|
|
Категория:
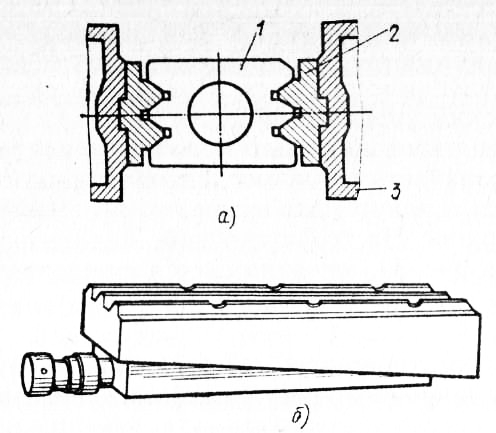
Кузнечные работы В зависимости от назначения паровоздушные молоты могут быть весьма разнообразны по конструкции. Однако они состоят из одних и тех же основных частей (конечно, отличающихся по конструктивному исполнению): станины с фундаментной плитой, рабочего цилиндра, падающих частей, шабота, парораспределительного-устройства с механизмами управления. Станина является основным элементом молота, на котором монтируются все остальные узлы машины. Станины делятся на одностоечные и двухстоечные. Станины одностоечных молотов имеют С-образную форму и обеспечивают возможность подхода к рабочему пространству с трех сторон, что создает значительные удобства при работе. Иногда для улучшения условий работы кузнеца шабот ставят не параллельно фронту молота, а под некоторым углом (около 35° к осевой линии станины). Для обеспечения правильного движения падающих частей на станине обычно имеются специальные направляющие — стальные плиты с пазами, по которым скользит баба. Благодаря направляющим и при ударе с эксцентриситетом шток молота достаточно устойчив, поэтому молоты с направляющими удобны при работе с подкладными штампами (когда эксцентриситеты неизбежны) и для операций протяжки. Для изготовления мелких и средних поковок иногда используют молоты без направляющих на станине. Правильное движение падающих частей в таких конструкциях обеспечивается направляющими планками, которые монтируются в нижней части цилиндра. Молоты без направляющих по конструкции проще, чем молоты с направляющими, и стоимость их ниже. Кроме того, их удобнее обслуживать, так как подход к рабочему пространству не закрывается массивными направляющими. Однако направление падающих частей в этом случае оказывается недостаточно надежным, особенно при работе с эксцентриситетом. Как в одностоечных, так и в двухстоечных станинах стойки обычно имеют в сечении коробчатую или двутавровую форму. При таких сечениях конструкция получается достаточно прочной и жесткой. В одностоечных ковочных молотах станина может быть как монолитной, так и сборной. В обоих случаях к ее верхней части болтами крепится рабочий цилиндр. В сборной станине ее вертикальные стойки крепятся к фундаментной плите также болтами; в монолитных станинах фундаментная плита отливается заодно со стойками. Стойки станины двухстоечных ковочных молотов притягиваются к фундаментной плите болтами, а в верхней части имеют площадки для крепления рабочих цилиндров. Литые станины изготавливают из стали или чугуна; клепаные собирают из стальных листов и профилей. Стойки штамповочных молотов при работе испытывают высокие ударные нагрузки. Для обеспечения хорошего направления бабы большое значение имеет жесткость стоек. Им обычно придают коробчатое сечение с внутренними ребрами жесткости. В верхней и нижней частях стоек имеются приливы: вверху для крепления цилиндра с парораспределительным механизмом, внизу для соединения стоек с шаботом. На внутренних поверхностях стоек делаются гнезда для установки направляющих и регулировочных клиньев. Стойки штамповочных молотов делают обычно из стального литья с содержанием углерода 0,3—0,4 %. Фундаментная плита служит основанием для станины молота. Через нее станина связывается с фундаментом. Рабочий цилиндр является основным силовым органом молота. Он монтируется в верхней части станины. По конструкции цилиндры весьма разнообразны. Давление пара (воздуха), поступающего в цилиндр, обычно равно 500—800 кПа (5—8 кгс/см2).
