|
|
Категория:
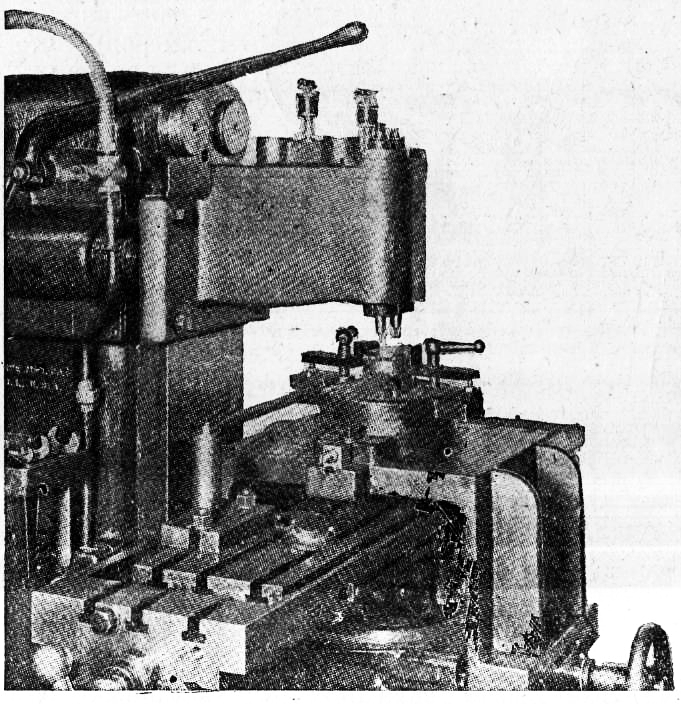
Проектирования технологических процессов Далее: Особые случаи фрезерования Не останавливаясь на процессах фрезерования мелких деталей в небольших количествах (так как в этих случаях вопрос сведется к .использованию обычного фрезерного станка и к приспособлению, обеспечивающему лишь правильную установку и зажим детали), перейдем к более или менее высокопроизводительным методам фрезерования данной группы деталей. На рис. 202—202а дан пример такого метода фрезеровки торцев крышки шатуна на станке «Duplex» 48” Cincinnati.
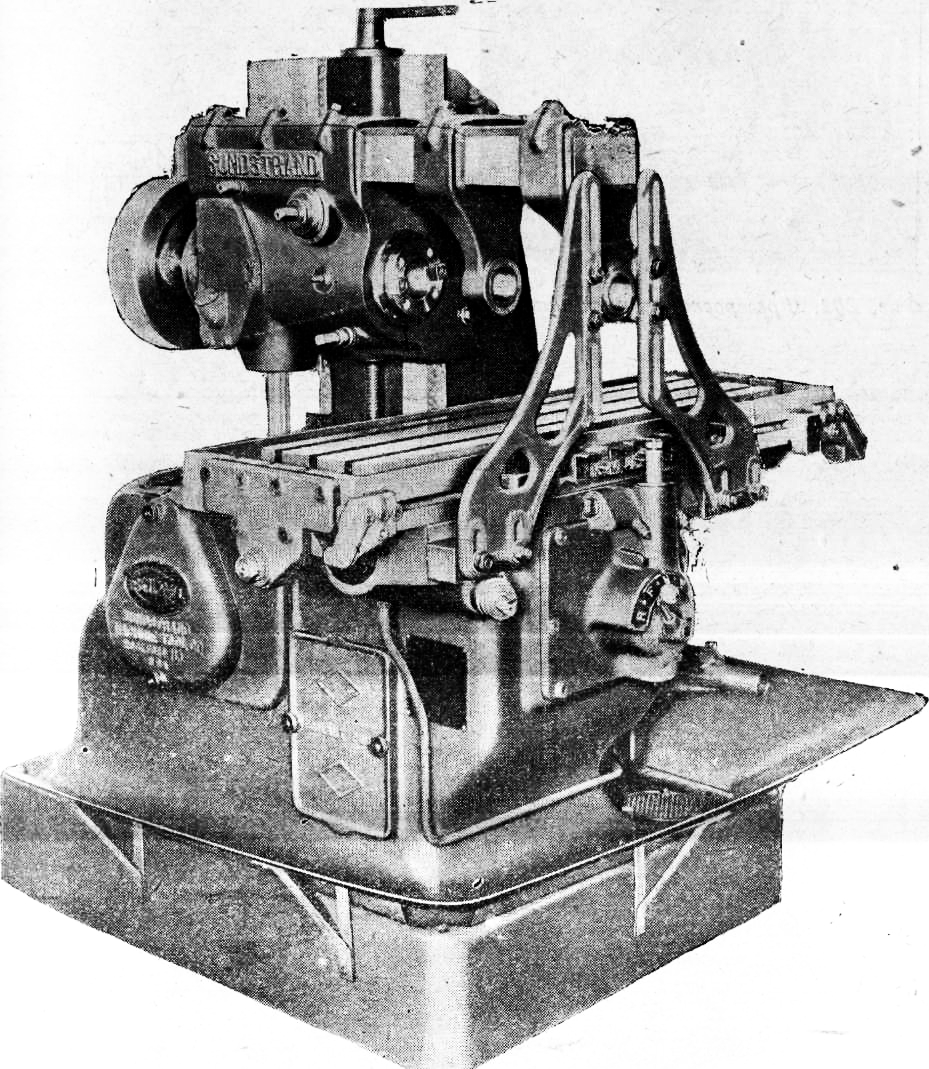
Рис. 1. Продольно-фрезерный станок Rigidmil-Sundstrand с гидравлической подачей. Быстродействующий зажим