|
|
Категория:
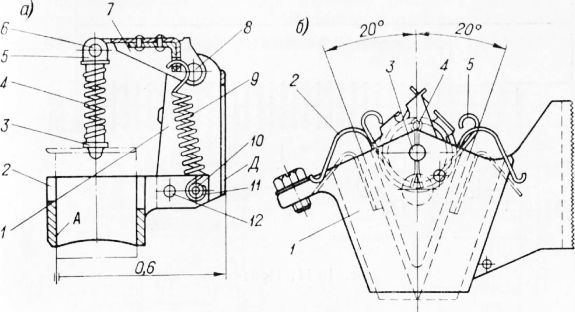
Крупные электрические машины Далее: Сборка траверс В крупных машинах применяются в основном два типа щеткодержателей: Конструкция щеткодержателя типа ДГ показана на рис. 1, а; щеткодержатель типа ДДС изображен на рис. 1.
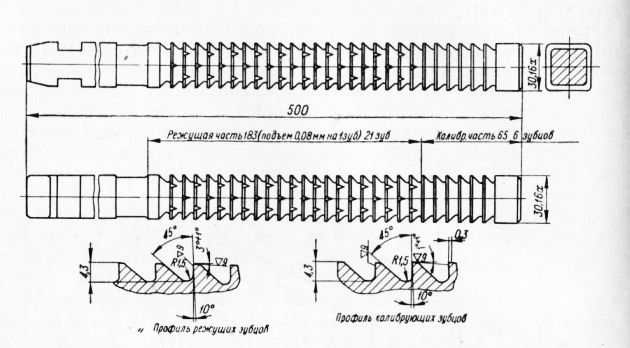
Рис. 1. Конструкция щеткодержателей: Изготовление корпусов щеткодержателей Корпусы щеткодержателей отливаются в прессформах на специальных машинах для литья под давлением из латуни марки ЛK.80-3. Механическая обработка корпусов состоит в опиловке заусенцев, литейных облоев и подгаров на дисковых напильниках и зачистных станках с вращающимся столом, на который наклеено абразивное полотно. Прямоугольное отверстие для щеток обрабатывается на го-ризонтально-протяжных станках за один проход протяжкой, показанной на рис. 2. Для закрепления корпуса при протягивании щеткодержателя типа ДГ применяется приспособление с пневматическим зажимом. На основании закреплена неподвижная колодка с прямоугольным вырезом для установки корпуса щеткодержателя. Корпус зажимается качающейся призмой, прикрепленной винтом к движку. На верхней плоскости движка имеется выступ, скошенный под углом 20°, который входит в паз ползуна. Ползун соединен хвостовиком с поршнем пневматического двухстороннего цилиндра; движок и ползун перемещаются по направляющим пазам коробки, прикрепленной болтами к основанию.
Рис. 2. Протяжка.
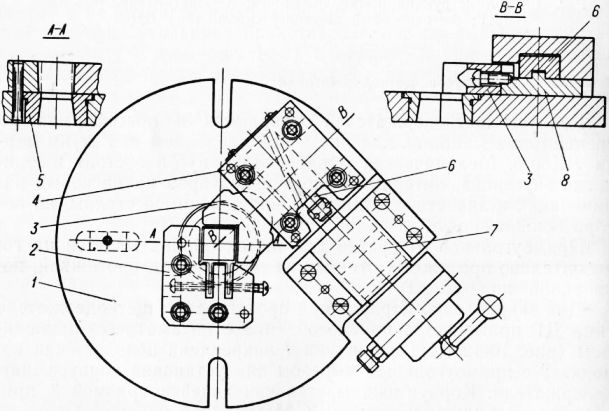
Рис. 3. Пневматическое приспособление для закрепления корпуса щеткодержателя ДГ при протягивании. Для уменьшения износа опорной плоскости приспособления в центре основания установлена термически обработанная втулка 5 с квадратным отверстием для прохода протяжки. Установив корпус щеткодержателя в приспособление, поворотом рукоятки воздухораспределительного крана подают воздух в пневматический цилиндр, поршень которого передает усилие через ползун и движок призме, зажимающей корпус. Клиновой механизм дает возможность при малом диаметре поршня создать большое усилие зажатия корпуса щеткодержателя, что предохраняет его от деформации при протягивании.