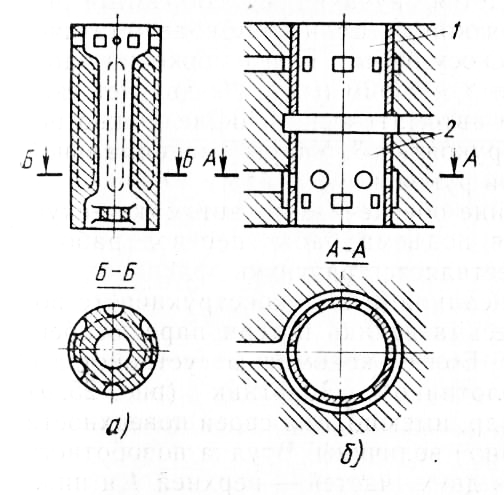
Рис. 1. Направляющие бабы:
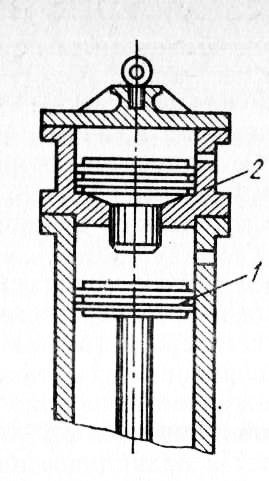
Рис. 2. Устройство, предохраняющее от разрушения верхнюю крышку цилиндра молота: В современных паровоздушных молотах применяют цельные цилиндры, отлитые заодно с днищем, и цилиндры с отъемным днищем. В последнем случае обработка цилиндра значительно проще. Цилиндр соединяется со стойками болтами с амортизационными пружинами. Иногда между цилиндром и стойками устанавливается подцилиндровая плита. При монтаже особое внимание обращают на центрирование цилиндра относительно оси молота, так как неправильный монтаж цилиндра может привести не только к резкому увеличению износа, но и к аварии. Для предотвращения ударов в верхнюю крышку в случае обрыва штока в верхней части цилиндра устанавливается предохранитель. Наиболее просты по конструкции и надежны паровоздушные предохранители. Они представляют собой небольшой цилиндр, в котором установлен плунжер с выступающей нижней частью. Над плунжером остается замкнутое пространство, в которое подается пар или сжатый воздух. Если поршень цилиндра по какой-либо причине проскочит верхнее положение и дойдет до плунжера амортизатора, то паровая или воздушная «подушка», образующаяся в замкнутом пространстве, смягчит удар. В нижней части цилиндра устанавливается сальник, который препятствует утечке пара или воздуха из цилиндра и одновременно обеспечивает смазку штока. Набивка сальника делается из графитизированного асбеста, в который для прочности вплетается латунная проволока. Для смазки штока набивка пропитывается салом.
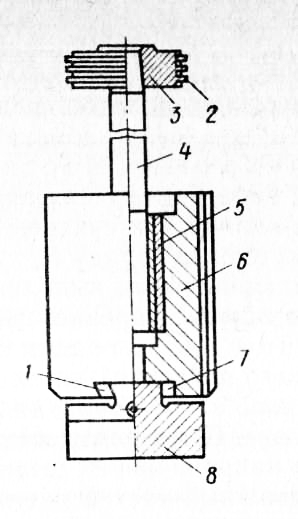
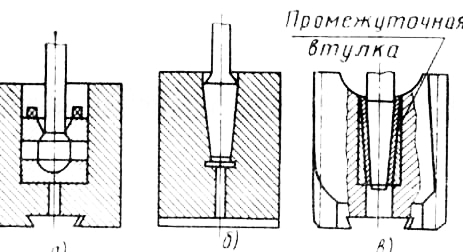
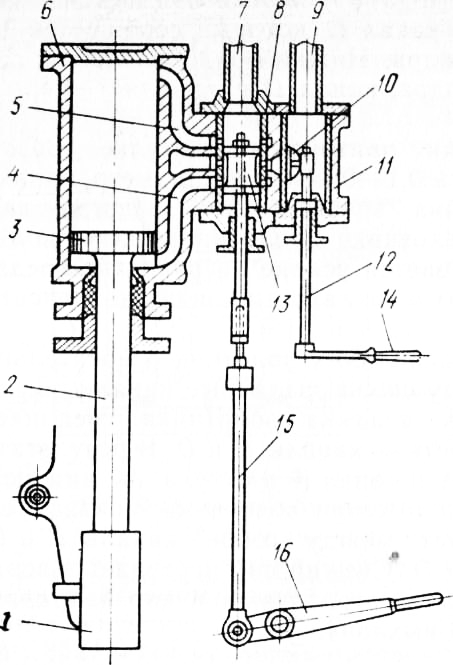
Рис. 2. Падающие части паровоздушного молота: При работе молотов на воздухе применяются также прорезиненная и пеньковая набивка; служат они около 10 смен. К падающим частям относятся поршень, шток, баба и верхняя половина штампа (или бойка), удерживаемая клином и сухарем. Баба соединяется со штоком через промежуточную втулку. Падающие части выполняют основную работу молота. Поршень воспринимает давление энергоносителя и заставляет связанные с ним шток и бабу подниматься при ходе вверх и (в молотах двустороннего действия) наносить удар при рабочем ходе. Баба с укрепленным на ней верхним бойком непосредственно наносит удар по поковке. Шток связывает между собой поршень и бабу. В молотах без направляющих шток обеспечивает и правильное перемещение подвижных частей, скользя по направляющим планкам рабочего цилиндра; в таких молотах шток делается более массивным. Для беспрепятственного движения поршня его диаметр делается на 1—2,5 мм меньше диаметра цилиндра. Чтобы через этот зазор не происходила утечка энергоносителя, поршень снабжается упругими стальными разрезными кольцами, изготовляемыми из стали 35 или 40. Применяются два — четыре кольца, однако наибольшее распространение получили поршни с тремя кольцами. Поршни обычно делают из стали 45 или 50 высотой, равной диаметру. Иногда поршни изготовляют заодно со штоком. Такая конструкция, особенно в крупных молотах, нецелесообразна, так как в случае поломки штока выходит из строя и поршень. Кроме того, изготовление такого штока-поршня сложнее и обходится дороже, поэтому наиболее распространены поршни, изготовляемые отдельно от штоков. Поршневые кольца вставляются в специальные канавки, которые протачиваются в теле поршня. Зазор по высоте кольца (около 0,15 мм) необходим для того, чтобы дать кольцу возможность смещаться относительно поршня. Зазор по диаметру требуется для того, чтобы можно было сжать кольцо при установке поршня в цилиндр. Кроме того, если поршень прижмется вплотную к стенке цилиндра, кольцо должно иметь возможность полностью войти в канавку.