приспособления, одним рычагом зажимающий крышки одновременно, поворотный стол, применение, большого диаметра, фрезерных головок (дающее возможность работать с большой подачей в минуту) и автоматизированные движения стола (быстрый подвод деталей к фрезам, рабочая подача и затем быстрое возвращение назад) — дают производительность до 300 шт. в час (данные фирмы).
Рис. 2. Фреаеровка крышек шатуна.
Рис. 3. Фреаеровка стержней коробки скоростей. На рис. 3 показана фрезеровка на специализированном станке. Rigidmil-Sundstrand Mch. Сo стержней коробки скоростей (фрезеровка пазов для защелки).
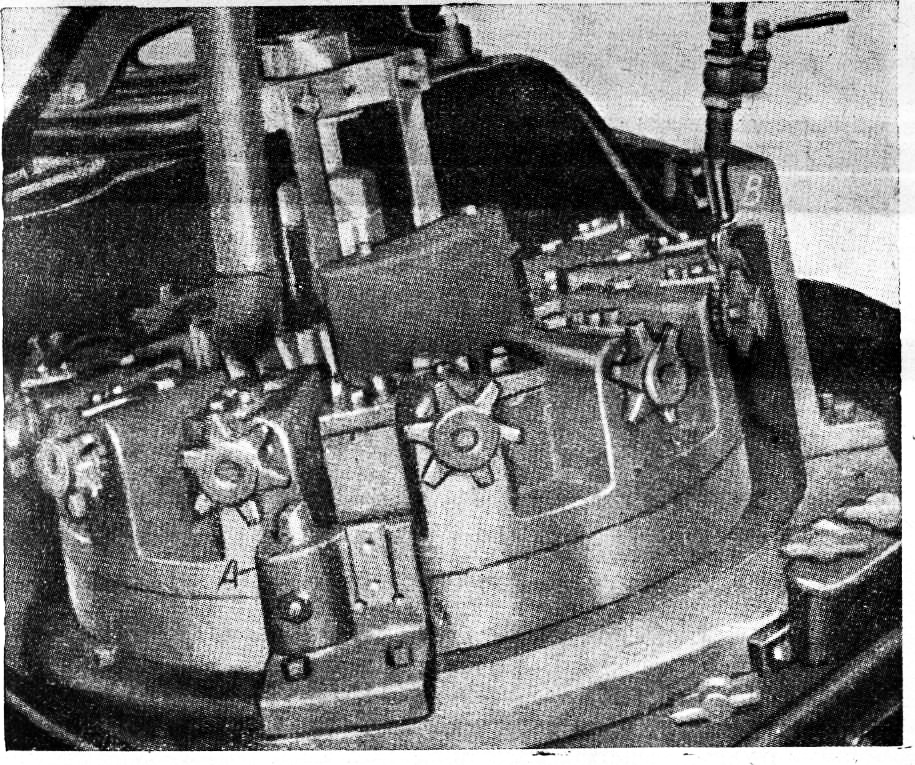
Рис. 4. Фрезеровка дверных петель. Станок снабжен вертикальным шпинделем и непрерывно вращающимся приспособлением.
