|
|
Категория:
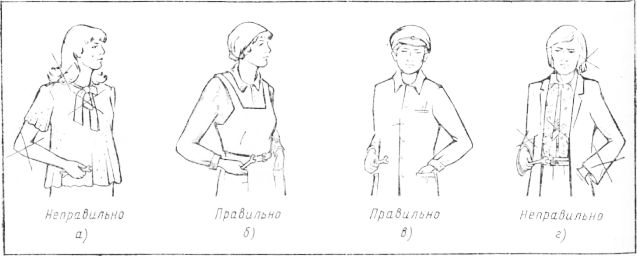
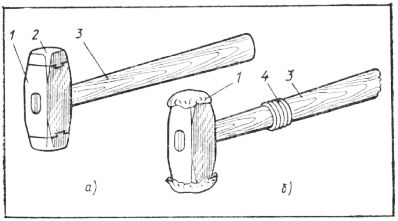
Практика слесарно-сборочных работ Как показывает производственный опыт, наибольшее число случаев травматизма на сборочных работах происходит главным образом из-за небрежности в ношении спецодежды, защитных очков, а также неисправности ручного инструмента и приспособлений и поражения электрическим током. Неправильное ношение женской спецодежды, не убранные под косынку волосы, наличие на блузке галстука при работ на станке или при сборке узлов могут быть причинами травматизма. Правильная форма ношения женской спецодежды показана на рис. 1, б. Правильная форма ношения мужской спецодежд приведена на рис. 1, в, а на рис. 1, г изображена неправильна форма ношения одежды: манжеты рукавов не застегнуты, на блузе — галстук, волосы не убраны под головной убор. Для предотвращения травматизма необходимо следить за тем, чтобы спецодежда была надета правильно. Слесарь-сборщик перед началом работы должен также тщательно проверить исправность ударного и режущего инструмента, приспособлений и электрических машинок. Во избежание ранений каждый слесарь-сборщик должен работать только исправным инструментом. Молотки, особенно изготовленные из мягкого металла (меди, алюминия), должны иметь правильную форму ударной поверхности; корпус молотка желательно изготовлять из стали, а боек — из мягкого металла (вставной). Рукоятки должны быть гладкими, без трещин. Их целесообразно изготовлять из дерева твердых и упругих пород (бука, граба, кизила, березы). Из этих же сортов дерева следует делать ручки для напильников, шаберов и других инструментов. Пользоваться инструментом, у которого рукоятка имеет трещины, боек смят, а рукоятка обмотана проволокой, категорически воспрещается.
Рис. 1. Форма ношения спецодежды
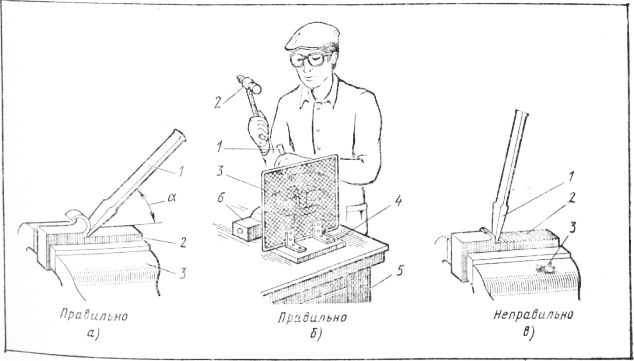
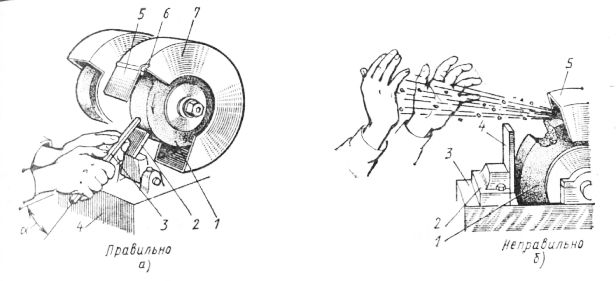
Рис. 2. Молоток со вставками и безобразной деревянной ручкой: Ударные части оправки, керна, зубила, просечки и других подобных инструментов должны иметь слегка сферическую поверхность без заусенцев или острых углов. Эти инструменты должны иметь меньшую твердость бойка, чем режущей части. Это необходимо для того, чтобы при ударе по ним стальным молотком не было отрыва заусенца или осколка, которые могут привести к травме. На рис. 3, а показана правильная установка зубила под углом а при рубке квадратной заготовки, закрепленной в тисках.