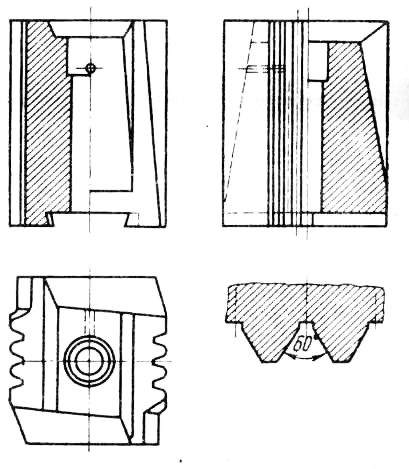
Рис. 3. Шток и поршень паровоздушного молота: Применяются кольца и других размеров. Срок службы колец у ковочных молотов составляет от 5 до 12 месяцев. Шток представляет собой стальной цилиндрический стержень, диаметр которого зависит от массы падающих частей молота. Диаметры штоков ковочных молотов с массой падающих частей 1—5 т изменяются от 110 до 170 мм. Соединение штока с бабой может быть шарнирным и глухим. Шарнирное соединение встречается в ковочных молотах старой конструкции. Глухое соединение на конус без шпонок, гаек и клиньев зарекомендовало себя достаточно надежным. Таким способом соединяют и шток с поршнем. При этом в соединении шток — баба используется конусность 1 : 25— 1 : 12, а в соединении шток— поршень — 1 : 15. Поршень соединяется со штоком с применением горячей посадки. В соединении шток — баба часто используется промежуточная втулка (рис. 16, а). Она может быть разъемной, с цилиндрической внешней поверхностью, или цельной — с обеими коническими поверхностями. Между бабой и штоком, а также втулкой и штоком устанавливаются латунные прокладки. Все эти меры повышают надежность соединения. Штоки являются наиболее нагруженной деталью молота, поэтому их делают из качественных сталей 45, ЗОХ, 40Х, ЗОХНЗА и др. Несмотря на это, они часто выходят из строя. Штоки изготовляют ковкой с последующей термической обработкой на структуру сорбита. После термообработки штоки шлифуют. Некоторые заводы повышают стойкость штоков комбинированной термической обработкой, при которой нижняя часть штока (примерно ‘/з длины) закаливается, верхняя — остается «сырой». Хорошие результаты дает также поверхностная закалка штока токами высокой частоты и накатка роликом. Баба молота наносит по поковке удар закрепленным на ней бойком. Развиваемое молотом усилие в основном определяется массой бабы. Поскольку условия работы (резкие удары) весьма тяжелы, для обеспечения прочности бабам придают возможно более простую форму (рис. 17) и устанавливают так, чтобы их центр тяжести лежал на оси штока. Если на молоте предполагается-обрабатывать детали, резко отличающиеся по форме, например круглые диски и вытянутые балки, то целесообразно иметь несколько баб. Каждая из них должна использоваться для поковки одного типа. На нижней части бабы имеются пазы для крепления верхнего бойка или верхней половины штампа. Последние крепятся к бабе с помощью хвостовика, имеющего углубление клиновидной формы, и клина. На боковых поверхностях бабы имеются направляющие гребни, как правило, трапециевидной формы. Трапециевидные гребни по сравнению с прямоугольными имеют большую контактную поверхность, а поэтому напряжения смятия, а следовательно, и износ у них меньше. Кроме того, при такой форме направляющих может быть полностью исключено защемление бабы при ее нагреве и расширении. Бабы молотов малых и средних усилий изготавливаются коваными из углеродистой стали, а также из стали 35Х, 40ХН, 40ХНЗ. Бабы молотов с массой падающих частей Юти выше в большинстве случаев выполняют литыми из легированной стали. Для очень крупных молотов бабы иногда делают сварными со сборкой их из кованых частей. Шабот молота служит опорой для нижнего бойка (наковальни), на который при работе укладывается поковка. Масса шабота должна превышать массу падающих частей не менее чем в 8 раз. У молотов же, предназначенных для ковки сталей повышенной твердости (инструментальных, легированных), масса его обычно превышает массу падающих частей в 15—20 раз и более. Шаботы ковочных молотов устанавливаются отдельно от стоек. Верхняя часть их имеет меньшие поперечные размеры, чем нижняя. Это вызвано тем, что ее необходимо пропускать через отверстие в фундаментной плите.