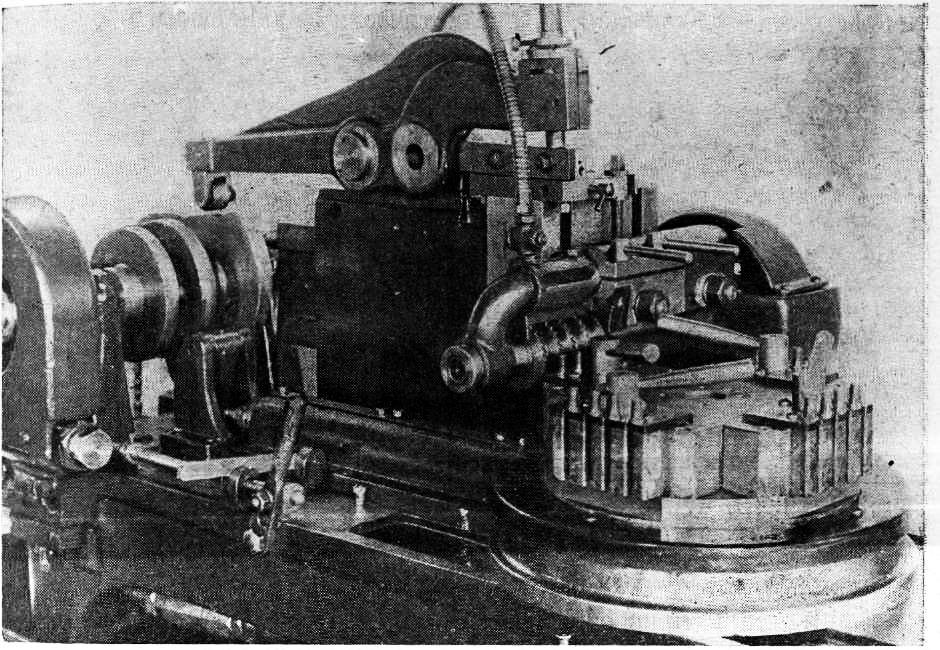
Рис. 5. Фрезеровка крыльев амортизатора. Производительность — 300 шт. в час (без вычета потерь времени). Материал: сталь 0,15—0,20 °С. Число оборотов — 85 в минуту. Подача в минуту — 250 мм. Скорость резания — 33,5 м/мин. Глубина резания — 4 мм. Время обработки — 12 сек. Станок представляет собой как бы полуавтомат непрерывное фрезерования.
