|
|
Категория:
Столярные работы Далее: Ручное сверление древесины Для механизированного долбления применяют ручной электродолбежник и цепнодолбежный станок ДЦА-2. Работа производится по разметке, упорам и шаблону. Режущим инструментом являются простые станочные долота и долбежная фрезерная цепочка. Станочные долота применяются при пользовании долбежными станками устаревших конструкций. Они малопроизводительны, и выборка гнезд производится шириной 6—40 мм. Наиболее производительный долбежный инструмент— долбежные фрезерные цепочки. Долбежные фрезерные цепочки на цепнодолбежных станках работают в комплекте с направляющей линейкой и ведущей звездочкой. На стационарных и переносных станках применяют направляющие линейки для выборки гнезд длиной 40 и 55 мм. Ширина гнезд зависит от ширины фрезерной цепочки и по стандарту принята 6—25 мм. Стандартные направляющие линейки имеют параллельные друг другу боковые направляющие стенки. У зубьев фрезерных цепочек затачивают переднюю грань на специальных или универсальных заточных станках. В последнее время значительное применение получил новый долбежный инструмент — многолезвийное плоское долото, применяемое на специальных долбежных установках. Многолезвийные плоские долота по своей конструкции очень просты и могут быть изготовлены для любого размера гнезда по ширине. Во время работы многолезвийные плоские долота совершают возвратно-поступательное движение для выбрасывания стружки и колебательное движение по дуге вдоль выбираемого гнезда, в процессе которого происходит резание. По производительности и точности выполнения гнезд многолезвийные долота занимают промежуточное место между полыми долотами и долбежными цепочками.
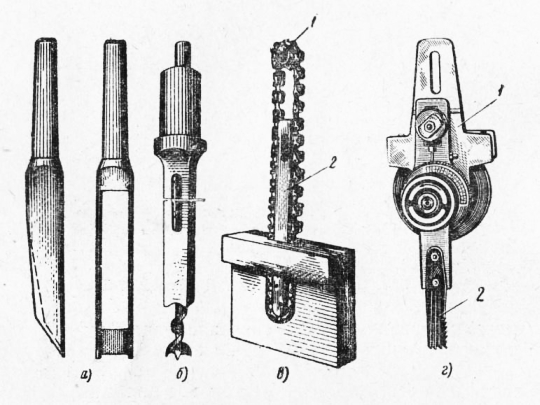
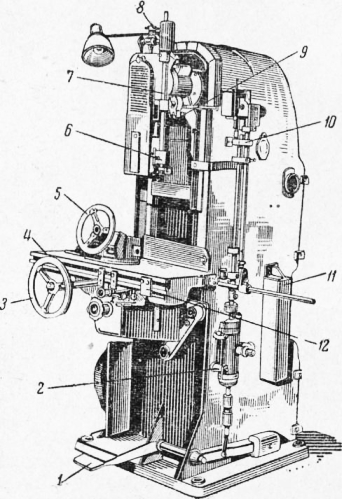
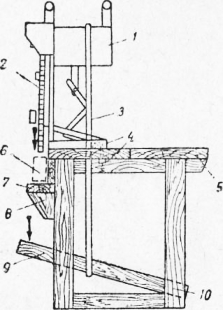
Рис. 1. Долбежный станочный инструмент: Цепнодолбежный станок ДЦА-2 служит для выборки широких и глубоких гнезд. Размер выбираемого гнезда; ширина 6—25 мм, длина 40—430 мм, глубина 140 мм. Режущим инструментом его является цепочка. Рабочая часть станка смонтирована на суппорте. Наибольшие размеры обрабатываемого бруска: высота 250 мм, ширина 200 мм; скорость подачи суппорта 4,8 м/мин, число оборотов шпинделя до 3000 в минуту, мощность 5 кет, вес станка 980 кг. Суппорт имеет гидравлический привод, обеспечивающий необходимую скорость подачи на заданную глубину долбления согласно шкале и автоматическое возвращение его в исходное положение. При работе обрабатываемый брусок накладывают на стол до упора соответственно разметке и крепят прижимом к упорной линейке, устанавливаемой на нужном расстоянии от цепочки. Затем педалью включают гидропривод подачи суппорта. При движении на изделие суппорт с линейкой и движущейся цепочкой 6 воздействует на путевой переключатель, установленный в соответствии с заданной глубиной долбления, и переключает золотник гидравлического привода на обратный ход, после чего суппорт возвращается в исходное положение. Для выработки длинного паза стол при опущенной на полную глубину паза цепочке вместе с изделием передвигают по направляющим с помощью маховичка и реечного механизма в пределах упоров, устанавливаемых при наладке станка на длину паза. На выходе цепочки установлен упорный башмак, предупреждающий образование в древесине сколов и вырывов. Долбление происходит при опускании цепочки в древесину. Гнездо получается прямоугольной формы с округленным дном. Шип в такое гнездо полностью войти не может, хотя оно и выбрано по размеру. Поэтому стол станка необходимо устанавливать для выборки сквозного гнезда так, чтобы центр ролика на конце направляющей планки опускался глубже нижней плоскости детали на 3— 4 мм. Глубину выбираемого несквозного гнезда следует увеличить против длины шипа на величину радиуса закругления режущей цепочки. Делая гнезда равными длине шипа, можно срезать у него углы. Электродолбежник И-1 предназначен для выборки в деревянных деталях прямоугольных отверстий, сквозных и глухих пазов, гнезд. Он может быть использован и как ручной переносный электроинструмент, и как полустационарный станок, если его закрепить на верстаке. Режущим инструментом элек-тродолбежника является непрерывная долбежная цепочка, состоящая из отдельных, шарнирно соединенных между собой звеньев.
