|
|
Категория:
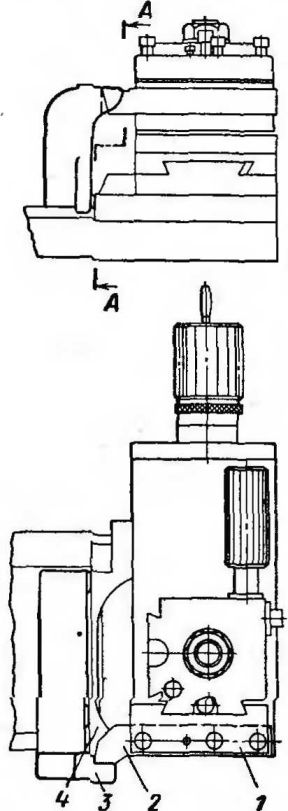
Токарные станки Установка инструмента на размер может осуществляться непосредственно на станке или вне его. На станке инструмент устанавливают с помощью различных шаблонов или навесных приборов. На рис. 1 показано применение шаблона для установки резцов на станке фирмы «Ramo» (Франция). Шаблон устанавливают на поперечные салазки и прижимают в продольном направлении к грани салазок, а в поперечном — к грани поперечного суппорта. Выверка резца в державке производится с помощью планки, так чтобы его профиль совпал с профилем планки, настроенной на определенный вылет резца. Необходимо заметить, что точность такой выверки не выше 0,1 мм. Применение навесных приборов на токарном станке затруднено в связи с наличием большого количества стружки, пыли и эмульсии. Поэтому наибольшее распространение получают устройства для установки инструмента на размер вне станка с помощью различных приспособлений и приборов. На рис. 2 изображено приспособление Ижевского машиностроительного завода для настройки различных резцов, устанавливаемых в державке. Приспособление состоит из двух частей, связанных с основанием. Левая часть приспособления служит для установки профильных шаблонов с помощью винта и состоит из стойки, шпонки и державки, фиксируемой на шпонке винтом. Правая часть приспособления служит для установки резцов с винтом для настройки их на размер. Для каждого резца в приспособлении имеется своя державка, устанавливаемая на шпонке и закрепляемая винтом.
Рис. 1. Приспособление для установка резцов на стаже
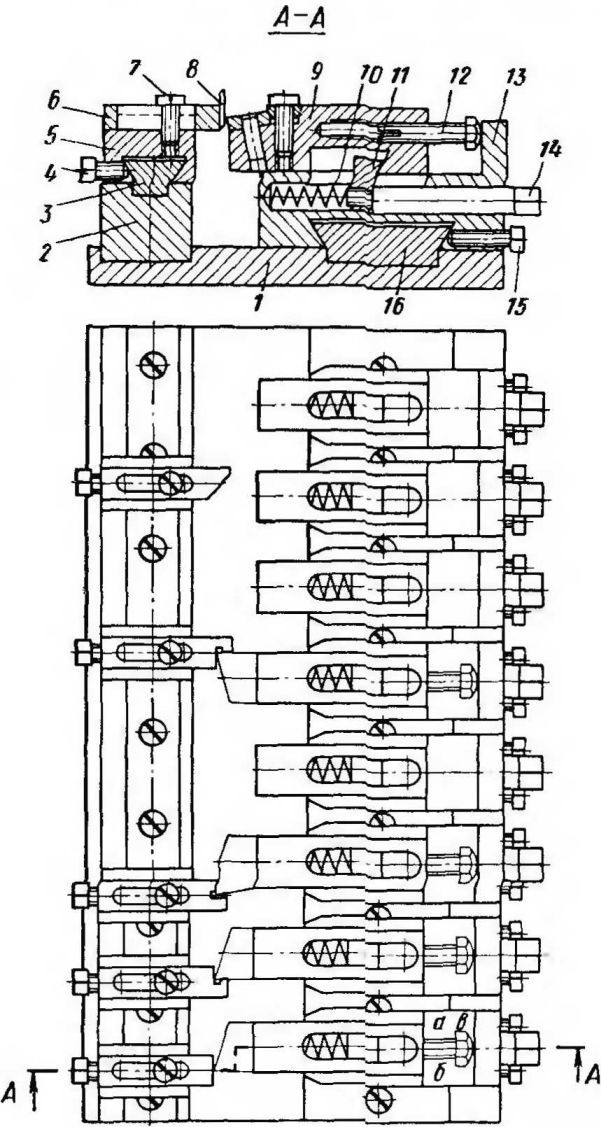
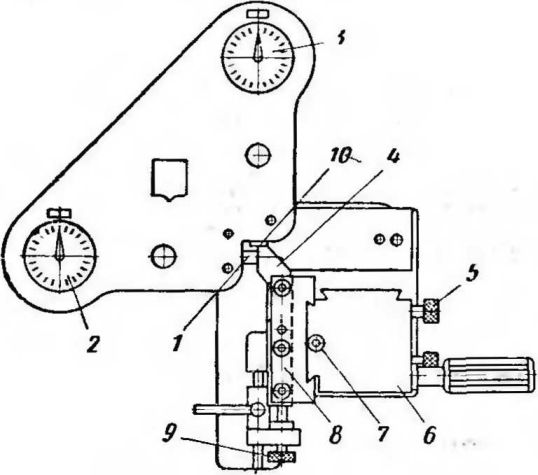
Державки имеют посадочное гнездо, аналогичное гнезду в державке станка. Это гнездо представляет собой мерный паз со стойками а и б и стенкой в, от которой винтом осуществляется настройка резца на размер. При этом резец постоянно прижимается к стенке в с помощью пружин и прижима. Для снятия резца с приспособления достаточно нажать на палец. Настройка на размер различных резцов в данном приспособлении обеспечивается применением шаблонов с различным профилем, благодаря возможности их осевого смещения по пазу и бокового смещения по шпонке вместе с державкой. Настройка резцов контролируется щупом. Выбор зазоров между резьбой резца и винта осуществляется разведением шлица на конце винта. На рис. 3 показано приспособление индикаторного типа для настройки резцов на размер вне станка. Быстросменную державку с резцом устанавливают на резцедержателе приспособления, точно соответствующего по форме и размерам резцедержателю станка. Выверка положения резца производится по верху винтом, по боковой стороне — винтами, в поперечном направлении — винтом. Фиксация положения режущих кромок резца производится с помощью щупов, индикаторов.
Рис. 2. Приспособление для Настройки резцов вне станка
Указанные приспособления позволяют примерно на порядок увеличить точность настройки инструмента по сравнению с настройкой по шаблонам. Дальнейшее повышение точности настройки инструмента на размер вне станка осуществляется в результате применения оптических приборов, позволяющих настраивать комплекты режущего и вспомогательного инструмента по двум координатам с точностью до 0,005 мм. Наблюдение за режущей кромкой в этих приборах осуществляется с помощью микроскопов или проекторов с увеличением в 20—22 раза. Отсчет координат ведут по металлическим шкалам с помощью универсальных оптических отсчетных устройств. Некоторые приборы для этой цели оснащены визуализаторами с точностью отсчета ±0,001 мм.
Рис. 3. Приспособление для настройки инструмента вне станка
Реклама:Читать далее:Механизированные патроны токарных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|