|
|
Категория:
Токарное дело Далее: Резьбовые резцы Некоторые детали (рукоятки, головки винтов, ручки калибров и т. д.) имеют наружную рифленую поверхность с различным узором: линейчатым (прямым или косым), елочным, сетчатым, точечным и др. Рифление получают накатыванием поверхности закаленными роликами с соответствующим узором. В державку закрепляют один накатной ролик или два (для накатывания сетчатых рифлений). При накатывании сетчатых рифлений обойма с роликами сводобно крепится в державке и самоустанавливается по накатываемой поверхности. Ролики должны располагаться строго параллельно к накатываемой поверхности. Накатывание осуществляют за несколько проходов. Нежесткие детали могут отжиматься под действием большого радиального усилия, поэтому накатывание их выполняют за несколько проходов (от 3 до 10 в зависимости от шага рифлений). Накатывание ведут с подачей в обе стороны. Поперечную подачу роликов (вдавливание в поверхность) осуществляют в конце каждого прохода без выхода роликов за пределы детали. Режим обработки: подача 1—2 мм/об, окружная скорость 10—20 м/мин по стали, 30—40 м/мин по чугуну, 70—80 м/мин по алюминию; смазка индустриальным маслом.
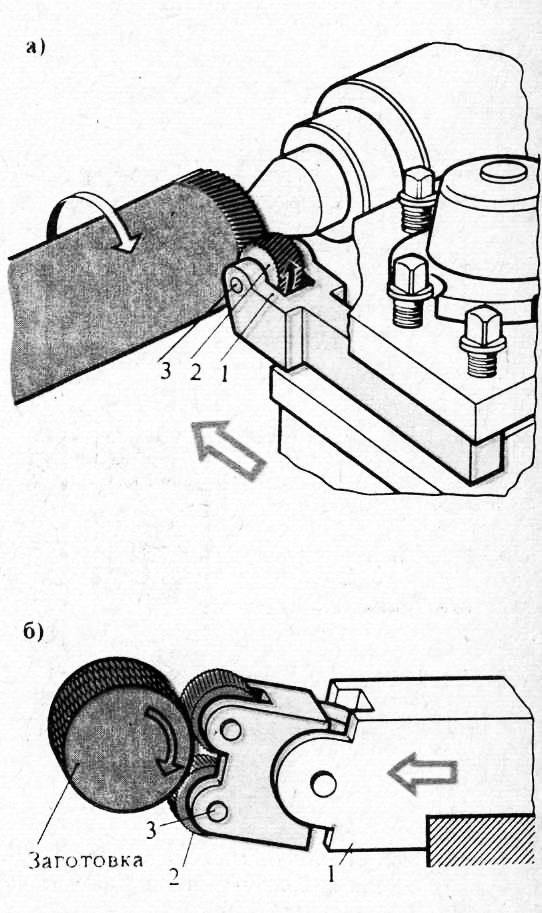
1. НАКАТЫВАНИЕ РИФЛЕНИЙ:
а — процесс накатывания, б — двухроликовая державка; 1 — державка, 2 — ролик, 3 — ось ролика
Размер заготовки под накатывание рифлений принимают с учетом выдавливания металла роликами (диаметр накатываемой поверхности менее номинального диаметра примерно на 0,6 шага узора накатки). Накатные ролики периодически прочищают стальной щеткой, удаляя из канавок металлическую пыль. Реклама:Читать далее:Резьбовые резцыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|