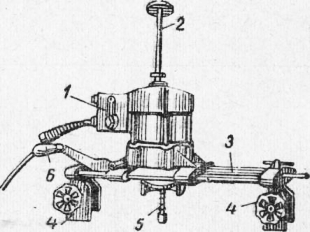
Рис. 2. Цепнодолбежный станок с автоподачей ДЦА-2:
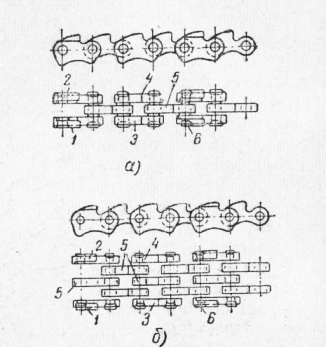
Рис. 3. Цепи электродол-бежника И-1: Перед началом работы необходимо проверить исправность долбежных цепочек и правильность направления вращения вала электродвигателя. Обрабатываемый материал должен быть хорошо закреплен. Электродолбежник устанавливают так, чтобы его цепочка находилась над разметкой гнезда. Рукоятку с выключателем берут в правую руку, включают электродвигатель и равномерно нажимают на обе рукоятки долбежника, корпус его будет опускаться по направляющим колонкам, а долбежная цепочка врезаться в древесину, выбирая требуемое гнездо. Опускание электродвигателя вместе с режущей цепочкой на заданную глубину долбления регулируют передвижным кольцом, имеющимся на одной из вертикальных колонок. Скорость резания зависит от твердости обрабатываемой древесины и ширины выбираемого паза. В комплект электродолбежника входят четыре сменные цепочки для выдалбливания гнезд размерами 8X40, 12X40, 16X40, 20X55 мм.
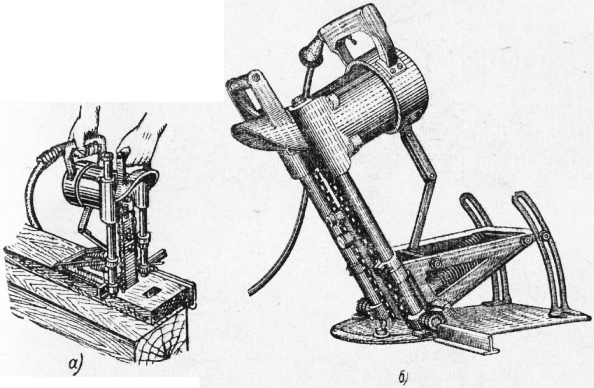
Рис. 4. Электродол-бежник И-1: Пазы шириной больше ширины цепочки выбирают за несколько проходов. Для этого после первого прохода электродол-бежник сдвигают на ширину цепи и делают следующий проход. Сверху электродолбежника имеется козырек для защиты работающего от вылетающей стружки. Когда электродолбежником И-1 нужно выбрать гнезда, пазы или врезки, расположенные под различными углами к поверхности обрабатываемого лесоматериала, пользуются дополнительным приспособлением. Приспособление представляет собой опорную плиту с кронштейнами, в которых задний конец опорной рамы может быть закреплен в любом наклонном положении.