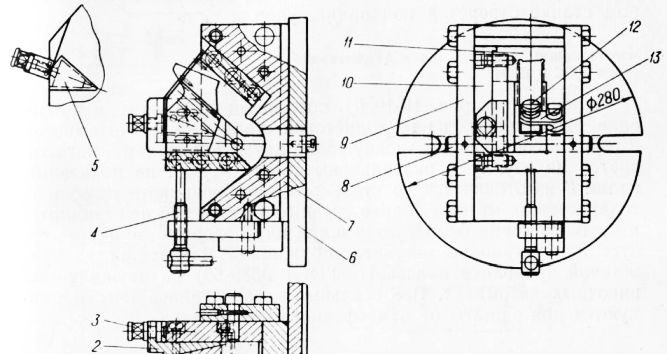
Рис. 4. Приспособление для закрепления корпуса щеткодержателей ДДС и ДДН при протягивании. Корпус сдвоенного щеткодержателя типов ДДС и ДДН закрепляется для протягивания в двухпозиционном приспособлении, позволяющем за одну установку детали обработать оба паза. Конструкция приспособления представлена на рис. 4. К основанию приварен корпус, к которому прикреплены две щеки. В углублении корпуса расположена обойма на двух осях. Для разгрузки этих осей от воздействия на них усилия резания обойма сопрягается с корпусом по тщательно подогнанной цилиндрической поверхности. В обойме имеется фигурный паз для закрепления корпуса щеткодержателя и отверстие для прохода протяжки. Снизу к корпусу прикреплена откидная планка с винтом для фиксации обоймы в верхнем положении. Корпус устанавливается в обойме до упора наружным контуром в стенки паза и прижимается со стороны левой боковой поверхности планкой и клином, который затягивается винтом. Для предотвращения деформации стенок прямоугольных отверстий при протягивании, в паз, образованный внутренними стенками, вставляется вкладыш и затягивается винтом, расположенным на поворотной планке. Для упрощения обработки обойма выполнена со съемной боковой стенкой. Дальнейшая механическая обработка корпуса сдвоенного щеткодержателя состоит в сверлении на вертикально-сверлильном станке отверстий под валик, упор и т. д. Изготовление деталей щеткодержателей типов ДДС и ДДН Курок, состоящий из рычага и храповика, выполненных из тонколистовой стали методом штамповки и гибки и соединенных между собой двумя заклепками, насаживается на втулку и развальцовывается (втулка не показана); валик изготовляется из стального калиброванного прутка на токарном автомате; в валике сверлится отверстие под шплинт и с одного торца фрезеруется шлиц для поворота валика в корпусе при установке шплинта; пружина навивается из пружинной проволоки класса П (ГОСТ 9389-60) на пружинно-навивочных автоматах. Все стальные детали гальванически цинкуются для защиты от атмосферного воздействия. Изготовление деталей щеткодержателя типа ДГ Коробочка и рычажок штампуются и и гнутся из листовой латуни. Рычажок состоит из двух деталей: собственно рычажка и усилительной скобы, которые соединяются двумя заклепками. Шарнир и оси точатся на токарных автоматах из прутковой латуни марки ЛC59-1. В шарнире фрезеруется ушко и сверлится отверстие для оси; затем на специальном приспособлении фрезеруется резьба под пружину амортизатора. Оси и заклепки изготовляются из латунной проволоки марки Л62 методом холодной высадки; фарфоровый изолятор поставляется специализированными предприятиями. Пружины навиваются из пружинной проволоки класса П (ГОСТ 9389-60) на пружинно-навивочных автоматах, термически обрабатываются, обезводороживаются и цинкуются. Сборка щеткодержателя типа ДГ Корпус устанавливают вместе с коробочкой в кондуктор с пневматическим зажимом и сверлят отверстия под соединительные заклепки и оси. Совместное сверление обеспечивает параллельность опорной плоскости коробочки Д и стенки прямоугольного отверстия корпуса А. Пневматический кондуктор для сверления корпуса щеткодержателя совместно с коробочкой показан на рис. 4. Верхняя (подвижная) плита кондуктора соединена с нижней неподвижной плитой посредством трех кривошипов. Два кривошипа имеют форму серег с межцентровым расстоянием, равным радиусу окружности, проведенной через оси всех трех отверстий.
Рис. 5. Пневматический кондуктор для сверления корпуса щеткодержателя совместно с коробочкой. Третий кривошип имеет такое же межцентровое расстояние и отличается наличием рукоятки, с помощью которой рабочий управляет движением подвижной плиты. Благодаря точно выполненным трем кривошипам любая точка плиты движется по радиусу 23, 1 мм, т. е. плита совершает движение, при котором любая линия остается параллельной своему первоначальному положению. Винт служит для предотвращения отделения подвижной плиты от неподвижной. Головка винта движется в червеобразном пазу плиты, также выполненном по радиусу 23,1 мм. На оправку надевается корпус щеткодержателя и прижимается влево колодочкой. В пазы планки 4 заводится коробочка щеткодержателя и подтягивается влево к стенке корпуса шляпкой ползуна. Ползун и колодочка приводятся в действие соответственно через рычаги и рычаг качающимся пневматическим двухсторонним цилиндром, висящим на проушинах рычагов. Рабочий соединяет корпус с коробочкой щеткодержателя и ставит их в кондуктор до упора. При пуске воздуха в цилиндр корпус с коробочкой закрепляется. При помощи рукоятки очередное отверстие подводится под сверло и обрабатывается. При клепке корпус и коробочка также жестко фиксируются в специальном пневматическом приспособлении. Рычажок с усилительной скобкой и шарниром устанавливается на осях в коробочке, и оси расклепываются на пневматических клепальных молотках. Собранный щеткодержатель подвергают антикоррозийному и декоративному никелированию. После покрытия устанавливают пружины и проверяют динамометром усилие нажатия на щетку. Регулировку нажатия производят путем отгибания ушка рычажка. Сборка сдвоенных щеткодержателей типов ДДС и ДДН Пружина надевается на курки и вставляется в корпус; валик заводится в отверстия корпуса и втулок курков и закрепляется шплинтом. В собранном щеткодержателе проверяется легкость вращения курков на валике: они должны свободно вращаться, без заедания. Реклама:Читать далее:Сборка траверсСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|