|
|
Категория:
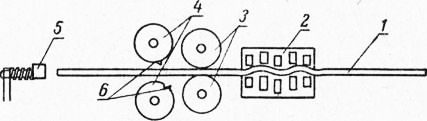
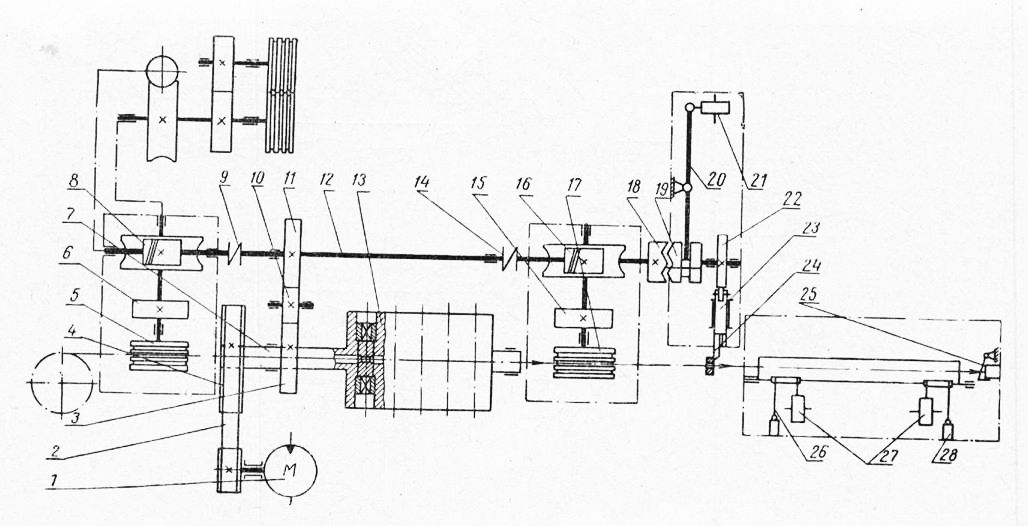
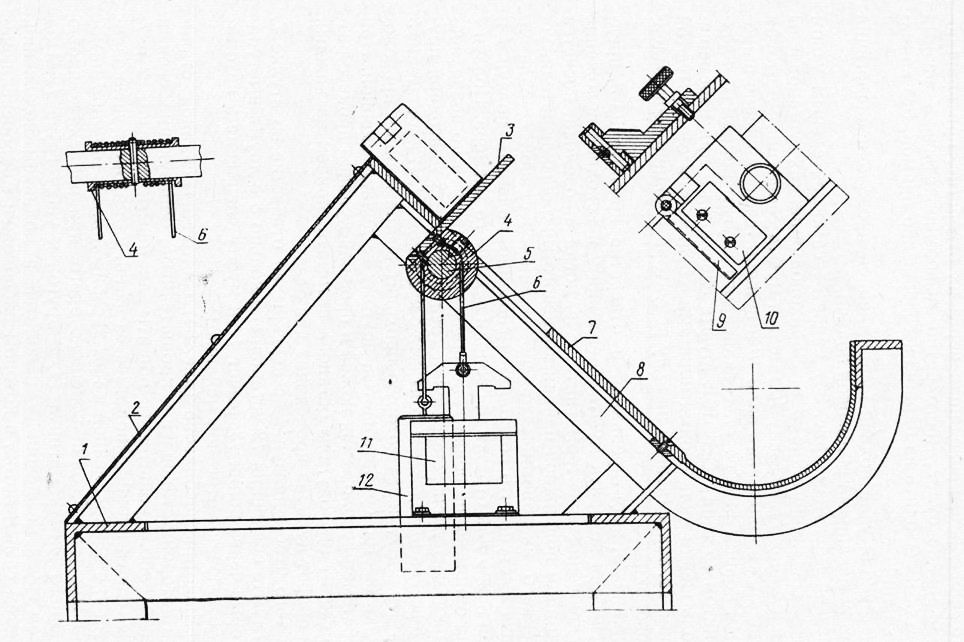
Изготовление форм Последние годы характерны внедрением в каркасное производство автоматизированного оборудования как для выполнения отдельных технологических операций, так и процесса в целом. Применяют автоматы для разматывания, выпрямления и резки проволоки, автоматы для изготовления проволочных каркасов формовочных крючков, жеребеек и др. В настоящее время широко применяют автоматы для одновременной правки и резки проволоки. На рис.26
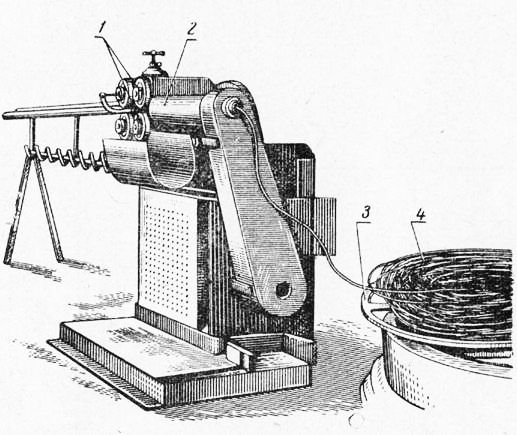
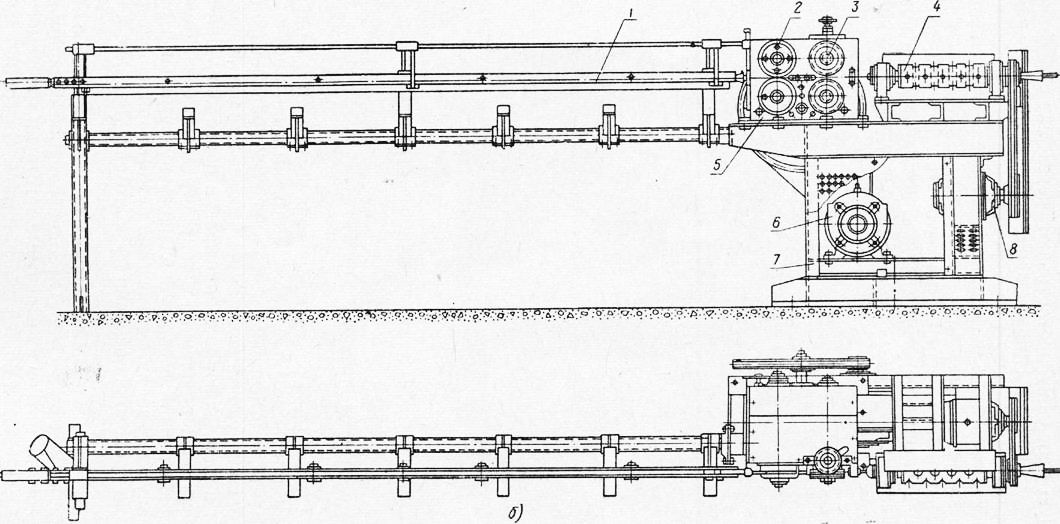
Рис. 26. Схема автомата для правки и резки проволоки показана схема устройства станка-автомата для одновременной правки и резки проволоки. Разматываемая из мотка проволока захватывается тянущими роликами и протягивается через пра-вйльный барабан. Длина отрезаемого прутка регулируется подвижным упором, управляемым при помощи тросов. Упор соединен с механизмом включения и режущим приспособлением с ножами 6, которые перерезают проволоку в момент нажатия его конца на упор. Скорость вращения, ножей регулируется скоростью вращения роликов, подающих проволоку. На рис. 27 показан общий вид автомата АН-8 конструкции инж. Н. Е. Носенко, а на рис. 28 — схема его устройства. Он предназначен для одновременной правки и резки проволоки диаметром 3—8 мм. Автомат (рис. 28) состоит йз четырех