Рис. 5. Долбление гнезд электродолбежником: Использовать стационарно установленный электродолбежник для долбления гнезд и проушин в брусках весом легче самого Долбежника можно следующим способом. Электродолбежник устанавливают на столе или верстаке так, чтобы плоскость режущей цепочки была параллельна кромке стола и отстояла от нее на расстоянии, равном толщине щечки, получающейся в бруске при долблении гнезда. Долбежник прикрепляют к столу крючками, проходящими через крышку стола, и закрепляют снизу гайками. Брусок устанавливают на полку, прикрепленную к стойкам стола кронштейнами, и упирают в упор, сделанный для этого на полке. Электродолбежник во время работы опускают, нажимая ногой на рычаг, укрепленный под столом и соединенный проволочным хомутом с корпусом инструмента. Электродолбежник рассчитан на повторно-кратковременный режим работы, предусматривающий 6 мин. работы и 4 мин. перерыва. Перегружать электродвигатель нельзя.
Рис. 6. Установка электродолбежника на столе
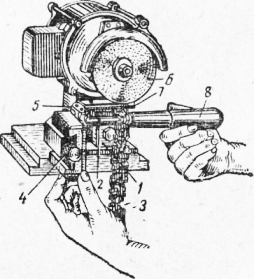
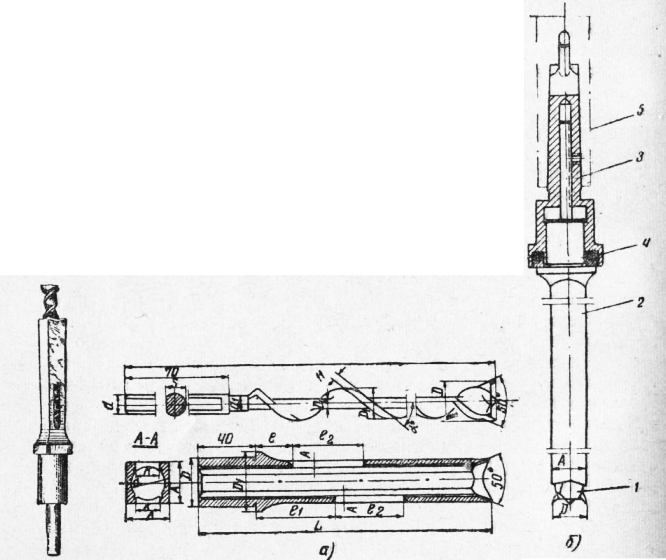
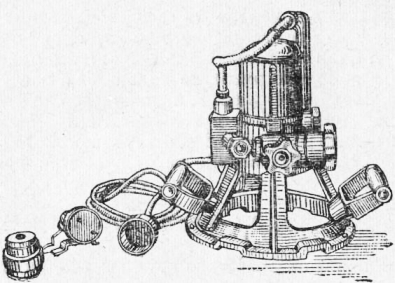
Рис. 7. Заточка долбежной цепочки на электроточильном приборе И-26: Электродолбежник С-474 предназначен для выборки в деревянных изделиях прямоугольных гнезд и шпунтовых пазов различных размеров. Размеры выбираемых долбежником пазов от 8X40X125 до 16X70X150 мм, скорость резания 7,8 м/сек., скорость подачи 0,22 м/мин, мощность электродвигателя 0,8 кет, число оборотов в минуту — 2700, напряжение — 220 в, вес 13 кг. Во время работы долбежная цепочка постепенно затупляется и дает неровную, шероховатую поверхность резания. Затупленную цепь надо снять и заменить другой или заточить на точильном приборе. Долбежные цепочки затачивают на универсальном электроточильном приборе И-26 или на приборах И-138А и И-121. Для этого суппортное устройство поднимают вверх до предела, а его палец устанавливают под прямым углом к валу. Затем надевают долбежную цепочку на звездочку точильной рукоятки и надвигают рукоятку на палец суппорта так, чтобы передние грани зубьев цепи были обращены к плоской стороне точильного диска 6. Передвижением горизонтальных и вертикальных салазок приводят переднюю грань зуба в соприкосновение с плоской стороной диска. Повернув упорный угольник так, чтобы при заточке предшествующий зуб упирался в его накладку, включают электродвигатель и затачивают зуб, равномерно передвигая правой рукой рукоятку. Для заточки следующего зуба рукоятку с цепочкой выводят из-под точильного диска, поворачивают звездочку влево на один зуб и снова продвигают рукоятку к вращающемуся точильному диску. Некоторые иностранные фирмы вместе с цепнодолбежными станками поставляют приспособления для заточки цепочек непосредственно на самом станке, благодаря чему,отпадает необходимость в специализированном точильном станке. Приспособления по своей конструкции просты и могут быть установлены на любом целнодолбежном станке. Наждачный круг, обычно тарельчатой формы, крепят непосредственно на шпинделе станка вместо звездочки при помощи зажимных шайб. На вертикальных цепнодолбежных станках долбежные цепочки затачивают, перемещая их вдоль наждачного круга. В горизонтальных станках для этой цели используют рабочий ход шпинделя при неподвижном положении цепочки. Положение цепочки фиксируют упорными планками или делительными кольцами, имеющими прорези, шаг которых соответствует шагу затачиваемой цепочки. При отсутствии долбежных станков для вырезки квадратных и прямоугольных отверстий применяют комбинированные сверла, устанавливаемые в патрон шпинделя вертикально-сверлильного станка. Таким сверлом за 1 мин. можно сделать от 15 до 35 прямоугольных или квадратных отверстий глубиной до 100 мм, в зависимости от величины отверстия и породы древесины. Комбинированное сверло состоит из двух частей—сверла и