|
|
Категория:
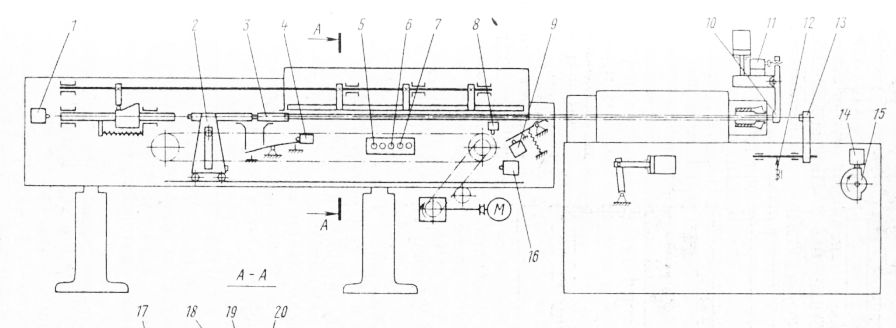
Токарные автоматы и полуавтоматы Устройство загрузки и разгрузки прутковых и трубных заготовок предназначено для автоматической замены израсходованного прутка и освобожден цангового патрона шпинделя от остатка прутка выталкиванием его назад или вперед. Применение устройства целесообразно при изготовлении относительно длинны изделий с коротким временем цикла обработки.
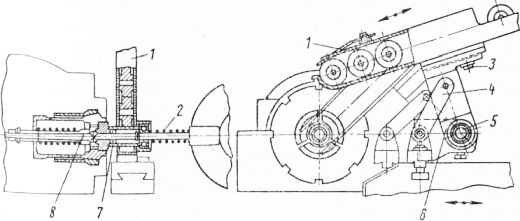
Рис. 1. Загрузочно-разгрузочное устройство к токарно-револьверным автоматам: При наладке устройство подключают к системе управления автомата штепсельным разъемом. В зависимости от диаметра прутка ставят направляющие полутрубы, заменяют толкатель. Прутки вручную загружают на лоток магазина. Для загрузки первого прутка толчковой кнопкой (в наладочном режиме) поднимается отсекатель, и пруток под действием силы тяжести перемещается до упора в подвижную часть направляющей полутрубы. Кнопкой толкатель отводится в крайнее заднее положение и нажимает на выключатель, в результате чего откидывается направляющая полутруба и один пруток скатывается в неподвижную полутрубу остальные прутки магазина вновь задерживаются отсекателем. В том случае, если устройство должно работать с выбросом остатка прутка назад, на станок устанавливают механизм дополнительного упора, затем переключатель режимов на пульте управления ставят в положение «Автомат» и кнопкой осуществляют одновременный пуск станка и загрузочного устройства. В результате движения толкателя вперед закрывается направляющая труба. Пруток при движении нажимает на переключатель, при этом включается реле времени и «ползучая» скорость движения прутка, когда он находится на подходе к зажимной цанге. При нажатии прутка на упор приводится в действие выключатель и, в свою очередь, муфта в цепи привода вспомогательного вала автомата. Пруток зажимается, а кулачок, установленный на распределительном валу, через выключатель одновременно прекращает подачу прутка и отводит дополнительный упор. Затем осуществляется первый автоматический цикл, во время которого отрезается конец заправленного прутка. По окончании цикла освобождается выключатель, разжимается зажимная цанга и пруток подается до качающегося упора или упора, установленного в револьверной головке. (Далее следуют автоматически повторяющиеся циклы обработки заготовок.) По окончании прутка ролик каретки воздействует на выключатель, который реверсирует ее движение для отхода в исходное положение. Выключатель под деист вием каретки отключает муфту привода вспомогательного вала. При движении назад толкатель сталкиваете с упором, выбрасывающим из его цанги остаток прутка, который при падении вызывает срабатывание блокирующего выключателя. Далее, нажимая на подпружиненный упор, толкатель включает конечный выключатель — таким образом повторяется загрузка нового прутка. При использовании загрузочно-разгрузочного устройства с автоматическим выбросом остатка прутка вперед цангу толкателя следует заменить на упор и установить электромагнит, удерживающий качающийся упор в отведенном положении при выбросе остатка вперед (выключатель за ненадобностью отключить). При наладке дополнительно следует обеспечить выдержку реле времени после срабатывания переключателя в течение 1,8 с и крайнее переднее положение толкателя на уровне торца шпинделя. Устройство для загрузки штучных заготовок, предназначенное для автоматической установки в патрон шпинделя станка очередной ориентированной штучной заготовки, целесообразно применять в крупносерийном и массовом производстве. Конструкция загрузочных устройств, как правило, соответствует конкретным размерам и форме обрабатываемых заготовок. Они могут быть установлены на заднем или переднем поперечном суппорте, на шпиндельной бабке вместо вертикального суппорта, сзади револьверного суппорта или шпиндельной бабки. В загрузочном устройстве, устанавливаемом на заднем поперечном суппорте, магазин, служащий одновременно и переносчиком заготовок, должен быть расположен в пазах суппорта так, чтобы быть удаленным от торца патрона (здесь цангового) На расстояние несколько меньшее, чем то, на которое должен продвинуться с заготовкой толкатель, и занимать положение, перпендикулярное оси шпинделя. Центр очередной заготовки должен совпадать с осью шпинделя когда переносчик рычагом повернется на оси при поступательном перемещении суппорта и займет позицию необходимую для заталкивания заготовки в губки патрона. Поступательное движение суппорт получает от дискового кулачка, находящегося на распределительном валу. Центрирование осуществляют установочным перемещением суппорта винтом по лимбу и смещением магазина относительно шатуна по разъему с мелкими зубьями при вывертывании винта. Толкатель, закрепляемый в одном из инструментальных отверстий револьверной головки и получающий рабочие перемещения от дискового кулачка револьверного суппорта, имеет на штоке (в этом примере) стакан, который захватывает очередную заготовку и проталкивает ее в патрон; одновременно с этим толкатель нажимает на выталкиватель и «утапливает» его, сжимая пружину. По окончании обработки патрон разжимается, и выталкиватель удаляет готовое изделие из загрузочного устройства.
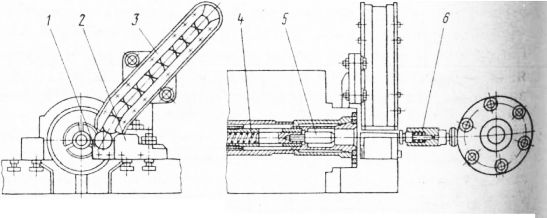
Рис. 2. Устройство для загрузки штучных заготовок, устанавливаемое на заднем поперечном суппорте токарно-револьверного автомата: Загрузочное устройство с автоматической подачей заготовок непосредственно движением поперечного суппорта, простое по конструкции и легко налаживаемое, применяют преимущественно для заготовок цилиндрической формы. Сменная призма питателя при ее совмещении с направляющими стенками полости магазина получает очередную заготовку, которой удерживаются остальные заготовки (при ином положении суппорта они удерживаются верхней площадкой питателя). При центрировании заготовки с осью шпинделя толкатель, установленный в револьверной головке, посылает заготовку в патрон. Обработанная заготовка, освобожденная от зажима, выталкивается толкателем под действием пружины.
Рис. 3. Загрузочное устройство с автоматической подачей заготовок непосредственно движением поперечного суппорта: Реклама:Читать далее:Наладка токарно-револьверных автоматов и полуавтоматовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|