Рис. 4. Схема крепления штока с бабой:
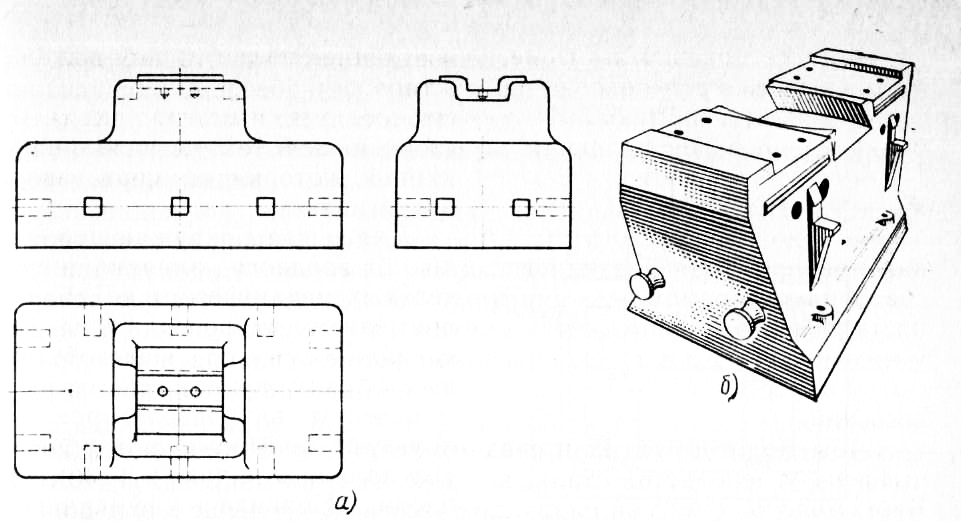
Рис. 5. Баба паровоздушного штамповочного молота
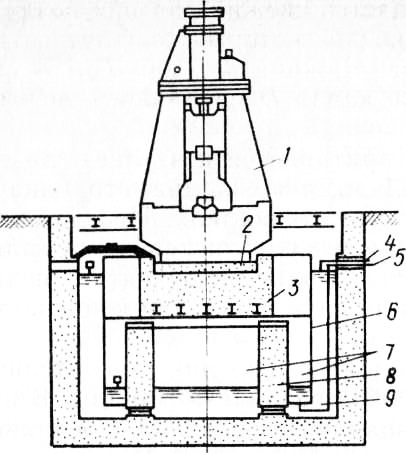
Рис. 6. Шаботы ковочного (а) и штамповочного (б) молота Шаботы ковочных молотов отливаются из чугуна и стали. Про дельная масса цельного (монолитного) шабота ограничивается возможностями отливки, механической обработки, а также условиями перевозки и монтажа. Поэтому цельными выполняются шаботы для молотов с массой падающих частей не выше 5 т. Для молотов с массой падающих частей 6—7 т шаботы изготовляют составными из двух частей. Для более тяжелых молотов шабот собирается из 3—5 частей. Шабот штамповочного молота с массой падающих частей 20 т, например, состоит из 5 частей. Для предупреждения сдвига одной части шабота относительно другой применяются цилиндрические шпонки. Нижние части составного шабота обычно отливают из чугуна, верхние части делают из стального литья. Для получения наиболее стойкого шабота отливку его частей проводят боковой стороной вверх, чтобы прибыльная зона оказалась при работе сбоку, а под штампом находился наиболее качественный металл. Шаботы устанавливают не прямо на фундамент, а на кладку из дубовых брусьев или на другие специальные прокладки. В штамповочных молотах для установки стоек непосредственно на шабот в верхней части шабота делают специальные выступы. Стойки соединяются с шаботом стяжными болтами. В малых и средних молотах используются четыре болта, в крупных — восемь. Поскольку при ударах (особенно эксцентричных) на болты передаются большие усилия, их головки снабжаются мощными пружинами. Для большей устойчивости стоек стяжные болты ставят под углом 10—12° к вертикальной оси. Удары ослабляют соединения стоек с шаботом, поэтому для обеспечения надежности соединения между приливами стоек и шаботом устанавливают клинья, которые по мере износа подтягивают. Для защиты окружающей среды от вредного влияния значительных механических колебаний применяют виброизоляторы, устанавливаемые под железобетонным блоком фундамента молота. В качестве виброизоляторов используют винтовые и тарельчатые пружины, а также резиновые блоки. Появились фундаменты плавающего типа, более эффективные, нежели подвесные виброизолированные фундаменты. Станина молота расположена на деревянной прокладке, опирающейся на бетонный блок. Под и емкость, выполненная из стального листа. В полости создана воздушная подушка, а полость заполнена водой (воздух подается по трубопроводу) через трубопровод. После заполнения водой полости в свободное пространство вокруг блока подается сжатый воздух, вытесняющий воду и приподнимающий фундамент с молотом. В процессе работы молота воздушная подушка, как бы уплотненная водой, поглощает энергию колебаний. Парораспределительное устройство обеспечивает своевременную подачу энергоносителя в рабочий цилиндр молота. В зависимости от конструкции устройства молот может работать в автоматическом режиме, при ручном управлении, а также в смешанном режиме — как по автоматическому, так и по неавтоматическому циклу. Подача пара регулируется 3-мя типами парораспределительных устройств: золотниковыми, клапанными и крановыми. Наибольшее распространение в настоящее время получило золотниковое парораспределение — простое и надежное в работе. Клапанное распределение начало широко применяться только в последние годы. Крановое распределение применяется лишь во вспомогательных устройствах — пусковых и дроссельных. Основным элементом золотникового парораспределения является золотник. Он представляет собой полый цилиндр, диаметр которого в средней части меньше, чем по краям. Золотник соединяется с тягой, с помощью которой он может передвигаться вдоль втулки, имеющей три ряда окон.
