|
|
Категория:
Первичная обработка древесины Рабочий орган ленточнопильных станков — бесконечная стальная лента, толщина которой в десятки и даже в сто с лишним раз меньше ее ширины. На одной кромке ленты нарезаны зубья. Эта кромка называется передней, или режущей, другая— задней. Лента натянута на пильных шкивах, один — более массивный и тяжелый приводной, другой — натяжной. Благодаря натяжению гибкая лента прижимается к ободу шкивов и за счет возникающих сил трения приводится во вращательное движение. Силы, действующие в процессе пиления со стороны древесины, надвигаемой на пилу, стремятся вывести ее из равновесия, изогнуть, скрутить и, наконец, сдвинуть ее со шкивов. Для того чтобы она могла противостоять этим силам и успешно резать древесину, давая прямолинейный и качественный пропил, только одной силы натяжения совершенно недостаточно. Устойчивость пилы на шкивах, прочность и работоспособность при данных режимах пиления достигаются правильным подбором сечения полотна и проведением ряда операций по подготовке ее к работе. Ленточнопильные станки по своему назначению могут быть подразделены на три основные группы (или типа): столярные, делительные и для распиловки бревен. Часть станков имеет приспособления, позволяющие производить на них работы, которые выполняются обычно на двух разных станках смежных групп (например, столярно-делительные станки или делительные станки с приставными приспособлениями для распиловки бревен). Несмотря на наличие специальных приспособлений, эти станки имеют четко выраженные конструктивные и другие особенности, характерные для станков только одной группы. В связи с этим выделить их в какие-либо промежуточные группы не представляется возможным. В лесопильно-раскроечных цехах на нижних складах могут быть установлены ленточнопильные станки всех трех типов. Станок ЛБ-150 так же, как и станок ЛБ-240, предназначен для первичной продольной распиловки бревен на пиломатериалы различного назначения, размеров и формы. Эти станки идентичны по кинематике и конструкции. Основное различие между ними заключается в размерах диаметров пильных шкивов и, соответственно, станинах самих станков. Чем больше диаметр пильных шкивов, тем больше толщина и ширина полотна пилы. Исследованиями выявлена закономерность увеличения устойчивости полотна пилы с увеличением ее сечения. В свою очередь увеличение устойчивости пилы позволяет соответственно повысить скорость подачи, сохраняя разнотолщинность получаемого пиломатериала в пределах требований стандартов. Так, увеличение толщины полотна пилы с 1,5 мм до 2,2 мм увеличит устойчивость пилы примерно в 1,62 раза. Увеличение скорости подачи при пилении способствует увеличению производительности. Однако, увеличив скорость подачи вдвое, получим возрастание производительности в лучшем случае на 30%, так как основные затраты времени рабочего цикла приходятся на вспомогательные операции перемещения бревна по тележке, его развороту, закреплению и т. д. Увеличение же диаметра шкивов с 1,5 до 2,4 м, т. е. в 1,6 раза, позволяет в 1,2 раза увеличить диаметр распиливаемого сырья. Отсюда следует, что увеличение диаметра шкивов, вызывающее удорожание их изготовления и усложняющее эксплуатацию, допустимо только в пределах разумного. Размеры имеющегося в стране сырья, опыт эксплуатации ленточнопильных станков для распиловки бревен и результаты исследований дают основание утверждать, что для работы на предприятиях Советского Союза нужны станки с диаметром шкивов не более 1800 н- 1900 мм. Поэтому из числа осваиваемых у нас станков рекомендуется для использования в первую очередь станок ЛБ-150.
