|
|
Категория:
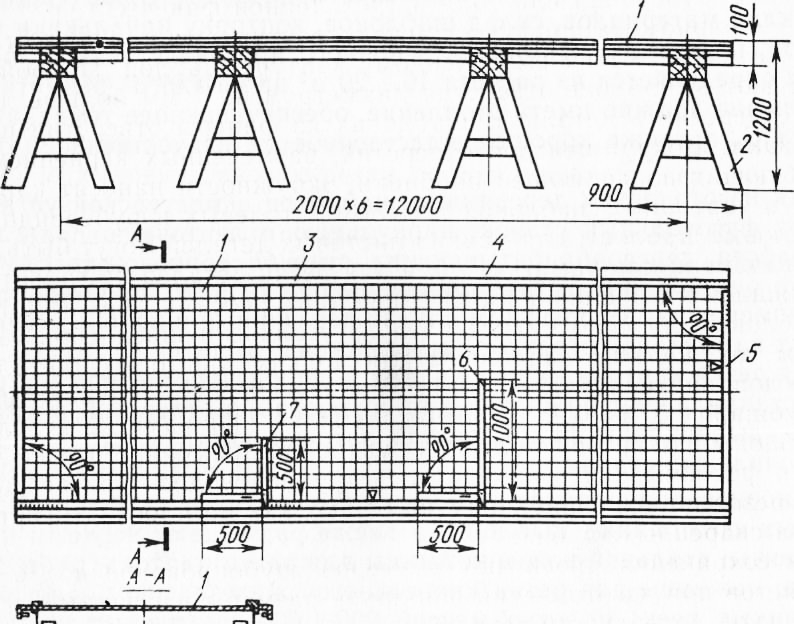
Сборка металлоконструкций Далее: Механическая резка Для изготовления сборочной детали на поверхность металла наносят контур детали, центры отверстий, линии гибов. Процесс вычерчивания детали в натуральную величину на поверхности металла называется разметкой. Центры отверстий делают на линиях (рисках), нанесенных на поверхность металла чертилкой. Чертилки изготавливают из стальной проволоки диаметром 5…7 мм. Рабочую часть чертилки (острие) выполняют из победита или другого сверхтвердого сплава. Процесс переноса контуров детали, центров отверстий, вырезов с помощью шаблона на металлопрокат называется наметкой. Для изготовления одинаковых деталей пользуются шаблоном. Он представляет собой деталь в натуральную величину, изготовленную из картона, фанеры, жести, рубероида, дерева. Для наметки детали шаблон накладывают на поверхность металла, прочерчивают чертилкой или мелом по периметру шаблона линии контура детали, набивают кернером центры отверстий. Шаблоны изготовляют в разметочной мастерской, которая входит в состав цеха обработки. Разметочная мастерская включает производственное помещение, склад материалов, склад шаблонов, конторку начальника мастерской, раздевалку. Площадь основного производственного помещения определяется из расчета 16…20 м2 на каждого разметчика. Помещение должно иметь отопление, обеспечивающее температуру 16…18 °С, а также хорошее естественное и искусственное освещение. Для изготовления деревянных шаблонов в мастерской устанавливают фуговальный станок, циркульную и ленточную пилы. Так как работа деревообрабатывающих станков сопровождается шумом, то они должны быть изолированы от основного производственного помещения, в противном случае деревянные шаблоны заготавливают в отдельной столярной мастерской. Для резки картона, фанеры и жести в производственном помещении устанавливают ножницы; для образования отверстий в шаблонах — дыропробивной пресс; для заточки инструмента — нажда-ный точильный станок. Основное обрудование мастерской — разметочные столы, на которых изготовляют шаблоны, а также размещают чертежи к инструменты: стальной нож и ножницы для резки картона, рубероида и толя; ножницы для резки кровельного железа; пилу для резки деревянных реек; молотки массой 200.. .600 г; отвесы и стальные струны диаметром 0,5.. .1 мм; графитные и цветные карандаши для вычерчивания и маркировки шаблонов; шнуры для нанесения меловых линий на поверхность металла. Разметочный стол может быть обрудован на одно или два рабочих места. Поверхность стола представляет собой стальной лист 1 толщиной 12…16 мм, шириной 1800.. .2000 мм, который уложен на деревянные козелки 2 высотой 1200 мм, установленные через 2000 мм. На поверхности стального листа нанесена координатная сетка с размерами сторон квадрата 100 мм. В разметочных мастерских изготовляют шаблоны, которые различают по видам применяемых материалов (толстолистовая сталь, дерево, фанера, картон, рубероид или толь, листовая сталь толщиной 0,4…1,75 мм), по размерам и форме деталей (мелкие, большие, листовые, линейные, фасонные), по видам технологических операций (наметка, сверление, кислородная резка, холодная и горячая гибка, вальцовка,сборочные работы). Шаблоны из листовой стали, изготовляемые из того же металла, что и деталь, называют натуральными. Натуральные шаблоны предназначаются для пакетного сверления отверстий без наметки в фа-сонках массой не более 20 кг. Во избежание разработки отверстий натуральный шаблон рекомендуется использовать не более 5 раз. При сверлении большего количества деталей следует использовать в качестве шаблонов детали, просверленные в первых пакетах. Шаблоны в этом случае могут служить как обычные детали.
