|
|
Категория:
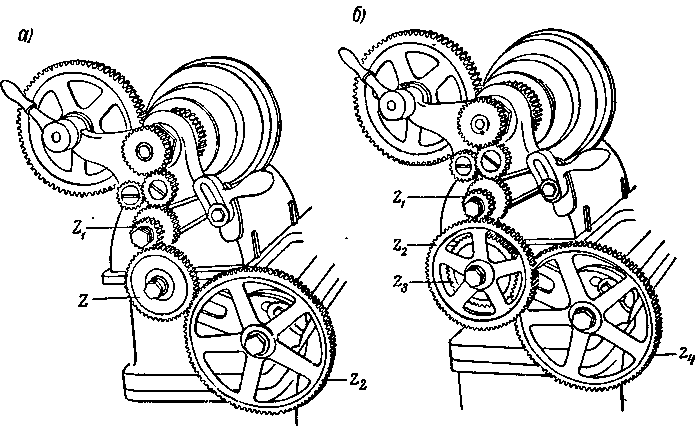
Токарное дело Общие правила настройки станка для нарезания резьбы. Для нарезания резьбы на токарном станке необходимо, чтобы в то время, когда нарезаемая деталь делает полный оборот, резец перемещался на величину шага (хода) одноходовой и хода многоходовой нарезаемой резьбы. После нескольких проходов резца, углубляемого перед каждым проходом в металл детали, на поверхности последней получаются винтовая канавка и винтовой выступ, образующие резьбу. Указанное выше согласование скоростей перемещения резца и вращения детали достигаются на современных станках соответствующей установкой рукояток коробки подач, а на старых станках путем соединения шпинделя и ходового винта набором сменных шестерен. Встречаются станки, у которых коробка подач не обеспечивает возможности нарезания некоторых резьб. На таких станках при нарезании резьб, кроме коробки подач, используются и сменные шестерни. Настройка для нарезания резьбы станка со сменными шестернями. К таким станкам прилагается пятковый или четный набор сменных шестерен. Пятковый набор состоит из шестерен с числом зубьев, кратным 5, а именно: 20; 20; 25; 30; 35; 40; 45; 50; 55; 60; 65; 70; 75; 80; 85; 90; 95; 100; ПО; 120. В четный набор входят шестерни с числом зубьев, кратным 2, а именно: 20; 20; 24; 28; 32; 36; 40; 44; 48; 52; 56; 60; 64; 68; 72; 76; 80. К каждому из этих наборов прилагается шестерня 127 зубьев, так как число 127 входит в передаточное отношение сменных шестерен, если шаг нарезаемой резьбы выражен в миллиметрах, а шаг ходового винта станка в дюймах, или наоборот. Определение передаточного отношения сменных шестерен при нарезании резьбы на станках, не имеющих коробки подач, производится по следующему правилу. Передаточное отношение сменных шестерен, устанавливаемых на станок при нарезании резьбы, равно шагу резьбы нарезаемого винта, деленному на шаг резьбы ходового винта станка на котором нарезается резьба. Если один из них выражен в миллиметрах, а другой в дюймах, необходимо шаг резьбы, выраженный в дюймах, перевести в миллиметровый, умножив его на 25,4. Если шаг одной или обеих резьб (нарезаемой и ходового винта) выражен числом витков на Г, то для определения величины этого шага в дюймах следует разделить Г на число витков данной резьбы, приходящихся на Г. Числитель дроби указывает, что число зубьев шестерен должно быть равно 20, а знаменатель,—что число зубьев шестерни z2 должно быть равно 40. Шестерня гх ведущая и устанавливается на пальце трензеля, а шестерня z2 ведомая и закрепляется на ходовом винте станка. Между шестернями на пальце гитары располагается паразитная шестерня г. В случаях, когда после умножения числителя и знаменателя дроби, выражающей передаточное отношение, на любое число получаются шестерни, которых нет в наборе, приходится на станок устанавливать две пары шестерен. Для определения передаточного отношения каждой пары шестерен разлагают дробь, выражающую требуемое передаточное отношение, на две дроби.
Рис. 1. Установка одной пары (а) и двух пар (б) сменных шестерен на токарном станке
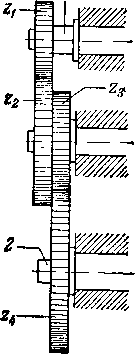
Рис. 2. Условия возможности установки сменных шестерен на станке
Некоторые особые приемы подбора сменных шестерен для нарезания резьбы на станке, не имеющем коробки подач. При нарезании дюймовой резьбы на станке с миллиметровым ходовым винтом или наоборот иногда необходима шестерня со 127 зубьями. Если эта шестерня отсутствует, требуемая резьба может быть нарезана путем замены точного значения 1 дюйма, выраженного в миллиметрах, его приближенным значением. Подобно этому можно поступать и при нарезании червяков. В том и другом случаях в результате таких замен можно обойтись без специальных шестерен. Получающиеся при этом ошибки в шаге резцов и червяков обычно не имеют практического значения. Реклама:Читать далее:Нарезание треугольной резьбы резцамиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|