Рис. 3. Приемы установки зубила и поза работающего при рубке металла
Рис. 4. Примеры рубки зубилом заготовок в слесарных тисках: При другом способе в начале замаха молотком мизинец, безымянный и средний пальцы постепенно разжимают и рукоятку молотка обхватывают только указательным и большим пальцами. Затем разжатые пальцы сжимают и ускоряют движение руки вниз. В результате получается сильный удар молотка. Этот способ называется «нанесение удара с разжатием пальцев». При таком способе нанесетия удара рукоятка молотка должна быть на конце толще, чем у корпуса молотка, что не дает возможности соскользнуть с нее пальцам рук. Чтобы стружка не разлеталась в разные стороны из-под зубила во время рубки или подрубки лишнего металла на детали во время сборки, необходимо с левой стороны тисков установить на столешницу верстака плиту со стойками, на которых закреплена рамка с металлической сеткой. На рис. 3, в изображена неправильная установка зубила при рубке заготовки, закрепленной в тисках. При замахе руки сила удара молотка должна соответствовать характеру работы, массе молотка (чем тяжелее молоток, тем сильнее удар), длине рукоятки (чем длиннее рукоятка, тем сильнее удар),
Рис. 5. Способ затачивания режущей грани зубила длине руки работающего (чем длиннее рука и выше замах, тем сильнее удар). При рубке метко наносят удары правой рукой, перемещая зубило левой рукой. Угол установки зубила при рубке в тисках регулируют так, чтобы лезвие зубила находилось на линии снятия стружки, а продольная ось стержня зубила находилась под углом а = 30… 35° к обрабатываемой поверхности детали, закрепленной в тисках. При меньшем угле наклона зубило будет скользить, а не резать, а при большем — углубляться в металл, что создает большую неровность поверхности. Во время рубки смотрят на режущую часть зубила, а не на боек, как это часто делает малоопытный слесарь. В процессе рубки удары молотком наносят только по центру бойка зубила не очень сильно, но уверенно и метко. При этом съем металла с обрабатываемой детали будет ровным, а стружка из-под зубила не будет разлетаться в разные стороны. На рис. 4, б показан неправильный способ вырубки крейцмейселем канавки в заготовке, закрепленной вдоль губок тисков. Этот способ обработки канавок может привести к несчастному случаю, так как при сильном ударе молотка по бойку инструмента заготовка может выскользнуть из губок тисков и нанести травму Работающему рядом. При монтажных и слесарно-сборочных работах могут произойти несчастные случаи из-за неправильного затачивания режущего инструмента. Зубило затачивают на наждачном станке. Его кладут на поворотный столик так, чтобы пальцы левой и правой руки, обхватывая зубило, упирались снизу в столик. Перед началом работы столик устанавливают под углом а.
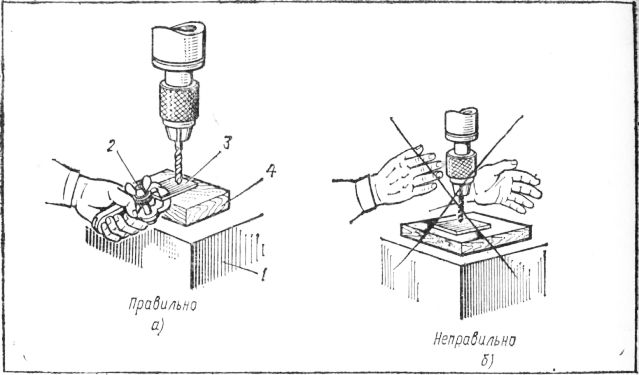
Рис. 6. Крепление заготовки в ручных тисочках при сверлении отверстий При заточке инструмента на точиле со снятым экраном рабочий должен работать в защитных очках. При заточке зубило с легким нажимом медленно передвигают по всей ширине абразивного круга, периодически поворачивая инструмент то одной, то другой стороной. Не следует допускать сильных нажимов на затачиваемый инструмент, так как это приводит к перегреву режущей кромки, в результате чего она теряет первоначальную твердость. Затачивание лучше вести с охлаждением. Зазор между столиком и заточным кругом должен быть не более 2—3 мм для того, чтобы затачиваемый инструмент не мог попасть между кругом и столиком. Боковые грани заточенного инструмента должны быть плоскими, одинаковыми по ширине и с одинаковыми углами наклона.
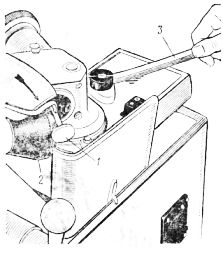
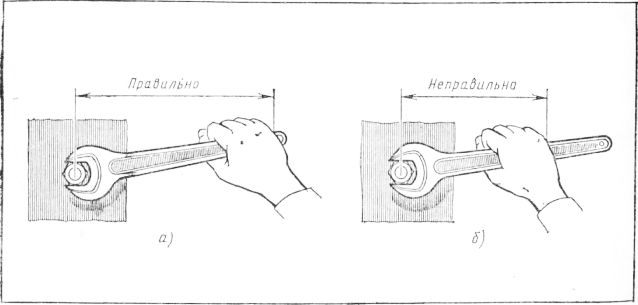
Рис. 6. Способы захвата рукояток гаечных ключей при завинчивании гаек и головок болтов На рис. 5, б изображен момент разрыва абразивного круга из-за того, что зазор между упором и кругом был больше нормативного и в него затянуло инструмент, что и явилось причиной разрыва круга. Кроме того, рабочий не установил на кожухе станка защитный экран, что могло привести к травме. При сверлении отверстий в заготовке надо закрепить ее в круглых тисках и установить на деревянную подкладку, которую положить на стол сверлильного станка. На рис. 5, б изображен неправильный способ сверления отверстий в заготовке без всяких средств крепления ее на станке. Монтажный инструмент для болтовых соединений должен строго соответствовать размерам головок болтов и гаек. Пользоваться подкладками между губками ключа ни в коем случае нельзя. На рис. 6, а показан правильный способ захвата рукоятки ключа при плотном вводе граней гайки между губками ключа, а на рис. 6, — неправильный способ захвата рукоятки ключа. При завинчивании гайки ключ может сорваться с ее граней и поранить руку. Реклама:Читать далее:Инструмент и приспособления для рубки и разрезания металловСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|