|
|
Категория:
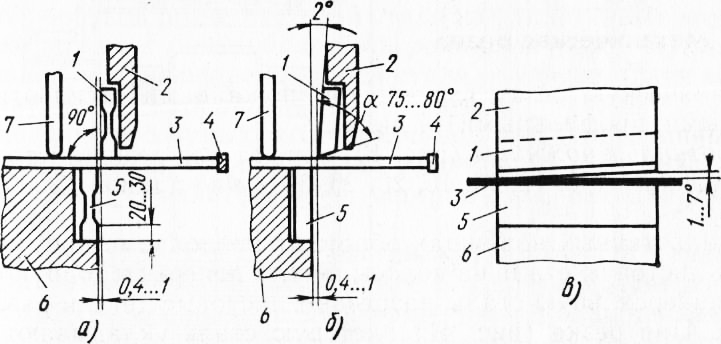
Сборка металлоконструкций Далее: Кислородная резка Механическую резку выполняют ножницами (гильотинными, уголковыми, профильными) и пилами. Гильотинные ножницы служат для резки листовой стали толщиной 4, 6, 12, 14, 16, 20, 25, 32 мм и длиной 2000, 3150у 3200 мм. На гильотинных ножницах обрезают продольные кромки и распускают листовую сталь на полосы, режут поперек и торцуют листовую и универсальную сталь, разрезают листовые детали различного размера. При резке листовую сталь укладывают между верхним и нижним ножами, совмещают линию реза на поверхности листа с кромкой ножей. Для этого над верхними ножами установлена лампа, создающая тень от режущей кромки верхнего ножа, которая должна совмещаться с линией реза. Верхний нож у гильотинных ножниц наклонен (в плоскости реза) относительно нижнего на 1 … 7° и при движении вниз прижимает разрезаемую сталь к нижнему ножу. Рабочие кромки ножей деформируют и сминают металл, так как смежные вертикальные плоскости верхнего и нижнего ножей устанавливают с зазором 0,4 … 1 мм. Большие зазоры необходимы для резки более толстого листа. При зазорах больше рекомендованных на