Рис. 7. Фундамент плавающего типа: К среднему ряду по каналу В подается свежий пар или воздух. Верхний ряд окон открывается в канал С, который сообщается с верхней полостью рабочего цилиндра. Нижний ряд каналом А соединен с нижней полостью цилиндра, канал D направляет энергоноситель на выхлоп. Для надежной работы золотник притирается к втулке. Зазор между ними не должен превышать 0,1—0,14 мм на диаметр, иначе будет происходить заметная утечка энергоносителя. Иногда для уменьшения утечек используют золотники с уплотнительными кольцами. При этом, однако, увеличивается усилие на рукоятке (педали). Кроме того, при работе молотов на паре и наличии конденсата кольца иногда заклиниваются. В зависимости от того, как расположен золотник относительно втулки, он может соединять между собой различные каналы. В положении, указанном на рис. 8, а, впадина золотника соединяет каналы В и Л, а внутренняя полость — каналы С и D. В результате свежий пар из канала В попадает в канал А и оттуда в нижнюю полость рабочего цилиндра. В положении золотника, показанном на рис. 8, б, его впадина сообщает между собой каналы В и С, а канал А соединяется с каналом D. Свежий пар поступает в верхнюю полость цилиндра, а из нижней отработавший пар направляется в обратный трубопровод (на выхлоп).
Рис. 8. Нижнее (а) и верхнее (б) положения цилиндрического золотника Таким образом, перемещая золотник, мы можем подавать энергоноситель в различные полости рабочего цилиндра и осуществлять подъем падающих частей и удары. Золотник перемещается с помощью педали или автоматически от того или иного механизма. Как уже указывалось, в большинстве случаев применяется полуавтоматическое управление, в котором перемещение от руки (педали) осуществляется только в крайних положениях бабы. На рис. 9 показана схема ручного управления с помощью цилиндрического золотника. Свежий пар по трубе поступает в коробку парозапорного вентиля. Поворачивая рукоятку, с помощью тяги открывает шибер, после чего пар поступает в кольцевую полость золотниковой коробки. Отсюда пар по каналу идет в нижнюю полость цилиндра под поршень. Шток увлекает бабу вверх. В это время отработавший пар из верхней полости цилиндра по каналу выходит через золотниковую коробку и трубу наружу. Чтобы произвести удар, нужно нажать на рукоятку вниз. Золотниковая тяга сдвинет при этом золотник вверх, нижняя внутренняя кромка золотника перекроет канал, а затем он соединится с выхлопом. В то же время по каналу в верхнюю полость цилиндра поступит свежий пар, поршень под его давлением пойдет вниз и баба нанесет удар по поковке. Для работы с ручным управлением требуется большой опыт, так как надо своевременно прекращать подачу свежего пара в нижнюю полость. В противном случае можно вывести из строя верхнюю полость. Этот недостаток устраняется при использовании автоматического и полуавтоматического управления. Молоты с автоматическим управлением строятся с массой падающих частей не свыше 1,5 т. У них движением золотника управляет система рычагов, связанных с бабой.