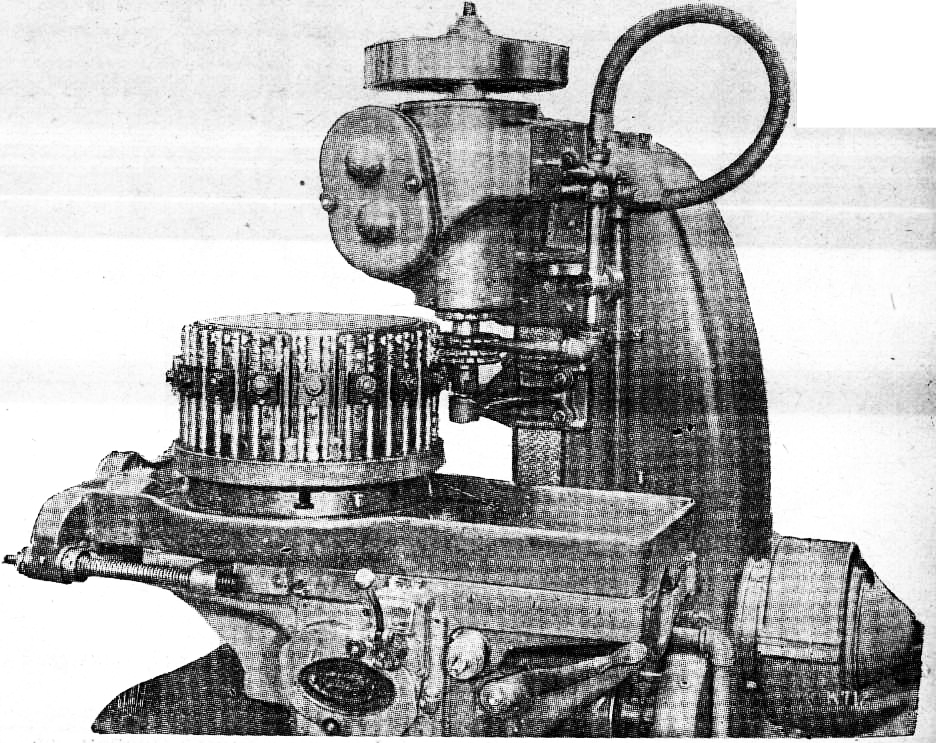
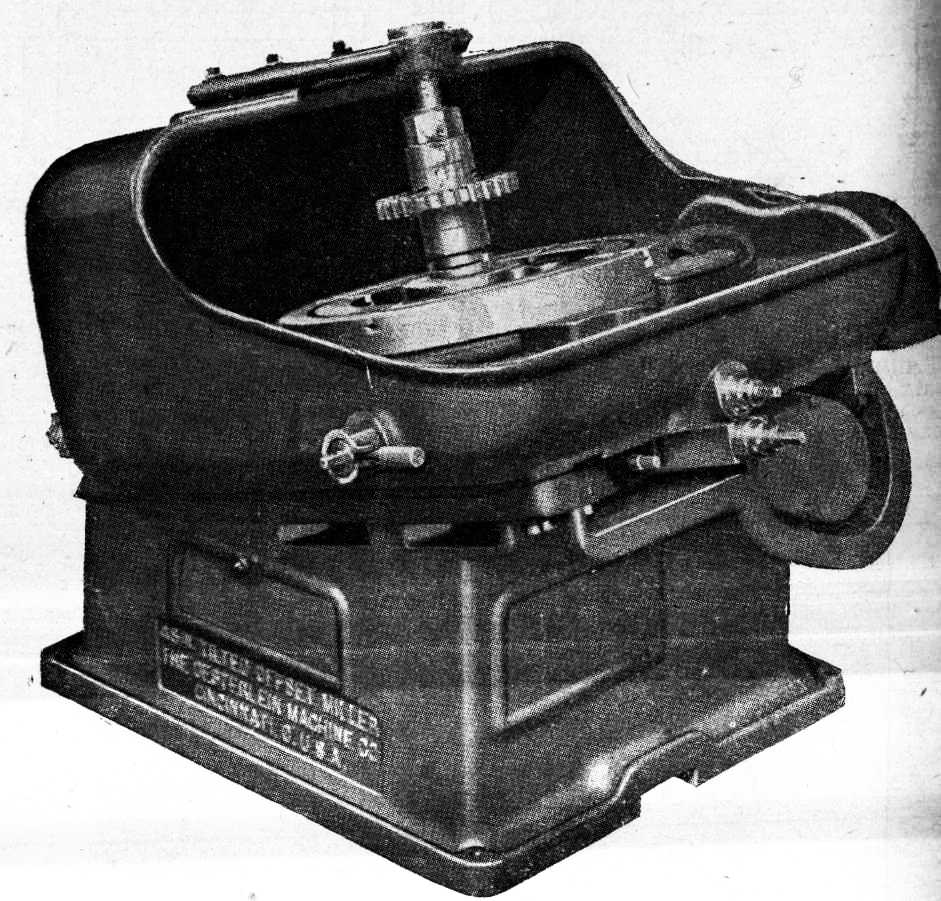
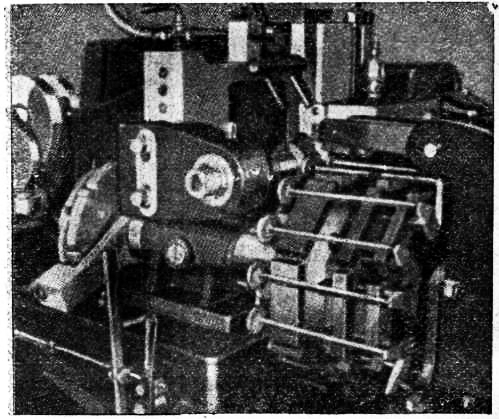
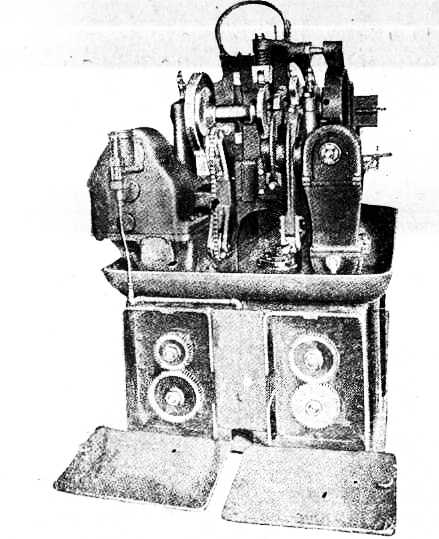
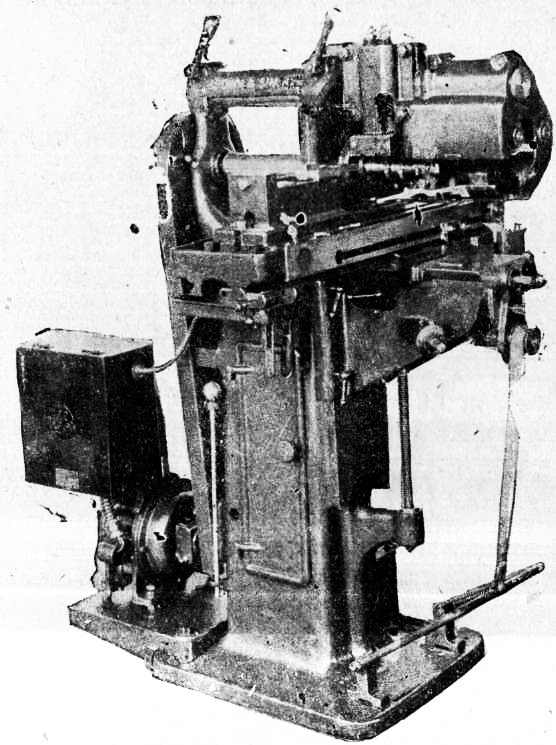
Рис. 6. Фрезерный станок фирмы Oesterlein. Еще более интересный пример того же порядка дан на рис. 4 — фрезеровка петель дверей автомобильного кузова на станке Cincinnati. Весьма сложное быстродействующее приспособление зажимает одним (верхним) рычагом сразу 8 деталей (4 в наклонном положении и 4 — в горизонтальном), снабжено выталкивателями деталей (для быстрого освобождения гнезд), работающими от двух рычагов, расположенных на боковых сторонах присго> соблений. Эти устройства и автоматизированные движения стола дают па данной детали производительность до 700 шт. в час (по данным фирмы). Приведенные примеры не представляют собой еще пределов до-стигаемой производительности. На рис. 205 изображен пример фрезеровки крыльев гидравлического амортизатора (на фигуре видны эти детали с правой стороны) па станке Tilted Offset Miller 28” — Oesterlein Mch. Co. Автоматически зажимающее и отжимающее приспособление (при помощи видных на рисунке звездочек и пеподвижиых кулаков—А и В), большого размера фрезерная головка, близкое расположение деталей друг к другу и применение непрерывного «эксцентрического» способа фрезерования дает возможность достигнуть производительности 740 шт. в час (по данным фирмы).