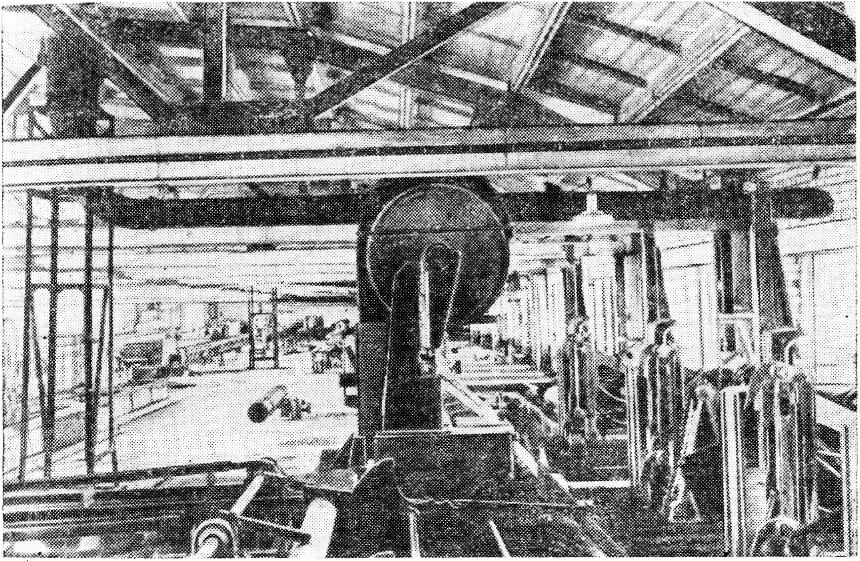
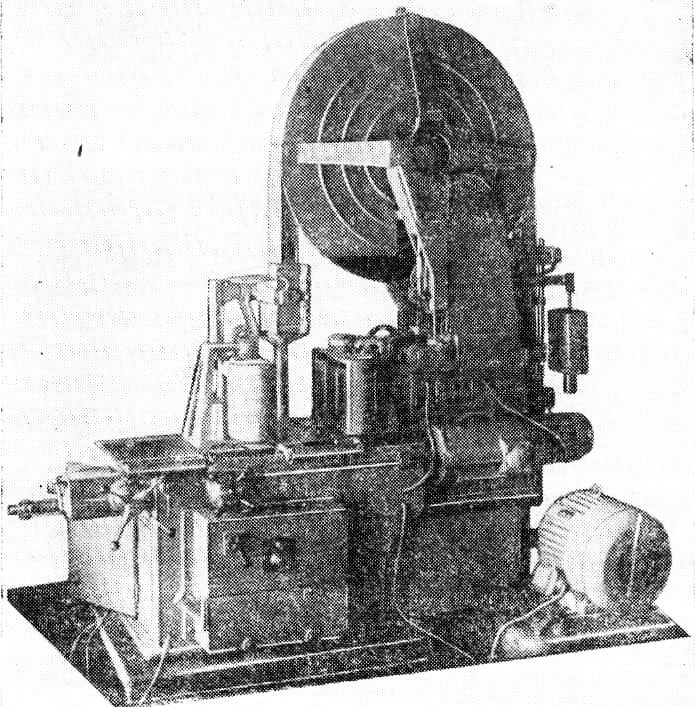
Рис. 1. Общий вид ленточнопильного станка ЛБ-150 для распиловки бревен Станок ЛБ-150 так же, как и станок ЛБ-240, состоит из сварной станины, нижнего приводного и верхнего натяжного пильных шкивов, привода механизма перемещения верхнего шкива, механизма регулировки положения (наклона) верхнего шкива, привода механизма перемещения верхних направляющих ч др. Вращение нижнего шкива осуществляется от электродвигателя с фазовым ротором через клиноременную передачу. В состав станка входят: механизированная тележка для перемещения бревен с гидроприводом, обеспечивающим бесступенчатое регулирование скорости подачи; механизированное буферное Устройство (казенка), позадистаночный рольганг с винтовыми Роликами, контрольно-измерительное и электрическое оборудование. Механизированное буферное устройство представляет собой четырехцепной поперечный транспортер для накопления и подачи бревен, систему отсекателей, предназначенных для поштучной выдачи бревен к тележке, систему рычагов для навалки бревен на тележку и систему уравнительных рычагов, поднимающих бревна в момент их накатывания на тележку на один уровень с ней. Поперечный транспортер имеет индивидуальный электропривод. Все рычаги и система отсекателей работают от гидропривода — цилиндров, питающихся от единой гидростанции казенки. На тележке, предназначенной для закрепления и транспортирования бревен, имеются направляющие для четырех стоек с системой захватов и одного цепного кантователя. Перемещение стоек осуществляется от многоскоростного электродвигателя и редуктора, обеспечивающих быстрый подвод и медленную доводку при установке толщины отпиливаемого пиломатериала. Команда оператора на перемещение стоек на заданную величину передается, как и на установке ЦДТ-7, при помощи сельсина-датчика. Выполняется эта команда специальным механизмом, установленным на тележке и управляемым сельсином-исполнителем. Стойки при помощи специальных пневмоэлектрических устройств могут перемещаться относительно друг друга для установки их в положение, обеспечивающее распиловку бревна по сбегу. Вращение цепи кантователя осуществляется электродвигателем через редуктор. Перемещение кантователя поперек тележки и прижим его цепи к бревну производится пневмоци-линдром. Привод крючьев-захватов, зажимающих бревна, пневматический. Управление всеми операциями по распиловке бревен на станках типа ЛБ осуществляется с пульта. Станки обслуживаются одним оператором. Состояние и выверка рельсового пути так же, как и техническое состояние тележки у станков типа ЛБ, отражаются на точности распиловки в такой же мере, как и у станков типа ЦДТ. Однако за счет большей жесткости полотна ленточной пилы, чем