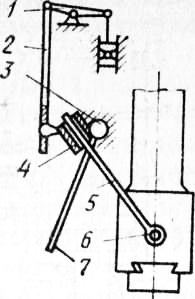
Рис. 9. Схема ручного управления с помощью цилиндрического золотника: Одна из схем автоматического управления изображена на рис. 22. К бабе молота на оси шарнирно крепится качающийся рычаг, пропущенный через втулку. При смещении бабы вверх рычаг поворачивает вокруг оси втулку, связанную тягой и рычагом с золотником, в результате золотник начинает смещаться вверх. Положение, которое занимает золотник при крайнем нижнем положении бабы, называется начальным. Начальное положение золотника выбирается таким образом, чтобы в золотниковой коробке были открыты окна для впуска пара в нижнюю полость цилиндра и выпуска его из верхней. В результате из начального положения начинается движение бабы вверх. Вместе с бабой под действием системы рычагов движется вверх и золотник. Если он поднимается настолько, что нижним концом перекрывает отверстия канала нижней полости цилиндра, «нижний пар» отсекается. С этого момента в нижней полости цилиндра начинается период расширения пара, а из верхней полости еще продолжается выхлоп, так как канал ее перекрыт не полностью. При дальнейшем движении бабы и золотника каналы верхней полости перекрываются полностью, после чего оставшийся в верхней полости пар начинает сжиматься движущимся вверх поршнем. Поршень продолжает двигаться вверх за счет разности давлений под ним и над ним, а также за счет инерции подвижных частей. При этом вначале открываются нижние окна — на выпуск пара из-под поршня, а затем верхние — на впуск свежего пара в верхнюю полость цилиндра. Теперь уже давление сверху поршня выше, и в некоторый момент подвижные части доходят до своего верхнего положения и начинают движение вниз. При падении бабы связанный с ней золотник тоже пойдет вниз, при этом последовательно произойдут: отсечка впуска верхнего пара, отсечка выпуска нижнего пара, выпуск верхнего пара и впуск нижнего. После удара описанный цикл будет автоматически повторяться. Начальное положение золотника можно изменить, перемещая рукоятку эксцентрика, на котором крепится шарнир. Одновременно изменится и ход золотника. Поскольку от величины хода зависит количество пара, подаваемого в цилиндр, то в результате изменится ход бабы и энергия удара. Таким образом, рукояткой можно менять силу удара.
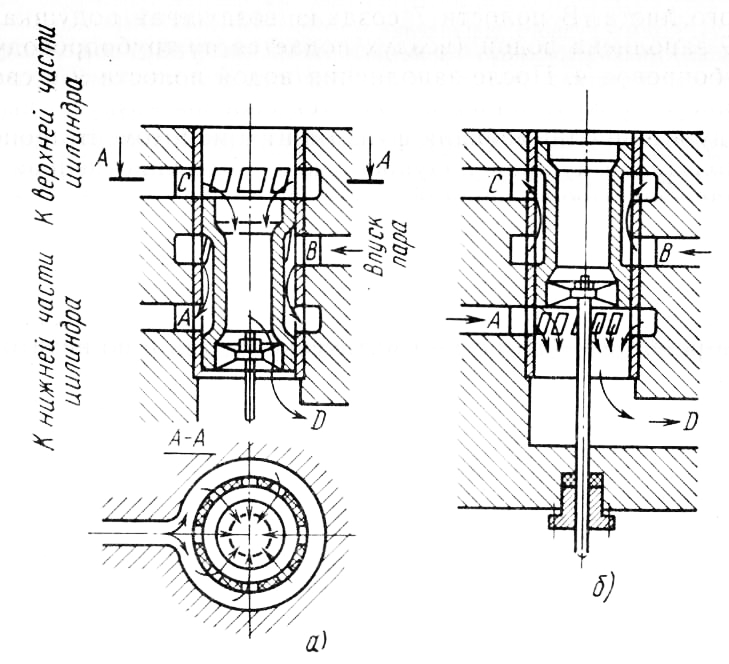
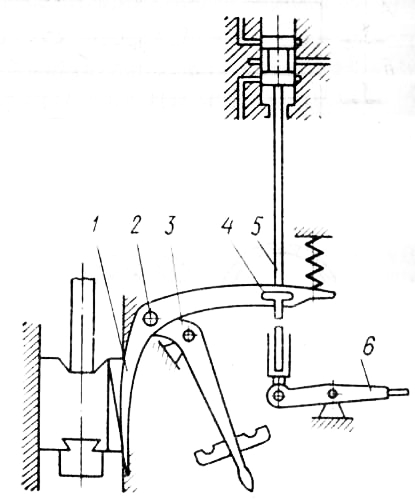
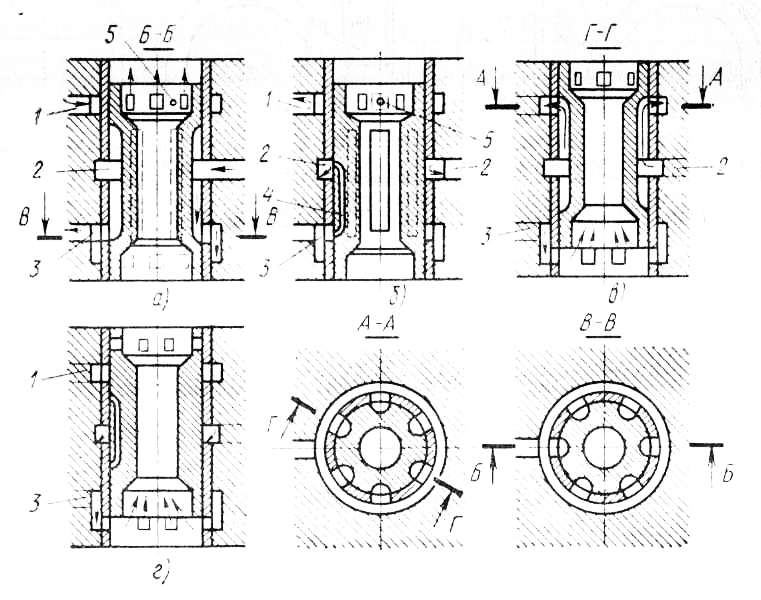
Рис. 10. Схема автоматического управления молотом: Система смешанного или комбинированного управления обеспечивает возможность управления молотом вручную и автоматически. Наибольшее распространение получило смешанное управление с саблеобразным рычагом. Ручное управление в таких системах осуществляется с помощью рукоятки, которая через тягу передвигает золотник в нужное положение. Когда управление ведется вручную, саблеобразный рычаг отводится в сторону рукояткой. Если нужен автоматический цикл, рычаг прижимают к скосу бабы. При движении бабы сабля поворачивается вокруг