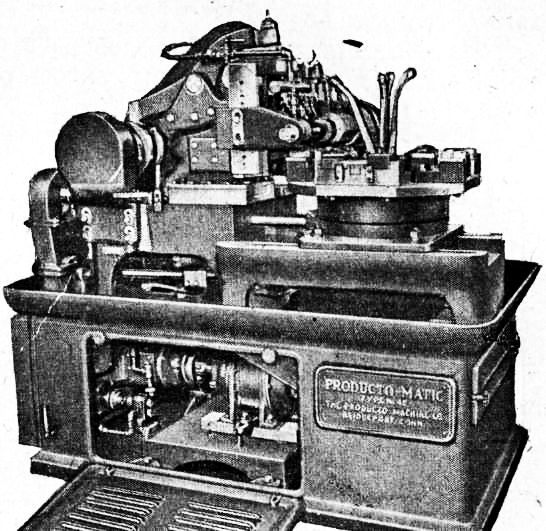
Рис. 7. Фрезерный станок фирмы Produoto-Matio Mch. Сo. Конструкция зажима аналогична с приведенными ранее примерами обработки на таком же станке. Надо сказать, что этот тип станка наиболее пригоден для фрезерования в большом количестве сравнительно мелких и простых по форме деталей. Еще более высокопроизводительные методы фрезе10вания мелких деталей могут быть осуществлены на станках: «Producto-Matic» — The Producto-Mch. Сo. На рис. 7 изображен пример фрезеровки прорезов па концах небольшого размера валиков. Обработка производится одновременно – 4 шт., зажимаемых сразу одной рукояткой. Благодаря автоматичности (и быстроте) движений станка за исключением постановки и выемки деталей (поворотный стол может поворачиваться также автоматически) и надлежащему режиму резания производительность на данной операции достигается 700— 750 шт. в час. На рис. 8 показана фрезеровка прореза на тарелке клапана ца те м же станке с барабанным, автоматически зажимающим и освобождающим деталь, приспособлением и с производительностью 1200 шт. в час.
Рис. 8. Фрезеровка прореза клапана.
Рис. 9. Фрезеровка граней гаек. Далее приведем показательный пример фрезерования шестигранника (рис. 9) на том же станке. Поворотное приспособление (автоматическое) несет шесть деталей — из них 3 фрезеруются одновременно 6 фрезерами на двух параллельных оправках. Благодаря такому устройству за одно поступательное движение новоротного стола получается готовый шестигранник. Производительность станка на бронзовой пробке — 2” диаметром -фирма дает 280 шт. в час, т. е. 280х 6=1680 отфрезерованных поверхностей. На рис. 10 изображены передний и боковой вид станка модели № 25. Шпиндельная головка станка может скользить по вертикальным салазкам под управлением эксцентрика, помещенного на распределительном валу в задней части станка и передающего коромысла. Круглый стол станка, на котором ставится соответствующее приспособление, может поворачиваться автоматически (или вручную) на нужную долю окружности. Кроме того, этот стол может иметь и продольное движение от эксцентриков того же распределительного вала — быстрый подход к инструменту, рабочая подача и быстрое возвращение. Подача может осуществляться как движением шпиндельной головки, так и стола. Смена числа оборотов шпинделя и размера подачи достигается сменными шестернями.