кромках листовой стали появляются заусенцы, а при меньших —увеличивается трение ножа о разрезаемую сталь. Для уменьшения трения в верхнем и нижнем ножах делают пазы или верхний нож устанавливают с небольшим наклоном относительно вертикальной плоскости. При затуплении режущих кромок ножей с пазами их переворачивают, используя все четыре режущие кромки.
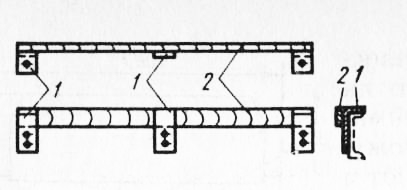
Рис. 1. Комбинированный шаблон:
1 — планки. 2— деревянные рейки
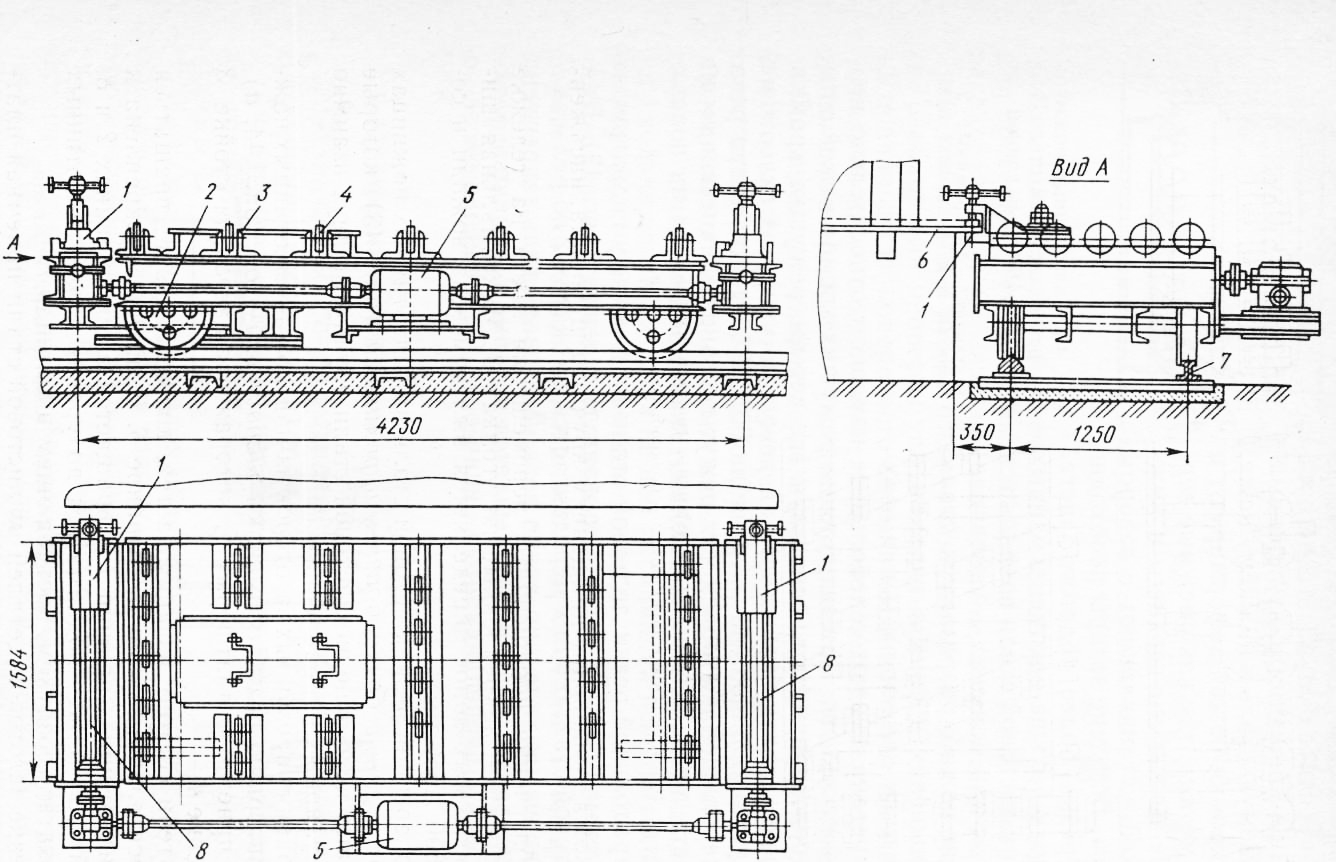
Листовые детали больших серий режут по упору гильотины, который устанавливают на расстоянии 60. ..1250 мм от линии реза. Детали небольшой повторяемости режут по линиям, нанесенным на поверхность листа, или по шаблонам, накладываемым на поверхность листа. Для продольной резки листовой стали на полосы у гильотинных ножниц устанавливают механизированную тележку. Вместе с листовой сталью она передвигается на скатах по рельсам вдоль ножниц параллельно линии реза. Листовая сталь закреплена на тележке захватами и перемещается винтами с помощью электродвигателя перпендикулярно линии реза. Совмещение рисок с кромкой ножа производят вращением вручную штурвала, насаженного на винт.