квадратного пустотелого долота. Сверла и долота могут быть разных размеров: от 6×6 до 30×30 мм. Прямоугольные отверстия кратны стороне квадрата долота. Так, долотом размером 16 мм можно сделать за один проход квадратное отверстие 16X16 мм, за два прохода — прямоугольное отверстие 16×32 мм, за три прохода—прямоугольное отверстие 16X48мм. Сверло имеет вращательно-поступательное движение, а долото, идущее за сверлом, — только поступательное. В то время как сверло высверливает круглое отверстие, долото вырезает уголки квадрата. Несмотря на большую скорость резания, стружка свободно выходит через два окна долота по растянутой спирали сверла. Для уменьшения трения стружки и нагрева сверла канавка, идущая по спирали сверла, хромируется. Изготовляют долота и сверла из инструментальной стали У7А. Электрофрезер И-56 употребляется (.при соответствующем режущем инструменте) для выполнения фрезерных, сверлильных и долбежных операций: выборки гнезд и пазов, зарезки проушин и шипов, сверления отверстий и для других работ. Электрофрезером можно сверлить отверстия диаметром до 26 мм и глубиной до 100 мм. Электрофрезер приводится в движение электродвигателем, который включают поворотом рукоятки. Вал ротора электродвигателя одновременно служит шпинделем, на нижнем конце которого имеется конусное отверстие, куда вставляют соответствующий режущий инструмент, закрепленный гайкой. Для подъема и опускания режущего инструмента вместе с корпусом фрезера имеется подъемное приспособление. Оно устроено следующим образом: на валу маховичка закреплена ведущая зубчатая шестерня, которая своими зубьями сцепляется с зубчатой рейкой, укрепленной на корпусе электродвигателя. При вращении маховичка вращается зубчатая шестерня и перемещает вверх или вниз зубчатую рейку и соединенный с ней корпус фрезера. При вращении маховичка по часовой стрелке корпус фрезера плавно опускается, а при вращении против часовой стрелки поднимается вместе с режущим приспособлением. Подъемное приспособление имеет стопорное устройство. Перемещается электрофрезер по направляющим вручную. Для перестановки фрезера с одного места на другое к его корпусу прикреплены две рукоятки: одна подвижная, а другая неподвижная. Соединяется инструмент с питающей сетью гибким шланговым кабелем.
Рис. 8. Вырезка прямоугольных отверстий комбинированным сверлом:
Рис. 9. Электрофрезер И-56 Электрофрезер может быть использован как ручной электроинструмент и как стационарный станок. Для стационарного использования необходимо изготовить установочное приспособление применительно к виду работ. В зависимости от характера работы подбирают соответствующий режущий инструмент, который должен быть правильно заточен, не иметь трещин, зазубрин, следов грязи и ржавчины. Перед установкой инструмента отверстие конуса и хвостовик режущего инструмента следует насухо протереть. При неплотной посадке хвостовика в конусе инструмент может вибрировать и испортиться.
Рис. 10. Электрофрезер для выборки гнезд под дверные замки: После осмотра фрезера его работу проверяют на холостом ходу. Режим работы должен быть повторно-кратковременным. После работы электрофрезер тщательно очищают от пыли, опилок, протирают чистой тряпкой и проверяют работу всех его механизмов. При выявлении неисправностей его направляют в ремонтную мастерскую. Электрофрезер для долбления гнезд под дверные замки укрепляют на кромке дверного полотна при помощи зажимных винтов. Станок вдоль гнезда движется по направляющим колонкам с помощью рукоятки подачи, а в глубь гнезда — при помощи шарнирной ручки, находящейся на противоположном от фрезы конце рабочего валика. Электрофрезером можно выбирать гнезда длиной до 250 мм, глубиной до 150 мм и шириной от 16 до 22 мм, в зависимости от диаметра фрезы. Реклама:Читать далее:Ручное сверление древесиныСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|