Рис. 10. Фрезерный станок Мотор, передаточные шестерни и водяная помпа помещаются в станине станка.
Рис. 11. В случае необходимости шпиндельная головка или стол могут быть закреплены. На шпиндельной головке может быть установлено несколько шпинделей.
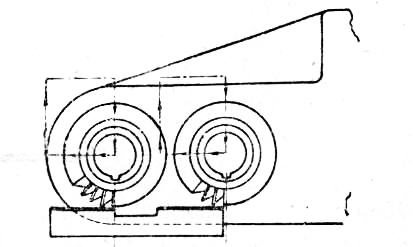
Рис. 12. Благодаря особенностям конструкции эти станки имеют весьма шрокие возможности в смысле их приспособления к фрезеровке разнообразных мелких деталей (с небольшой длиной фрезерования), с огромной производительностью. На рис. 12—16 показаны схемы различных методов работы на таких станках. На рис. 12 показан способ работы с двухшпиндельной головкой — для уменьшения длины рабочего хода.
Рис. 13.
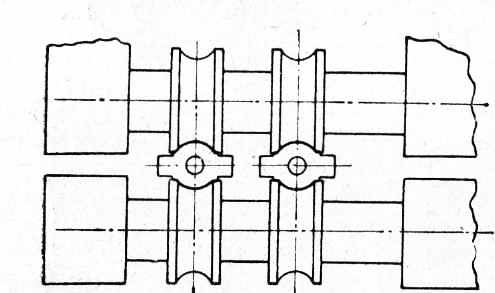
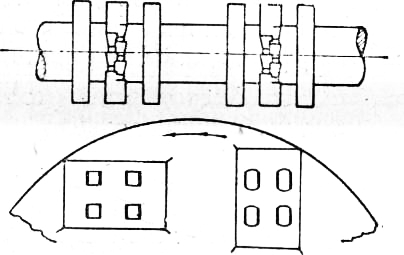
Рис. 14. Головка опускается вертикально, затем стол дает продольную подачу, далее головка поднимается быстро и стол отодвигается назад. На рис. 13 показан способ фасонной фрезеровки детали с двух сторон — путем вертикального движения головки, оборудованной двумя шпинделями. Рис. 15 дает очень интересную схему работы. Стол имеет 4 зажимных позиции; на каждой позиции зажато по 4 детали, на которых должны быть отфрезерованы квадраты.
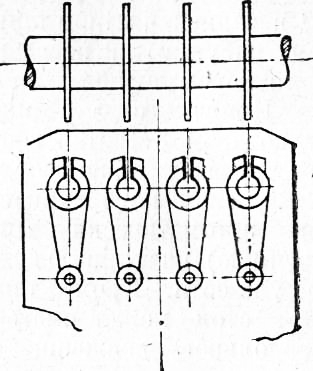
Рис. 15.
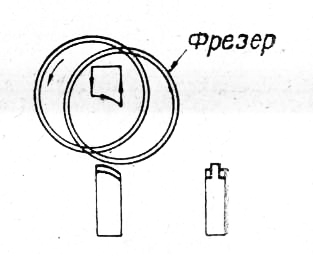
Рис. 16. При каждом продольном движении стола 4 детали на одной позиции отфрезеровываются по двум сторонам квадрата, а при следующем повороте стола на х/4 окружности будут отфрезерованы 2 оставшиеся стороны квадратов всех 4 деталей данной позиции. Таким образом при каждом повороте стола снимаются 4 отфрезерованных квадрата. На рис. 16 показана схема получения кривой поверхности. Действительно, комбинируя вертикальное движение головки и горизонтальное — стола, мы можем получить кривую фрезером на обрабатываемом изделии. В качестве примера более сложного фрезерования этой группы приведем получение концентрических пазов в угунной крышке. Операция поставлена на горизонтал но-фрезерном станке малого размера фирмы Brown & Sharpe с применением специальной двухшниндельной вертикальной головки. Инструмент — двухзубый торцевой фрез.