Рис. 1. Разметочный стол на два рабочих места:
1 — стальной лист, 2 — козелки, 3, 5 — продольный и поперечный уголки, 4 — деревянная планка, 6, 7 — угольники
Контурные линии листовых деталей наносят чертилкой и по ним набивают керны глубиной 2 … 3 мм через 200…300 мм, что обеспечивает контроль за качеством резки деталей. Реечные шаблоны из дерева служат для наметки деталей длиной больше 1000 мм из уголков, швеллеров и двутавровых балок. На шаблонах карандашом наносят обрезы, центры отверстий, вырезы и т. д. При наметке рейку укладывают рядом с деталью и с помощью угольника переносят размеры с реечного шаблона на детали. Для наметки нескольких деталей риски и знаки на рейки наносят разными цветными карандашами. Шаблоны из картона, толя, рубероида и фанеры служат для наметки мелких листовых деталей площадью не больше 0,5… 1 м2, массой до 20… 30 кг и деталей длиной до 1000 … 1500 мм из уголков и швеллеров. Шаблоны изготовляют из плотного картона толщиной 1,5…3 мм, рубероида или толя и трехслойной фанеры. На выбранном материале размечают контур детали и центры отверстий и вырезают по вычерченному контуру шаблон. Пробойником делают в шаблоне отверстия диаметром на 1 мм больше диаметра отверстий в детали. В шаблонах из фанеры отверстия просверливают. Вокруг центров отверстия, размеченных кернением и не требующих последующей пробивки, окружности наносят карандашом в картонных шаблонах и мелом в толевых и рубероидных. Листовые шаблоны для мелких листовых деталей могут быть использованы как для наметки, так и для резки деталей на гильотинных ножницах и продавливания отверстий прессами без наметки. Шаблоны для коротких деталей из уголков и швеллеров изготовляют так же, как и шаблоны для мелких листовых деталей. Только дополнительно по граням уголков и швеллеров делают надрез глубиной 0,5 мм для перегиба шаблона при наметке деталей. Шаблоны из картона, толя или рубероида применяют также для наметки фасонных листовых деталей трубопроводов (разверток). Линии резов по этим шаблонам намечают как на плоских листах, так и на сваренных трубах. Для сохранения проектных размеров трубопроводов после изгиба листов при изготовлении шаблонов размеры рассчитывают по нейтральной поверхности деталей. Комбинированные шаблоны предназначены для наметки длинных деталей из уголков, швеллеров, двутавровых балок и универсальной листовой стали при групповом расположении отверстий. Комбинированные шаблоны состоят из деревянных реек и планок с отверстиями. Планки делают из фанеры и жести.
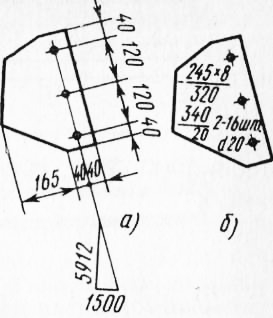
Рис. 2. Шаблон для мелких листовых деталей:
а — сборочная деталь, б — шаблон
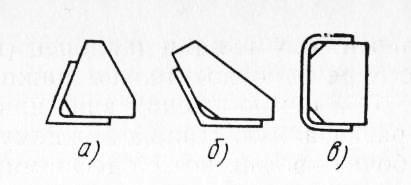
Рис. 3. Шаблон для контроля гнутых деталей:
а — смалковки, б — размалковкн. в — поперечного сечения гнутых профилей
Шаблоны для контроля гнутых деталей предназначены для проверки гнутых цилиндрических и конических поверхностей, смалкованных и размалкованных уголков, холодногнутых элементов, а также для наметки отверстий в гнутых деталях после их гибки. Шаблон для проверки углов смалковки и размалковки, а также правильности поперечного сечения холодногнутых элементов изготовляют из тонколистовой стали, шаблоны для контроля цилиндрических поверхностей — из досок длиной по дуге не менее 1,5 м. Готовые картонные и деревянные шаблоны маркируют химическим карандашом, металлические — чертилкой или масляной краской. Маркировка включает номера заказа и чертежа, обозначение сборочной марки детали, размер и количество деталей, диаметр и количество отверстий. Шаблон может быть выдан в работу только после того, как на нем распишется исполнитель разметки и бригадир разметчиков (контролер). Маркировку деталей и полуфабриката наносят кистью без трафарета белилами или карандашом. Марку стали и номер плавки (если требует чертеж) выбивают буквенно-цифровыми клеймами, обводят белилами и также ставят клеймо разметчика. Правильность нанесения маркировки удостоверяется клеймом работников ОТК. Реклама:Читать далее:Механическая резкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|