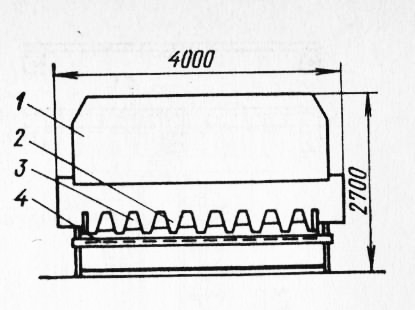
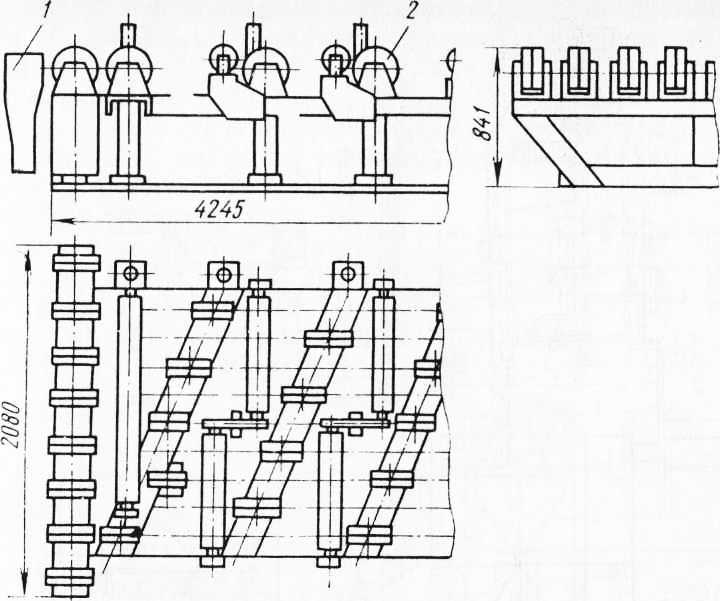
Рис. 2. Гильотинные ножницы для резки листовой стали толщиной до 16 мм и длиной до 3150 мм:
1 — станина, 2 — прижимы, 3 — верхний нож, 4 — нижний нож
Рис. 3. Схема резки листовой стали гильотинными ножницами:
а — ножи с пазами, б — наклонный верхний нож, в — наклонные ножи; 1,5 — верхний и нижний неподвижные ножи, 2—ножевая балка, 3 — разрезаемая сталь, 4 — передвижной упор, 6 — стол, 7 — прижим
Рис. 4. Механизированная тележка для резки листовой стали на полосы:
1 — захваты, 2 — скаты, 3, 6 — угловая и листовая сталь. 4 — диски, 5 — электродвигатель, 7 — рельсы, 8 — винты
Рис. 5. Стол с бочкообразными роликами:
1 — гильотинные ножницы. 2— бочкообразные ролики
Для облегчения поперечного перемещения листа на тележке имеются диски, закрепленные на уголках. Максимальная ширина разрезаемых полос определяется вылетом зева ножниц и составляет 600…650 мм. При поперечной резке листовой стали на гильотинных ножницах применяют столы с бочкообразными роликами, которые обеспечивают перемещение листовой стали вручную в двух взаимно перпендикулярных направлениях. Для подачи нарезанных заготовок из-под ножа гильотинных ножниц на повторную резку применяют шарнирный стол, имеющий приемную платформу, которая вращается на стойке и кронштейне. Кронштейн состоит из двух частей, которые могут вращаться одна относительно другой на шарнире. Стойка прикреплена к станине гильотинных ножниц и вращается в подшипниках. Приемный стол может подниматься до уровня стола гильотинных ножниц сжатым воздухом, поступающим в цилиндр. При резке заготовок деталей из листовой стали приемная платформа устанавливается с задней стороны гильотинных ножниц в положение. После резки партии заготовок приемная платформа перемещается в положение II, после чего платформа разворачивается в положение III. Далее платформа с заготовками перемещается к рабочему столу гильотинных ножниц в положение IV, откуда заготовки удобно брать для дальнейшей резки деталей.
