|
|
Категория:
Сборка металлоконструкций Сварочный пост представляет собой специально оборудованное место для сварки. Переменный ток подается на пост от трансформаторов, постоянный — от выпрямителей. При сварке переменным током от сети переменный ток напряжением 220 или 380 В через рубильник и предохранители подается к источнику питания — сварочному трансформатору, где напряжение преобразуется до 60…75 В. По сварочным проводам через зажим и электрододэржатель ток подводится к изделию. Постоянный ток от сети напряжением 220 или 380 В поступает к преобразователю, состоящему из асинхронного электродвигателя и сварочного генератора, соединенных между собой общим валом. Такие преобразователи вырабатывают постоянный сварочный ток напряжением 25…75 В. Источники питания сварочных постов размещают в зависимости от характера выполняемых работ централизованно (группой) и индивидуально. При групповом размещении источников питания в отдельных помещениях сварочный пост располагают на расстоянии 30…40 м от них. Сварочные посты бывают стационарные и передвижные. Стационарный пост для сварки изделий небольших размеров располагают в открытой сверху сварочной кабине. Передвижной пост необходим при сварке изделий крупных габаритов: трубопроводов большой длины, металлоконструкций, сосудов. Для защиты работающих от ультрафиолетовых лучей сварочной дуги устанавливают переносные щиты, ширмы высотой 1,2… 1,5 м из несгораемых материалов. Передвижные сварочные посты, как правило, применяют при монтаже и ремонтных работах. При этом часто используют переносные сварочные трансформаторы, сварочные агрегаты и выпрямители, установленные на специальные прицепы или автомобили.
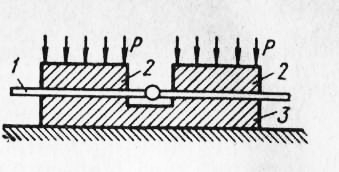
Рис. 1. Жесткое закрепление листов перед сваркой:
1 — свариваемые листы, 2 — прикладываемый груз, 3 — подкладка: Р — распределенная нагрузка При больших объемах сварочных работ используют многопостовые сварочные выпрямители, преобразователи или трансформаторы. Величину сварочного тока при этом регулируют на каждом посту балластными реостатами (при использовании постоянного тока) и дросселями (при использовании переменного тока). К источникам питания предъявляются следующие основные требования. Внешняя характеристика должна обеспечивать наилучшие условия для устойчивого протекания сварочного процесса — напряжение холостого хода должно быть в 2 или 3 раза выше напряжения дуги и при этом не должно превышать безопасных для человека значений. Напряжение холостого хода обычно равно 50…70 В. Ток короткого замыкания не должен превышать установленных пределов во избежание чрезмерного перегрева обмоток. Рис. 98. Сварочный пост для ручной сварки:
а, б — переменным током, в, г — постоянным; 1 — сеть переменного тока, 2 — рубильник, 3 — предохранитель, 4 — сварочный трансформатор, 5 — сварочные провода, 6 — зажим, 7 — электрододержатель, 8 — изделие
Рис. 100. Принципиальная схема сварного выпрямителя:
а — трехфазная мостовая, б — ше-стифазная с уравнительным дросселем
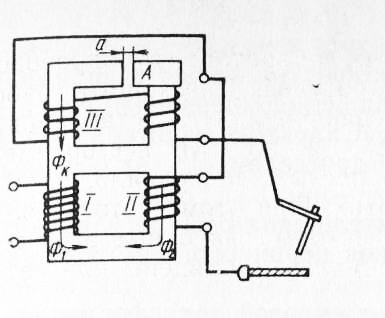
Сварочные трансформаторы широко применяют для дуговой сварки на переменном токе, чему в значительной степени способствует простота их изготовления и высокая надежность в эксплуатации. В зависимости от способа регулирования режима сварки различают трансформаторы с нормальным и повышенным магнитным рассеиванием. Регулирование силы сварочного тока производят секционированием первичной или вторичной обмоток или же изменением расстояния между первичной и вторичной обмотками. В трансформаторах с магнитным шунтом А силу тОка регулируют изменением положения шунта, за счет чего достигается изменение воздушного зазора а в дополнительном магнитопроводе. Увеличение размера зазора в этом магнитопроводе приводит к уменьшению магнитного потока Фк и, следовательно, к возрастанию силы сварочного тока, и наоборот. Сварочные выпрямители состоят из трансформатора и блока селеновых или кремниевых вентилей. Сварочные выпрямители подразделяют на одно- и многопостовые. Однопостовые выпрямители типа ВСС, ВПС и ВД имеют силовой трехфазный трансформатор Тр с повышенным магнитным рассеиванием. При соединении обмоток трансформатора «звезда — звезда» выпрямители работают в диапазоне малых токов, при соединении «треугольник — треугольник» — в диапазон больших токов. Плавное регулирование внутри каждого диапазона обеспечивается изменением расстояния между первичными и втс? ричными обмотками трансформатора. Силу тока у выпрямителей типа ВС регулируют уравнительным дросселем Др, включенны. в сварочную цепь.
