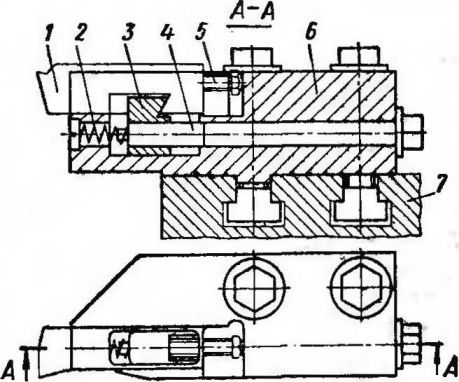
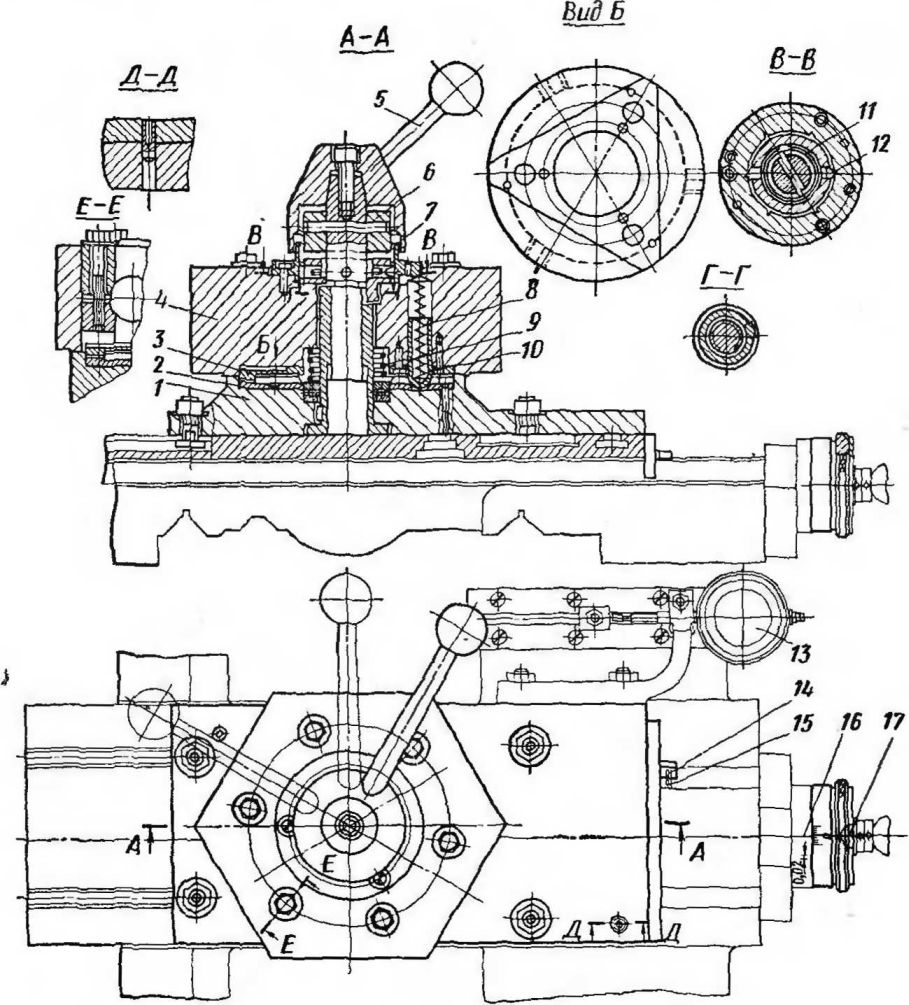
Рис. 2. Державка для быстросменных резцов Имеются также конструкции станков, в которых смена инструментов осуществляется заменой всей головки с несколькими инструментами. Для установки и закрепления режущих инструментов на станке применяют также: одноместный разцедержатель с регулированием резца по высоте с помощью гайки или конусной планки, резцедержавку для круглых резцов, резцедержавку для установки инструмента на поперечные салазки станка, борштангу с коническим хвостовиком для установки в коническое отверстие шпинделя с гнездом под резцы, переходные втулки и т. д. Револьверные головки. Обработка отверстий, особенно 2-го и 3-го классов точности, на универсальных токарно-винторезных станках является малопроизводительной операцией вследствие частой смены режущего инструмента (сверл, зенкеров и разверток), устанавливаемого в конусное отверстие задней бабки. При необходимости выполнения на токарном станке подобных работ, особенно при обработке значительных партий деталей, а также в других случаях целесообразно применять револьверные головки. Револьверными головками обычно оснащаются малые и средние станки. Конструкция головок зависит от типоразмера станка. Головки бывают съемные и стационарные. Последние применяются в специализированных токарно-револьверных станках, выпускаемых на базе серийных универсальных токарных станков. Наиболее распространены головки с числом позиций от 4 до 6. Головки на станках устанавливают вместо резцедержателя или поворотной части суппорта, а также в пиноли задней бабки. В первом случае головки имеют преимущественно горизонтальную или вертикальную ось вращения, а головки, устанавливаемые в пиноль, — наклонную или горизонтальную, совпадающую с осью центров станка. При установке головки вместо резцедержателя важно совмещение осей отверстий головок для режущего инструмента с осью вращения детали. В большинстве случаев это достигается с помощью контрольных рисок, лимбов, индикаторных упоров, фиксаторов и специальных калибров. На рис. 3 изображена шестипозиционная револьверная головка с вертикальной осью вращения, установленная с помощью переходной плиты на поперечных салазках станка ИС-1. Головка имеет центральный зажим посредством рукоятки, которой осуществляется также ее поворот на следующую позицию. При повороте рукоятки происходит подъем и поворот опорной шайбы, имеющей два паза с винтовой поверхностью. Под деи-ствием пружины и пружин фиксаторов кулачок, имеющий два выступа, постоянно прижат к опорной шайбе. Поэтому при совмещении пазов шайбы с выступами кулачка происходит их зацепление и начинается поворот головки. При зацеплении кулачка с шайбой одновременно происходит выход фиксирующих зубцов диска из гнезд диска. Поворот головки осуществляется кулачком с помощью штырей. Во время зажима они прощелкивают, сжимая пружинное кольцо. Предварительная фиксация головки осуществляется с помощью трех фиксаторов, окончательная — с помощью двух дисков. Эти диски обеспечивают беззазорную точную и жесткую