|
|
Категория:
Токарное дело Далее: Зенкерование отверстий Точность диаметра отверстий контролируют штангенциркулем с точностью отсчета до 0,1 мм или 0,05. При замерах штангенциркулем с точностью до 0,05 мм ШЦ-П учитывают толщину губок. Отверстия диаметром 0 120 мм и выше можно измерять микрометрическим нутромером (штихмасом) с точностью до 0,01 мм. Глубокие отверстия большого диаметра (например, полости цилиндров) контролируют индикаторным нутромером, который предварительно настраивают на размер по эталонному кольцу или по микрометру. Индикатор показывает отклонение от установленного размера с точностью до 0,01 мм. В крупносерийном и массовом производстве отверстия контролируют предельными калибрами-пробками. Если проходная пробка ПР без усилия проходит в отверстие, а непроходная НЕ — не проходит, то размер отверстия находится в пределах допуска. Для контроля отверстий диаметром 80 мм и более применяют срезанные и пластинчатые пробки. Такие пробки легче, кроме того, ими можно выявлять овальность отверстия, измеряя в двух взаимно перпендикулярных направлениях. Перед контролем калибром-пробкой полость отверстия очищают от стружки и протирают. Протирают отверстие и контролируют размер только после полной остановки вращения шпинделя. Калибры-пробки хранят в вертикальном положении или укладывают на панель из пенопласта.
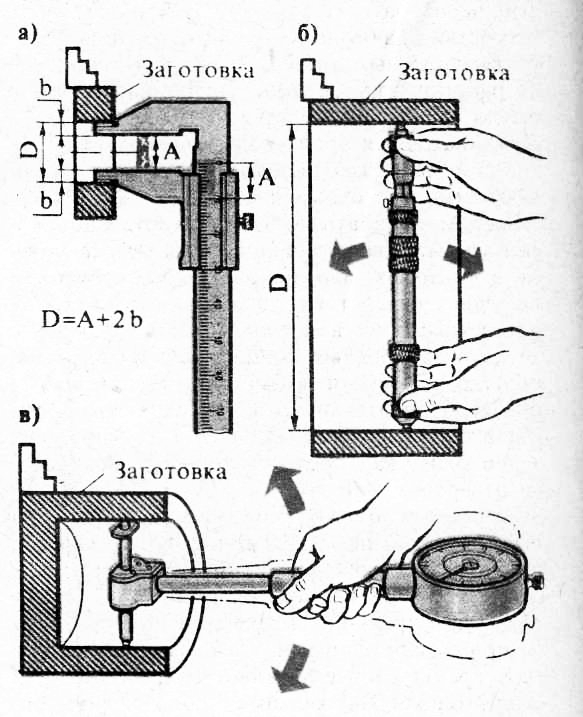
1. КОНТРОЛЬ ДИАМЕТРА ОТВЕРСТИЯ:
а — штангенциркулем с точностью до 0,05 мм, б — микрометрическим штихмасом с точностью до 0.01 мм, в — индикаторным нутромером с точностью до 0.01
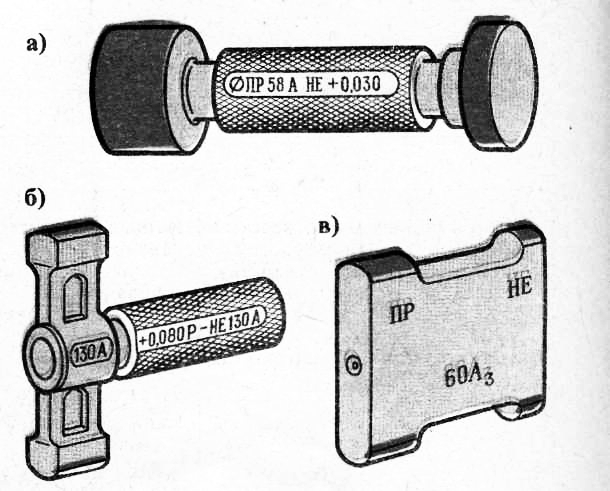
2. КАЛИБРЫ-ПРОБКИ:
а — двусторонняя пробка, б — срезанная односторонняя пробка, в — двусторонняя пластинчатая пробка
Реклама:Читать далее:Зенкерование отверстийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|