|
|
Категория:
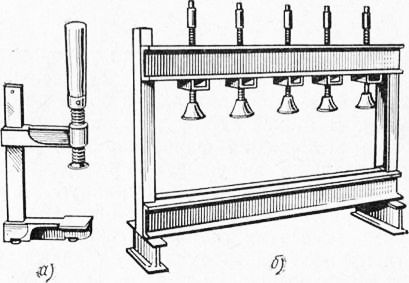
Фанеровальные работы Сжатие посредством струбцин — это простейший вид запрессовки. Для фанерования можно использовать как обыкновенные столярные струбцины, так и хомутовые. Запрессовка при помощи обыкновенных столярных струбцин примитивна и возможна только при фанеровании небольших деталей и ремонтных работах. Металлическая столярная струбцина (рис. 1, а) состоит из угольника и переставного плеча с винтом, который позволяет быстро установить струбцину на требуемую высоту захвата.
Рис. 1. Винтовые металлические струбцины:
а — столярная, б — хомутовая
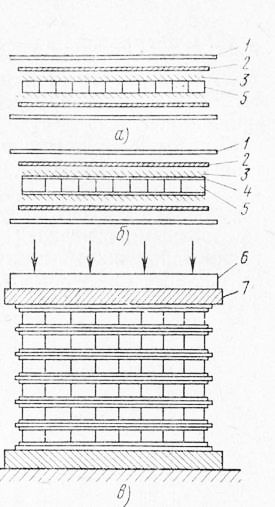
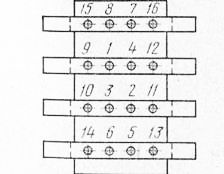
Хомутовая струбцина (рис. 1, б) представляет собой прямоугольную металлическую раму с винтами в верхней балке. Фанерование в один слой, когда чистовые облицовки наклеивают непосредственно на обе стороны основы, выполняют в струбцинах за один прием, а двухслойное фанерование—-за два приема: сначала наклеивают на обе стороны основы черновые облицовки (лущеный шпон), выдерживают деталь до полного высыхания, затем подготавливают ее под лицевое фанерование обычным способом и наклеивают на черновые облицовки строганый шпон. Схема формирования пакетов при фанеровании показана на рис. 2, а, б. Технологический процесс фанерования в хомутовых струбцинах состоит в следующем. Подняв винты струбцин, устанавливают на одном уровне нижние опорные балки и на них укладывают цулагу (плиту), размеры которой по длине и ширине должны быть несколько больше размеров фанеруемых щитов. Потом вручную или на клеенаносящих станках наносят клей на обе стороны фанеруемого щита и накрывают их облицовками из шпона. На цулагу кладут металлическую про- кладку, на нее сформированный пакет, который накрывают второй прокладкой, затем подготавливают другой пакет и т. д., до полного формирования пачки. Пачку уложенных пакетов накрывают второй дулагой, поверх нее под каждый поперечный ряд винтов накладывают бруски и приступают к завинчиванию винтов. Схема сформированной пачки показана на рис. 2, в. Необходимо следить за тем, чтобы в пачке все пакеты располагались точно один над другим, без свесов, иначе на краях деталей шпон не приклеится. Завертывают винты, начиная с середины, и постепенно переходят к краям, чтобы обеспечить свободный выход излишка клея. Хомутовые струбцины устанавливают на расстоянии 300—400 мм одна от другой в зависимости от толщины (45—60 мм) применяемых цулаг.
Рис. 2. Схема формирования пакетов при фанеровании:
Во избежание прилипания клея к цулагам их олифят или натирают парафином. Металлические прокладки можно заменить листами фанеры и бумаги. Последнюю применяют во избежание склеивания фанеры с облицовкой щита в случае просачивания клея.
Рис. 3. Схема установки хомуто-вых струбцин и порядок завертывания винтов: 1 — 16 — винты
Реклама:Читать далее:Фанерование в винтовых прессахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|