основных узлов: пра-вйльного барабана, рабочей коробки для резки, приемного устройства и станины. Внутри станины помещены электродвигатели для привода рабочей коробки и правйльного барабана. На станине смонтирован правйльный барабан и рабочая коробка. Приемное устройство одной частью крепится к консольной части станины, а второй — к опоре. Правйльный барабан представляет собой цилиндр с пятью отверстиями, в которых укрепляют плашки из закаленной стали. Плашки могут несколько перемещаться благодаря резьбе, имеющейся в корпусе правйльного барабана, и держателя планок. Положение планок устанавливают в зависимости от толщины выпрямляемой проволоки. В рабочей коробке расположены тянущие ролики 3 и ножи. Отрезанные заготовки поступают на приемное устройство, состоящее из укрепленной на кронштейнах несущей трубы, которая служит также для включения муфты режущего устройства. Со стороны подачи проволоки барабан имеет приемную воронку, выпрямленную проволоку протаскивают через барабан тянущие ролики рабочей коробки. При вращении правйльного барабана со скоростью около 1850 обIмин и одновременном протаскивании проволоки происходит изгиб ее плашками в различных направлениях, в результате чего проволока выпрямляется. Процесс выполнения операций на автомате АН-8 (см. рис. 27) происходит следующим образом. Моток проволоки при помощи мостового крана или другого подъемно-транспортного устройства надевают на станок для разматывания проволоки.