Рис. 17. Фрезеровка круглых пазов. Обращаем внимание на оригинальный привод в движение от стола станка вращающейся части приспособления при помощи шатунного механизма. Само же вращающееся приспособление укреплено на мостообразной коробке, стоящей непосредственно на консоли станка, имеющей в данной операции лишь вертикальное движение (для вхождения фрез в металл детали). Подача — 3,3” в минуту. Число оборотов—1600 в минуту. Производительность — 105 шт. в час (данные фирмы). В отношении выбора метода обработки по данной группе деталей также можно сделать некоторые общие выводы. При больших числах программы (мелкие детали большей частью требуются в значительных количествах на одну машину) выбор метода сводится прежде всего к конструкции приспособления, позвошлющего вести одновременную обработку возможно большего числа деталей и сводящего к минимуму вспомогательное время путем введения скородействующих зажимов, выталкивателей, поворотных столов и пр. В некоторых случаях оказывается необходимым применение специальных одно- или многошпиндельных головок, если этого требует форма детали или их комбинирование на приспособлении. В отношении выбора оборудования здесь надо сказать (как это видно из приведенных примеров), что применение сложных, специализированных станков нужно только при очень высоких числах заданий, так как и обычпые фрезерные станки высокой производительности могут очень часто дать при соответствующем приспособлении на данной детали нужную производительность. Тем более, что фирмы могут всегда снабдить таковые станки довольно простыми дополнениями для специализирования станка. В случаях очень больших программ хорошо решают задачу полуавтоматические фрезерные станки , указанных выше типов, хотя их стоимость надо признать высокой. Станков же специального назначения для рассматриваемой группы деталей, как правило, совсем не применяют или применяют весьма редко. Помимо приведенных (в примерах) фрезерных станков, можно указать как на весьма типичные для данной группы работ станки моделей «OY», и др. фирмы Brown & Sharpe. Эти станки небольшого размера имеют автоматизированное движение стола (или подвод стола от педали) и, будучи снабжены нужной головкой и приспособлением, дают довольно высокую производительность по мелким деталям. Что же касается специализированных, полуавтоматических фрезерных станков для мелких деталей, то типичными (и почти единственными в настоящее время) будут приведеные выше станки: Tilted Offset Miller — Oesterlein Mch. Co и Producto-Matic — The Producto Mch. Co.
Рис. 18. Фрезерный станок фирмы Brown & Sharpe (Mch.OY). Кроме того, в последнее время выпущен полуавтомат для комбинированной обработки мелких деталей фрезерованием и сверлением Mill-Drill-Matic фирмы The Ampco Twist Drill Co. Эти полуавтоматы часто ставятся для таких деталей как вилочки тяг и пр., при больших программах. В Германии можно найти лишь станки типа американского станка «OY» Brown & Sharpe. В соответствии с видом и размерами этой группы деталей здесь большей частью применяются двух- и трехсторонние фрезы па оправке или же торцевые фрезы небольших диаметров. Надо заметить, что при мелких фрезерованиях — узкие и короткие пазы, скосы и пр. — бывает очень часто выгодно пользоваться ручными фрезерными станками типа, изображенного на рис. 19. Здесь вертикальное перемещение шпинделя и продольное движение стола могут производиться рычагом от руки (помощью шестеренки и зубчатой рейки). Конечно, при очень больших программах этот метод работы не всегда можно одобрить, но тем не менее при определенных размерах задания и формы деталей такой метод может оказаться наиболее Целесообразным. Реклама:Читать далее:Особые случаи фрезерованияСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|