круглой, точность распиловки при прочих равных условиях у ленточнопильных станков как минимум в 1,5 раза выше, чем у круглопильных. Следует заметить, что у ленточнопильных станков плоскость движения пилы должна точно совпадать с осью рельсового пути тележки. Никаких углов встречи, как это имеет место у шпалорезных станков, здесь допускать нельзя. В противном случае будут не только погрешности в толщине отпиливаемого материала, но неизбежно появляется составляющая, стремящаяся скрутить полотно пилы, вывести его из плоскости движения. Появление составляющей уменьшает сопротивляемость пилы силам, стремящимся сдвинуть ее со шкивов, и уменьшает величину критической силы, вызывающей потерю устойчивости плоской формы изгиба пильной ленты на участке между шкивами. Делительный ленточнопильный станок ЛД-125, заменивший ранее выпускавшийся станок ЛД-140, предназначен для деления пиломатериалов и заготовок кратных толщин на более тонкие. Предполагается выпуск модифицированного станка такого же типа, который позволит распиливать не только доски и брусья, но и горбыли. На станине станка укреплены пильные шкивы и механизм подачи, состоящий из двух кареток с тремя вертикально установленными приводными вальцами на каждой. Три вальца (левые рифленые) прижимают подаваемый материал к трем правым, являющимся базовыми. Расстояние от базовой поверхности вальцов До пилы определяет толщину отпиливаемого материала. Привод подачи гидрофицированный с бесступенчатым изменением скорости. Перемещение левой группы вальцов и поджим ими Распиливаемого материала также гидрофнцированы.
Рис. 2. Общий вид делительного ленточнопильного станка ЛД-125 При выполнении всех необходимых требований по подготовке пилы и эксплуатации станка, обусловленных режимом распиловки, станок обеспечивает высокую производительность при большой точности и чистоте поверхности пропила. При этом из-за использования относительно тонких пил, не толще 1,0 мм, ширина пропила не превышает 2 мм. Станки ЛС-100, как и ЛС-80, предназначены в основном для деления заготовок небольшой высоты на части, опиловки кромок, распиловки щитов, а также выполнения криволинейных резов. Устройство их идентично. Распиливаемый материал располагается на поверхности стола и подается на пилу вручную. В зависимости от требований к поверхности пропила стол может быть наклонен. Станки эти предназначены в основном для столярных и столярно-делительных работ. Однако на столе станка ЛС-100 может быть установлен съемный механизм подачи с вальцами, вращаемыми от индивидуального электродвигателя. Скорость подачи изменяется бесступенчато при помощи фрикционного механизма ее регулирования. Реклама:Читать далее:Лесопильные рамы в лесопильных цехахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|