Рис. 2. Схема трансформатора с совмещенной реактивной катушкой:
обмотки: I — первичная, II — вторичная, III — шунтирующая
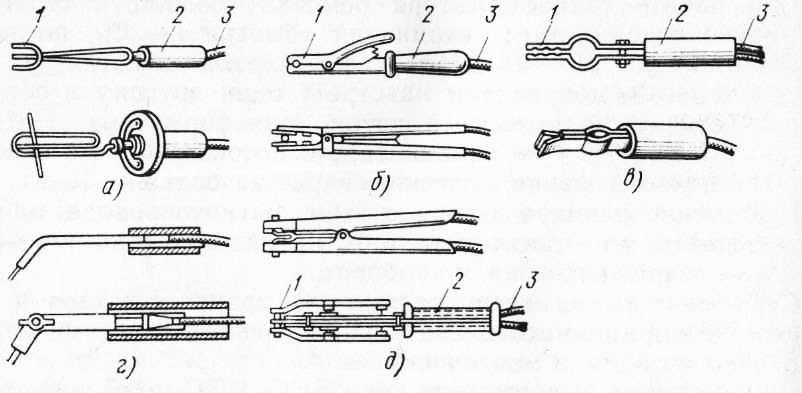
Универсальные сварочные выпрямители типа ВСУ регулируютс ступенчато переключением числа витков первичных обмоток трансформатора и дросселем. Многопостовые выпрямители имеют силовой трансформатор нормальным магнитным рассеиванием и выпрямительный блок Ток на каждом посту регулируется балластными реостатами типа РБ у выпрямителей типа ВКСМ и ВДМ; балластными реостатам^ типа РБГ и разделительными стабилизирующими дросселями выпрямителей ВМГ и ВДГМ. Инструменты, оборудование, сварочные провода. Инструменты электросварщика: электрододержатель, щиток или маска, молоток с зубилом, стальная щетка, металлические клейма для маркировки сварных швов и ящик или сумка для хранения и переноск^ электродов и инструмента. Электрододержатель представляет собой приспособление для закрепления штучного электрода и подвода к нему тока. В электрододержателе вилочного типа электрод удерживается за счет упругого защемления; в пружинных — подпружинными пластинами; в зажимных —двумя упругими пластинами; в безогарковых— приваривается к торцу стержня электрододержателя. Двухэлектродные электрододержатели по конструкции аналогичны пружинным и обеспечивают одновременное закрепление двух электродов.
Рис. 3. Электрододержатели для ручной дуговой сварки:
а — вилочные, б — пружинные, в — зажимные, г — безогарковые, д — двух-электродные; 1 — зажимные губки для электрода, 2 — рукоятка, 3 — электрический провод
Электрододержатель должен удовлетворять следующим требованиям: быть легким (не более 0,5 кг) и удобным в обращении; иметь надежную изоляцию; не нагреваться при работе и обеспечивать наиболее полное расплавление электрода; обеспечивать быстрое и надежное закрепление электрода в удобном для сварки положении; его зажимное устройство должно действовать без больших усилий как при закреплении электрода, так и при его смене; присоединение сварочного провода к стержню держателя должно быть прочным и обеспечивать надежный контакт. Щитки и маски применяют для предохранения глаз и кожи лица сварщика от вредного влияния электрических лучей и брызг расплавленного металла. Их изготовляют из легкого токонепро-водящего материала (фибры, спецфанеры). Масса щитка или маски не должна превышать 0,6 кг. За процессом сварки наблюдают через светофильтры. Для предохранения от брызг металла светофильтры закрывают прозрачным стеклом. Сварочные провода выбирают в зависимости от назначения и силы тока. Ток от силовой сети подводится к сварочным аппаратам по проводам ПРН и ПРГН, от сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу ПРГ, АПР или ПРГД с резиновой изоляцией. Длина проводов от сварочных аппаратов к рабочему месту должна быть не более 30…40 м, так как при большей длине проводов напряжение в них падает, что приводит к уменьшению напряжения дуги. К электродвигателю должен быть подключен гибкий медный провод ПРГД длиной не менее 3 м. Реклама:Читать далее:Контроль качества сварных швов и соединенийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|