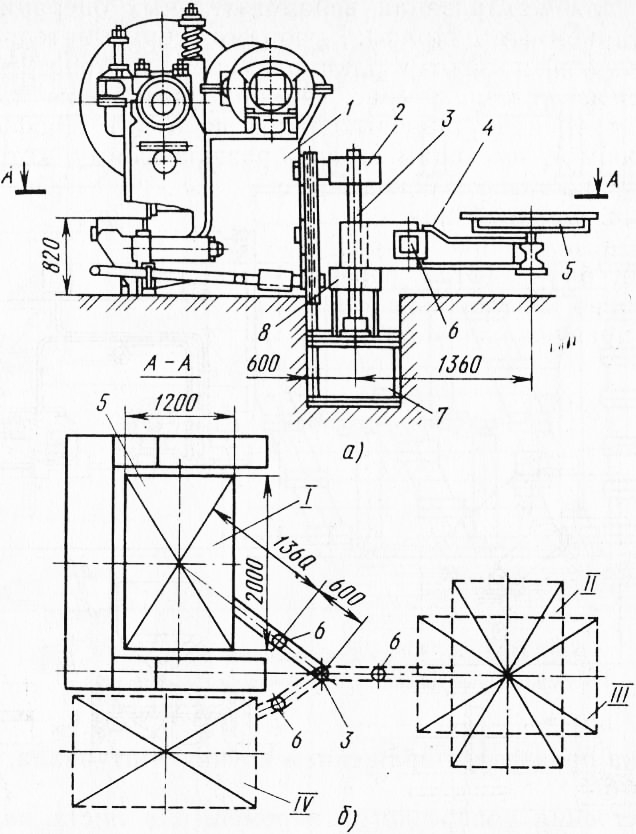
Рис. 6. Шарнирный стол к гильотинным ножницам:
а — общий вид, б — положения при резке; 1 — гильотинные ножницы, 2, 8 — подшипники, 3 — стойка, 4 — шарнирный кронштейн, 5 — приемная платформа, 6 — шарнир, 7 — цилиндр для сжатого воздуха; /—/V — последовательность перемещения приемной платформы
Уголковые ножницы служат для резки угловой стали. Обе полки уголка (вертикальная и горизонтальная) обрезаются при одновременном движении верхнего подвижного ножа по углом 45° к горизонту. Верхний подвижный и нижний неподвижный ножи имеют по две режущих кромки, расположенные под углом 90° одна к другой, которые обеспечивают одновременный рез обеих полок уголка. Гидравлическое прижимное устройство надежно зажимает уголок при резке. Ножницы для резки уголков оборудуют приспособлениями для механизации вспомогательных операций (загрузочными и приемными столами, упорами, сбрасывателями). Этими ножницами разрезают уголки размером до 250X250X28 мм. Профильные ножницы предназначены для резки швеллеров № 40 и двутавровых балок до № 40. Профиль режут верхним ножом, имеющим клинообразную форму, который проходит между нижним и боковыми ножами. Верхний нож, опускаясь вниз в положение II, разрезает стенку балки, затем, перемещаясь вправо в положение III, разрезает правую полку балки двигаясь далее влево в положение IV, разрезает левую полку балки, после чего возвращается в исходное положение I. Расстояние между боковыми ножами регулируют в зависимости от номера разрезаемого проката.
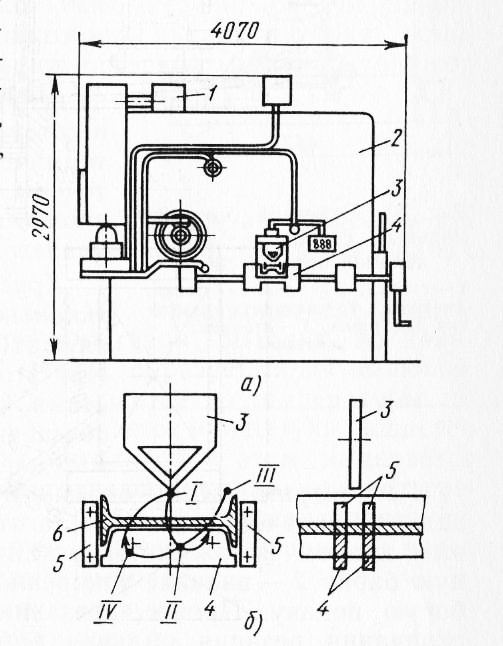
Рис. 7. Профильные ножницы:
а — общий вид, б — схема установки ножей; 1 — привод, 2 — станина, 3— 5 — ножи, 6 — разрезаемая балка, (/— IV — последовательность перемещения верхнего ножа)
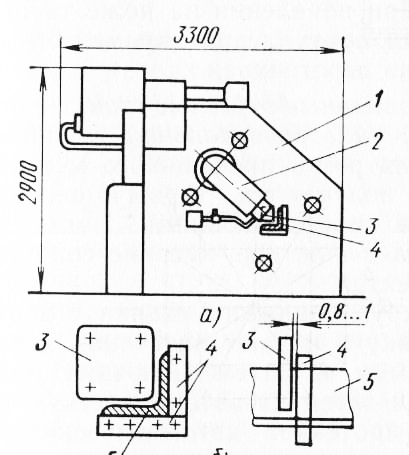
Рис. 8. Уголковые ножницы:
а — общий вид. б — схема установки; 1 — станина, 2 — ползун, 3, 4 — ножи, 5 — разрезаемый уголок
При работе на ножницах необходимо соблюдать правила техники безопасности. Перед дуском ножниц проверяют правильность положения разрезаемого листа, так как перемещать лист при включенных ножницах нельзя. Нельзя резать прокат, удерживая его на весу руками, так как лист может вырваться и нанести ранение. Перед включением ножей резчик должен убедиться в том, что лист закреплен правильно. В процессе резки нельзя очищать металл от пыли, грязи и окалины. Для очистки машину останавливают и удаляют пыль и окалину метлой или скребком с длинной ручкой. После каждого нажатия на педаль резчик снимает с нее ногу во избежание повторного включения. В процессе резки помощник резчика не должен находиться с задней стороны ножниц вблизи ползуна. Нельзя резать прокат, толщина