Рис. 27. Автомат АН-8 для одновременной правки и резки проволоки: Затем один конец проволоки длиной до 1,5.м, заранее выпрямленный вручную на правильной плите, протаскивают через плашки правйльного барабана и зажимают ведущими роликами. После этого включают электродвигатели и определяют качество правки проволоки. При необходимости регулируют плашки, длину отрезаемых заготовок и проверяют правильность резки. Убедившись в нормальной работе станка, его запускают на автоматический режим. При заправке следующего мотка проволоки операции по подготовке, наладке и пуску автомата повторяются. Рассмотрим автомат для правки и резки проволоки другой конструкции. Он одновременно выпрямляет и Режет проволоку из мотков на отдельные заготовки требуемого размера. На рис. 29 показан общий вид автомата. Он состоит из узла роликовой подачи, правйльной муфты, узла подачи проволоки, отрезного механизма и приемного приспособления с механизмом укладки проволоки.
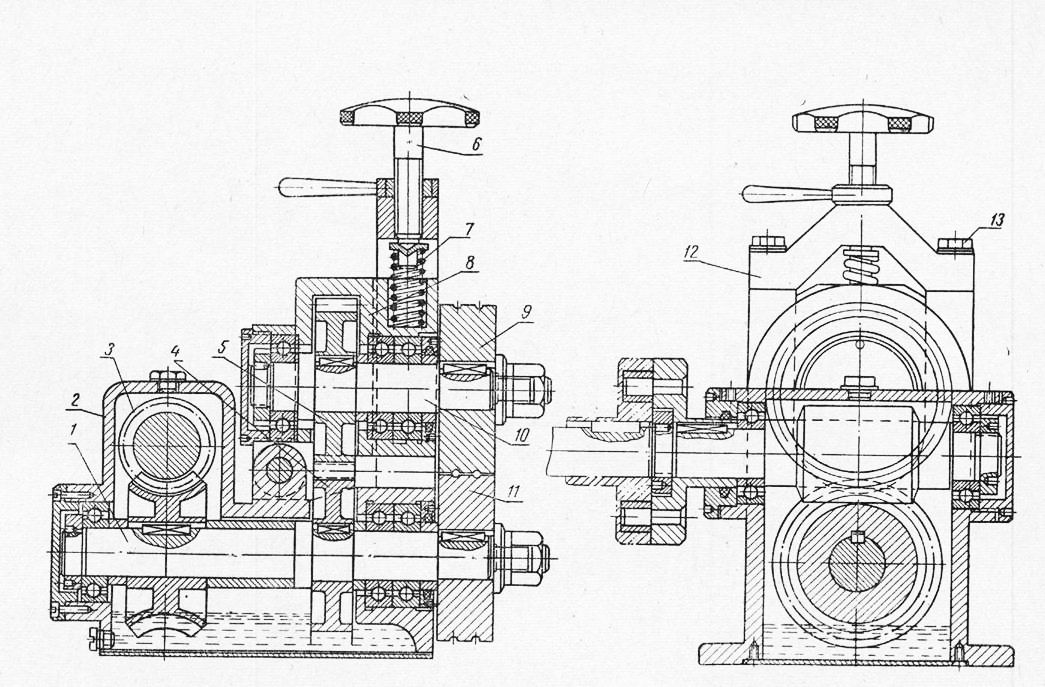
Рис. 28. Схема автомата АН-8
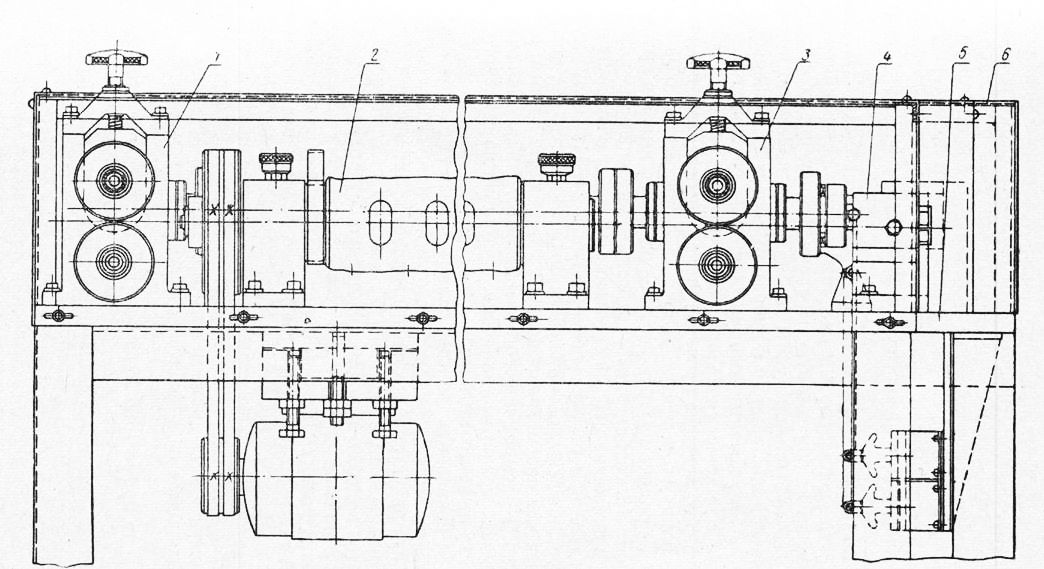
Рис. 29. Автомат для правки и резки проволоки Все основные узлы автомата смонтированы на общей сварной раме-станине и закрыты кожухом из листового железа. Приемное приспособление и механизм укладки проволоки установлены на отдельной сварной станине. Мотки проволоки укла-’ дываются на специальный стол, который может вращаться в гори-зонтальной плоскости и находиться на уровне подающих роликов — узла выпрямления. На рис. 30 показана кинематическая схема автомата. От электродвигателя мощностью 2,2 кет, 1420 обIмин и напряжением 220—380 в через клиноременную передачу вращение сообщается шкиву вала правйльной муфты. Зубчатым колесом при помощи паразитной шестерни и зубчатого колеса движение передается валу, который своими концами соединяется через муфты с