фиксацию с помощью зубцов в направлении поворота. В то же время обеспечивается стабильное положение головки по высоте при зажиме в результате посадки ее на плоскость плиты. Это достигается путем придания фиксаторному диску пружинящих свойств в направлении зажима в результате уменьшения его толщины в местах расположения фиксаторных зубцов. В этом случае износ поверхностей зубцов на положении головки по высоте не отражается. Обработку граней головки и отверстий для гнезд инструментов целесообразно произодить на месте после ее установки на станок, после чего необходимо нанести риску на каретке против риски указателя и риску — на ступице лимба (риска на кронштейне перед этим должна быть совмещена с нулевой риской лимба). В дальнейшем для установки головки в исходное положение достаточно совместить указанные риски. Более точная установка головки на оси центров может быть осуществлена с помощью индикаторного упора, устанавливаемого справа от каретки.
Рис. 3. Револьверная головка, устанавливаемая на поперечных салазках
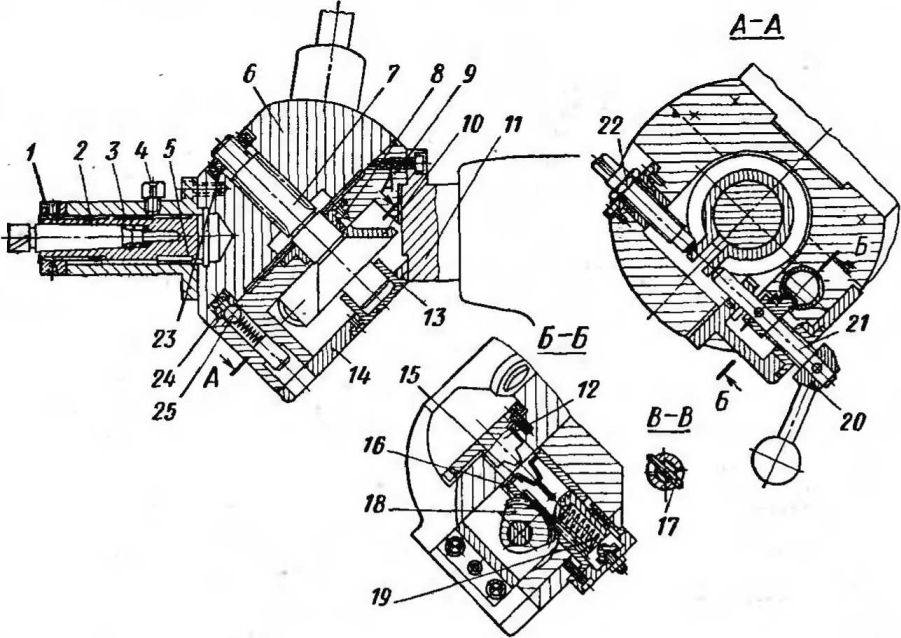
Рис. 4. Револьверная головка, устанавливаемая на задней бабке Головка другого типа, разработанная заводом «Красный пролетарий» и предназначенной для установки на пиноли задней бабки, приведена на рис. 4. Поворотная часть головки имеет три гнезда, в которые устанавливают стаканы для режущего инструмента. Изменение вылета инструмента осуществляется перемещением конусной втулки гайкой. Стаканы от проворота удерживаются шпонкой и зажимаются винтом. Поворотная часть установлена на шлицах оси, которая в основании 9 имеет две опоры скольжения, последняя установлена в крышке. Фиксация поворотной части на основании осуществляется предварительно с помощью подпружиненного шарика и одного из трех гнезд, окончательно — с помощью разрезного фиксатора и трех зубьев. Для прижатия поворотной части и основания имеется зажимной хомут, который надет на коническую поверхность оси. Рукоятка осуществляет ввод и вывод фиксатора с помощью зубчатого сектора, а также и разжим хомута. При повороте рукоятки по часовой стрелке происходит сначала подача фиксатора внутри втулки, после чего при дальнейшем повороте рукоятки зажимается хомут и с помощью конической поверхности оси и гайки происходит прижим поворотной части к основанию. Зажим хомута регулируется при помощи винтов. При повороте рукоятки против часовой стрелки происходит сначала разжим хомута, а затем, когда поводок, запрессованный в ось, выберет зазор в пазу зубчатого сектора, происходит вывод фиксатора; пружина при этом сжимается. Основание головки крепится к торцу пиноли винтами и центрируется на ней посадочным пояском. Поворот осуществляется вручную или автоматически. Для сокращения времени установки и выверки инструмента в револьверных головках во всех случаях необходимо стремиться к применению быстросменных державок, позволяющих осуществлять настройку инструмента вне станка с помощью специальных устройств. Реклама:Читать далее:Устройства для установки инструмента на размерСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|