оси и своим плечом двигает тягу золотника. Энергию удара при автоматическом цикле можно регулировать, изменяя положение рукоятки. Удары максимальной энергии получаются при поднятой рукоятке. Полуавтоматическое управление обеспечивает автоматическую отсечку нижнего пара во время подъема бабы; перевод работы молота на удар и обратно осуществляется вручную. В молотах с золотниками описанной выше конструкции (с поступательным перемещением) весьма велики потери пара, особенно при удержании бабы на весу. Более экономичны устройства с поворотным (вращающимся) золотником. Золотник представляет собой полый цилиндр, имеющий на своей поверхности ряд сквозных окон и ниш различной величины. Втулка поворотного золотника состоит из двух частей — верхней и нижней. В каждой из них также имеются отверстия. Расположение окон и ниш золотника и втулки показано (в развертке) на рис. 13, в, г, д. Отверстия ряда Г верхней втулки ведут в верхнюю полость рабочего цилиндра. Отверстия ряда В служат выпускными окнами. Отверстия в нижней втулке соединяют золотниковую коробку с нижней полостью рабочего цилиндра.
Рис. 11. Схема передвижения золотника при автоматическом управлении молотом:
Рис. 12. Схема смешанного управления с саблеобразным рычагом:
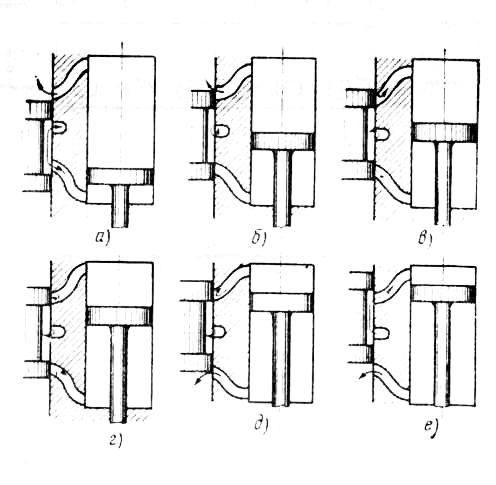
Рис. 13. Поворотный золотник: Нижние окна верхней втулки и верхние окна нижней втулки располагаются в шахматном порядке. В средний кольцевой канал золотниковой коробки между верхней и нижней частями втулки подводится свежий пар. Перемещая золотник в вертикальном направлении и поворачивая его, можно управлять впуском пара в ту или иную полость рабочего цилиндра и отсекать пар. На рис. 14, а золотник опущен в крайнее нижнее положение. При этом средний канал сообщается продольными пазами золотника с верхними окнами нижней втулки. Свежий пар по каналу поступает в нижнюю полость рабочего цилиндра, и баба идет вверх. Одновременно отработанный пар из верхней полости цилиндра по каналу через окна втулки и золотника направляется на выпуск. После того как баба молота поднимается на половину своего хода, золотник начинает поворачиваться. Когда баба пройдет 0,7 своего хода, золотник повернется на 30°. Продольные пазы золотника при этом окажутся между окнами нижней втулки и доступ свежего пара в нижнюю полость цилиндра почти прекратится. С этого момента пар будет поступать в нижнюю полость только через очень малое сечение соединительных каналов золотника. В то же время окна в верхней части золотника расположатся между нижними окнами верхней втулки. Выпуск пара через них из верхней полости цилиндра (канал 1) также прекратится. С этого момента пар в нижней полости начинает расширяться, а в верхней сжиматься, образуя паровую подушку. Но через небольшое отверстие во втулке верхняя полость будет продолжать сообщаться с выхлопом. Поэтому пар, сыгравший роль буфера, постепенно из нее выйдет. Баба вплотную подойдет к ограничителям и остановится в крайнем верхнем положении.