выходными валами червячных редукторов. Редуктор через ведущее зубчатое колесо передает вращение подающим роликам, а редуктор через зубчатое колесо передает движение роликам. На валу редуктора имеется кулачковая полумуфта, соединенная с отрезным механизмом, который приводится в движение муфтой сцепления, действующей от поворота рычага при работе электромагнита. На валу муфты сцепления установлен двойной эксцентриковый кулачок, который предназначен для перемещения ползуна, а вместе с ним и отрезного ножа. Приемное приспособление имеет микровыключатель и поворотный механизм укладчика, состоящий из стального троса, груза и электромагнитов. На рис. 31 показано устройство узла механизма роликовой подачи проволоки из мотка. В корпусе, отлитом из чугуна, смонтирован червячный редуктор, который передает вращение от главного вала на подающие ролики . На валу редуктора установлены зубчатое колесо и подающий (ведущий) ролик, который установлен в подвижной части корпуса механизма подачи. Верхний подающий ролик (ведомый) передает движение на валик, на который также надето зубчатое колесо, имеющее зацепление с зубчатым колесом. Подвижная часть корпуса механизма подачи проволоки может менять расстояние между подающими роликами, что позволяет выпрямлять проволоку различной толщины. Подающие ролики прижимаются при помощи пружины винтом, находящимся на кронштейне, привернутом болтами к корпусу. Правйльная муфта (рис. 32) имеет вид цилиндрического барабана с полыми цапфами, которые в свою очередь являются шейками. На шейки надеты шарикоподшипники, закрепленные в опорные стойки, которые прикреплены болтами к станине автомата. На левой шейке-цапфе барабана установлен шкив для передачи вращательного движения правйльной муфте, которая делает до 800 об/мин. По всей длине барабана правйльной муфты равномерно распределены сухари.