которого больше допускаемого по паспорту. Безопасность работы зависит также от исправности ножей. Они должны быть изготовлены из инструментальной стали, термически обработаны и правильно заточены. При появлении на ноже трещин, сколов или притуплений кромок его заменяют или перетачивают. Круглопильные отрезные станки с вертикальной и горизонтальной подачей служат для резки профильного металла. При этом получаются торцы с неровностями, не превышающими 1 мм, что обеспечивает плотное касание сопрягаемых элементов. Рассмотрим работу отрезного круглопильного станка с вертикальной подачей. Заготовку подают на станок мостовым краном и зажимают механизмом. Затем включают пильную бабку — вначале ускоренно, а затем на автоматическую рабочую подачу. Процесс резания протекает автоматически. По окончании резания пильная бабка автоматически возвращается в исходное положение, заготовка разжимается и пильная бабка останавливается. Станок охлаждается смазочно-охлаждающей жидкостью (вода, мыло и кальцинированная сода). В качестве режущего инструмента на отрезных круглопиль-ных станках применяют круглые сегментные пилы. Швеллеры и двутавровые балки на отрезных станках рекомендуется располагать полками параллельно направлению подачи пилы, что сокращает время резания. Прокатные профили небольших размеров режут по нескольку штук одновременно. При работе на отрезных станках необходимо соблюдать правила техники безопасности. Пилы устанавливают и снимают в рукавицах, при этом пользуются ключами, соответствующими болтам, крепящим пилу. Нельзя ключ для закрепления пилы оставлять на станке. Все подвижные части станка ограждают. Не разрешается работать затупленными и выкрошенными зубьями. Режим резания выбирают в соответствии с таблицами. Для защиты от отлетающей стружки пользуются экранами и очками. Разрезаемый материал и режущий инструмент надежно закрепляют. Оберегают от повреждений трубки подачи жидкости в гидросистему. Не разрешается поднимать вручную детали массой более 20 кг.
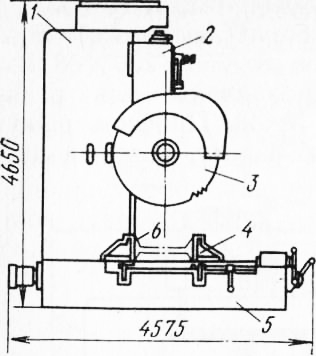
Рис. 9. Отрезной кругло-пильный станок с вертикальной подачей пилы:
1 — стойка, 2 — пильная бабка, 3 — пила, 4 — механизм зажатия заготовки, 5 — станина, 6 — заготовка
Перед включением электродвигателя выключают рычаги управления станком, при заклинивании инструмента станок немедленно выключают. Переналаживают станок, очищают, смазывают, обтирают только после его остановки. Резчик, обслуживащий станок, перед работой должен застегнуть рукава и убрать волосы под головной убор. После окончания работы станок убирают и приводят в порядок рабочее место. Реклама:Читать далее:Кислородная резкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|