|
|
Категория:
Токарное дело Перед началом обтачивания устанавливают, какая толщина слоя металла подлежит срезанию и за сколько проходов можно выполнить обработку. Резец устанавливают на глубину резания с помощью лимба, закрепленного на винте поперечной каретки суппорта. На лимбовом кольце имеются деления и обозначена цена деления. Ценой деления называется величина поперечного перемещения резца при повороте лимба на одно деление. Чтобы получить нужный диаметр детали, применяют метод пробных проходов. При этом резец подводят к вращающейся заготовке до соприкосновения с обрабатываемой поверхностью и момент соприкосновения замечают по появлению на заготовке едва заметной кольцевой риски. Затем резец отводят вправо за пределы заготовки продольным перемещением суппорта. Лимбовое кольцо устанавливают вначале в нулевое положение и поворотом рукоятки подают поперечные салазки суппорта по лимбу вперед на величину, несколько меньшую, чем требуется для получения окончательного размера. После этого ручной подачей обтачивают участок поверхности на длину 3—5 мм, отводят резец вправо и измеряют размер обточенного участка. После измерения уточняют, насколько требуется дополнительно подать резец вперед. Этот размер устанавливают по лимбу и вновь обтачивают пробный участок. Когда резец окончательно установлен на размер, остальные заготовки партии обрабатываются с установкой резца по лимбу без пробных проходов.
1. ДОПУСТИМЫЙ ВЫЛЕТ РЕЗЦА
Между винтом поперечных салазок и его гайкой всегда имеется некоторый люфт. Чтобы люфт не вызывал погрешности при установке резца по лимбу, рукоятку винта вращают только по часовой стрелке вправо, предварительно сделав один оборот против часовой стрелки. Верхние (резцовые) салазки суппорта также имеют лимб. У токарных станков 1К62 и 16К20 цена деления лимбов поперечных и верхних (резцовых) салазок — 0,05 мм.
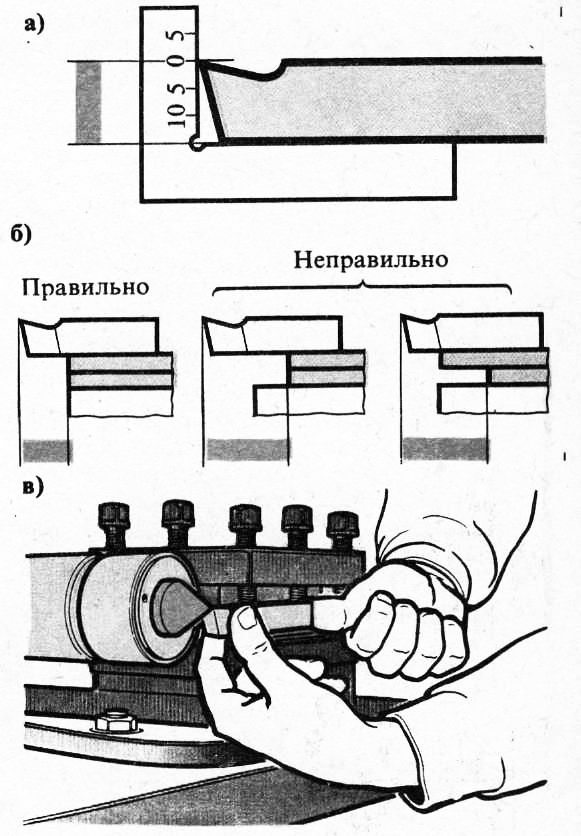
2. ЛИМБ ПОПЕРЕЧНОЙ ПОДАЧИ:
а — схема лимба, б — установка размера, в — вращение рукоятки для устранения люфта; 1 — риска на фланце суппорта. 2 — лимб поперечной подачи. 3 — рукоятка лимба
Реклама:Читать далее:Выбор режимов резания для обтачиванияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|