Рис. 30. Кинематическая схема автомата
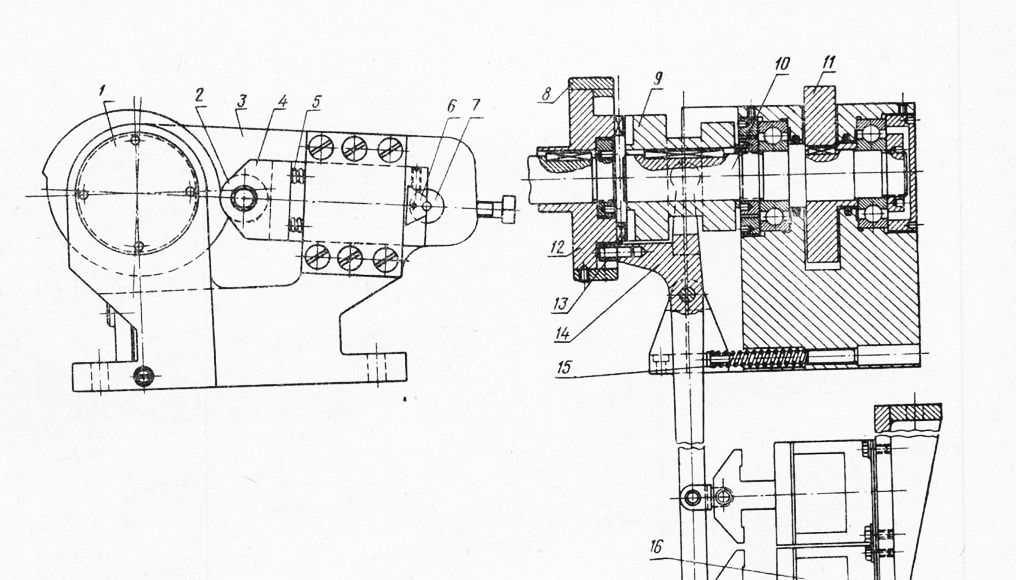
Рис. 31. Узел механизированной подачи проволоки из мотка
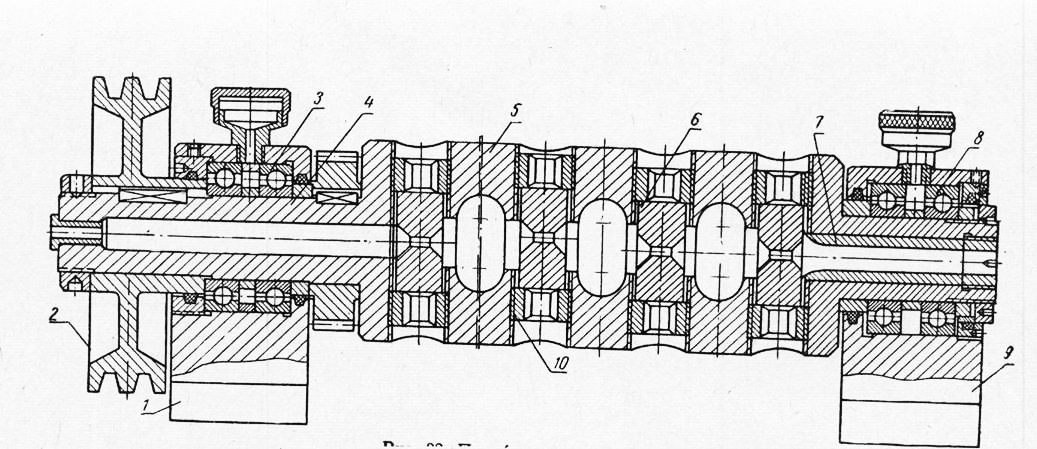
Рис. 32. правильная муфта станка
Рис. 33. Отрезной механизм станка Резьбовыми пробками с внутренней шестигранной полостью сухари могут быть установлены так, что проволока, проходящая через их отверстие, при вращающемся барабане будет многократно деформироваться в разных плоскостях и выходить из барабана совершенно прямой, без каких-либо извилин. Конструкция узла подачи выпрямленной проволоки аналогична устройству механизма роликовой подачи. Отрезной механизм является самостоятельным узлом автомата. На кронштейне в шарикоподшипниках установлены вал и кулачок. На валу имеется муфта сцепления, которая перемещается вдоль шейки вала и приводится в движение шарообразным концом рычага, соединенного другим концом с электромагнитом типа ЭС-1-5101. Муфта сцепления при перемещении вдоль шейки вала своими шлицами соединяется с полумуфтой сцепления, закрепленной на валу редуктора подачи выпрямленной проволоки. Пружина, вмонтированная в отверстие кронштейна, предназначена для возврата муфты сцепления в исходное положение после включения электромагнита, т. е. когда проволока коснется своим концом подвижной планки концевого микровыключателя, установленного на приемном приспособлении. Кулачок вала имеет два выступа, что позволяет мгновенно подавать ползун и отрезной нож для отрезки проволоки заданного размера. Ползун имеет на одном конце ролик, которым обкатывается по поверхности кулачка, чем уменьшается сила трения. Ролик благодаря пружинам всегда находится в контакте с кулачком. В кронштейне имеется втулка, через которую проходит выпрямленная проволока. Втулка быстро срабатывается, поэтому ее делают сменной. При такой системе расположения ножей и профиля кулачка процесс резки происходит на ходу, без останова автомата, причем за каждый полный оборот кулачка происходит два реза. Для того чтобы ползун не перекрывал отверстие во втулке, на полумуфте сцепления установлено кольцо с двумя выступами, которые через ролик, рычаг и муфту сцепления автоматически отключают отрезной механизм. Приемное приспособление состоит из сварной станины, на которой установлены кронштейны, образующие своими концами желоб. Кронштейны обшиты листовым железом. В верхней части кронштейнов имеется вал, на котором установлены шпули, с прикрепленной к ним заслонкой. На шпули намотан стальной трос, один конец которого прикреплен к якорю включающего электромагнита, а другой к ушку груза. Под Действием груза заслонка находится в