Рис. 14. Схема положений поворотного золотника:
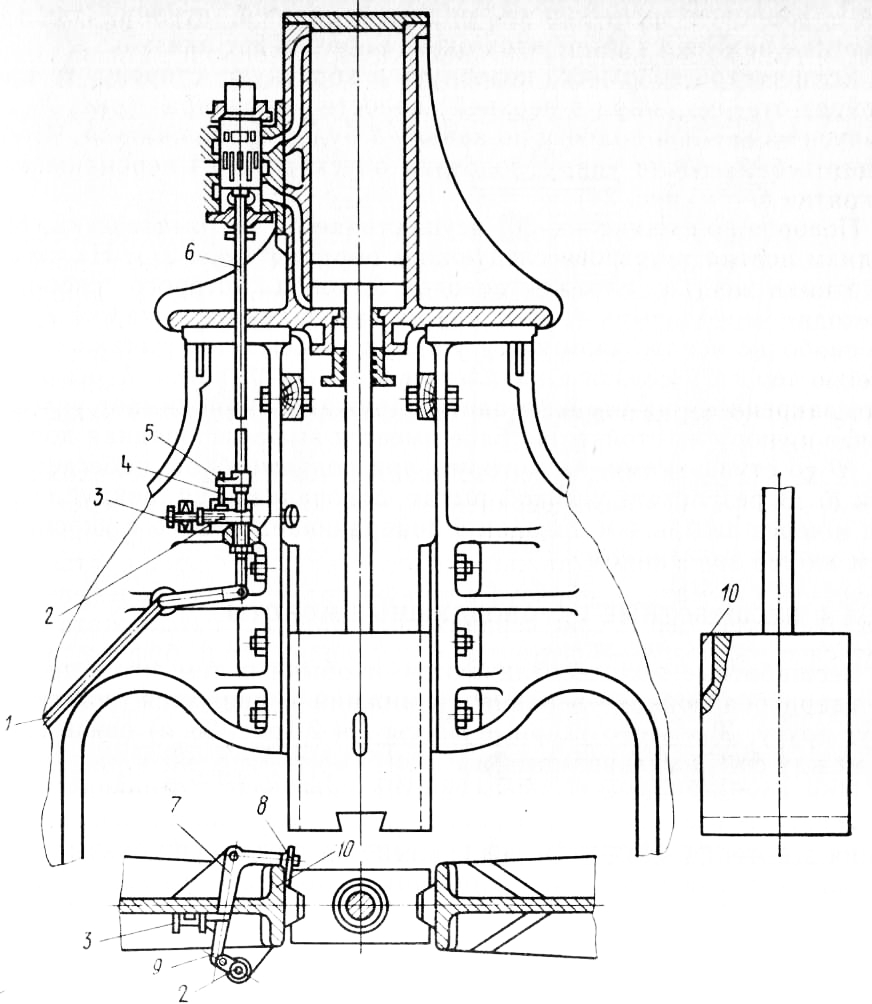
Рис. 15. Схема устройства полуавтоматического управления с поворотным золотником: Чтобы произвести удар, нужно золотник поднять вверх. Продольные пазы, оказавшиеся после поворота золотника между окнами нижней втулки, теперь (при подъеме) соединят нижние окна верхней втулки с кольцевым каналом, по которому поступает свежий пар. Этот пар по каналу пойдет в верхнюю полость рабочего цилиндра. Из нижней полости цилиндра отработавший пар будет по каналу свободно выходить в выхлопной паропровод через нижний ряд окон нижней втулки, так как золотник находится выше этих окон. Баба пойдет вниз. Если теперь золотник повернуть в обратную сторону, то произойдет отсечка пара в верхней полости цилиндра. Выпуск из нижней полости по каналу будет продолжаться. Чтобы поднять бабу после удара, золотник опускают вниз перемещением рукоятки. Поворот золотника на 30° осуществляется автоматически. Механизм поворота устроен следующим образом. На тяге золотника жестко насажен поводок, конец которого свободно проходит через штырь. Этот штырь закреплен на рычажке, так же свободно насаженном на тягу, как на ось. Этот рычажок с помощью серьги связан с двуплечим угловым рычагом, ось которого закреплена на стойке молота. Пружина прижимает угловой рычаг к упору на стойке. На бабе имеется выфрезерованная дорожка со ступеньками, на которую при подъеме бабы набегает ролик. В результате угловой рычаг поворачивается вокруг своей оси и через штырь и поводок поворачивает тягу с укрепленным на ней золотником. Реклама:Читать далее:Бесшаботные паровоздушные молотыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|