поднятом положении, образуя тем самым лоток, в котором расположен микропереключатель, включающий электромагнит. Для того чтобы заслонка приняла положение, при котором заготовка опустилась бы в желоб, нУЖно, чтобы конец выпрямленной проволоки дошел до плашки и уперся в нее, вследствие чего сработает микропереключатель и включит электромагнит, который тросом повернет шпулю, а вместе с ней и заслонку и, таким образом, установит заслонку в проем обшивки приемного приспособления, а заготовка соскользнет по обшивке в желоб.
Рис. 34. Приемное приспособление станка Выпрямление и резка проволоки на автомате. Перед началом работы следует настроить автомат, т. е. установить зазор пары подающих роликов, поставить отрезной нож и втулку в соответствии с толщиной обрабатываемой проволоки, установить моток проволоки на вращающийся стол (стойку). Затем один конец проволоки пропустить через первые подающие ролики и через барабан правйльной муфты с таким расчетом, чтобы конец ее прошел через отверстия всех сухарей. При этом сухари сначала следует устанавливать таким образом, чтобы центры их отверстий совпадали с осью вращения барабана правйльной муфты. После этого нужно конец проволоки направить в соответствующий ручей вторых подающих роликов, поджать ролики винтами, с тем чтобы при вращении они могли подавать проволоку без пробуксовывания. Затем регулируют кулачки барабана правйльной муфты и устанавливают в приемном лотке микровыключатель на определенном расстоянии от ножей, соответствующем размеру (длине) заготовки. Настроив и пустив в ход автомат, наблюдают за его работой, следят за тем, чтобы выпрямленная проволока имела вид натянутой струны без заметной волнистости по всей длине заготовки. Качество выпрямления проволоки во многом зависит от установленных сухарей правйльной муфты. После того как из барабана правйльной муфты начнет выходить проволока нужного качества, автомат включают на производственный ритм работы. Выпрямленная проволока подается роликами в отрезной механизм до конечного включателя, а затем конец ее упирается в планку микровыключателя, который включает электромагниты в действие. В это время муфта сцепления соединяется с валом редуктора и поворачивает кулачок отрезного механизма на угол 180°, при этом кулачок своим выступом передвигает ползун и укрепленный на нем нож отрезает проволоку заданной длины. После этого электромагнит включится и разомкнет муфту сцепления, а ползун под действием пружины возвратится в исходное положение. Реклама:Читать далее:Механизация и автоматизация транспортных операцийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|