|
|
Категория:
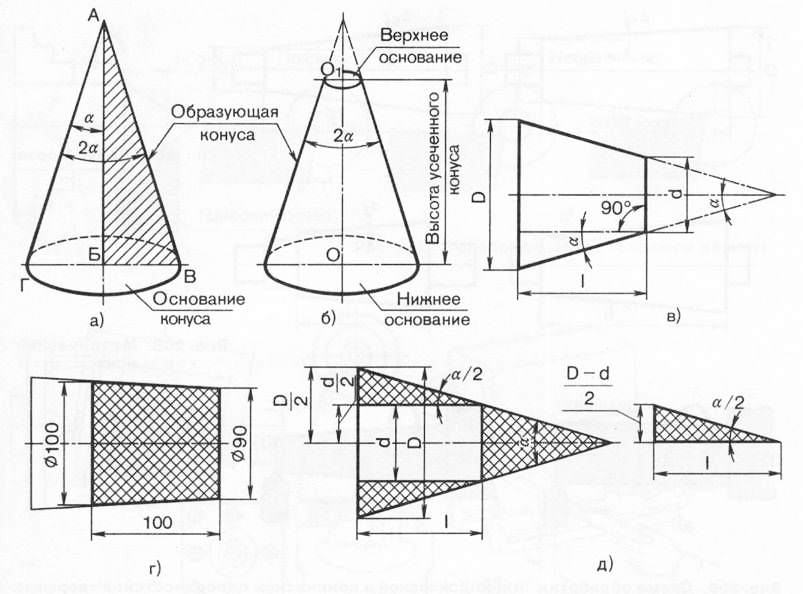
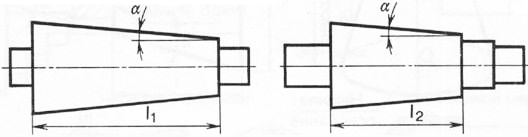
Токарное дело Если вращать прямоугольный треугольник АБВ вокруг катета АБ, то образующееся тело называют полным конусом, катет АБ — высотой конуса. Прямую АВ называют образующей конуса, а точку А — его вершиной. При вращении катета БВ вокруг оси АБ образуется поверхность, называемая основанием конуса. Угол между образующей АГ и осью АБ — есть угол а уклона конуса. Угол ВАГ между образующими АВ и АГ конуса называют углом конуса; он равен 2а. Если от полного конуса отсечь его верхнюю часть плоскостью, параллельной основанию, то полученное тело будет усеченным конусом (рис. 206,6), который имеет два основания — верхнее и нижнее. Расстояние 001 между основаниями — высота усеченного конуса. На чертеже обычно указывают три основных размера конуса (рис. 206, в): больший диаметр D, меньший диаметр d и высоту конуса.
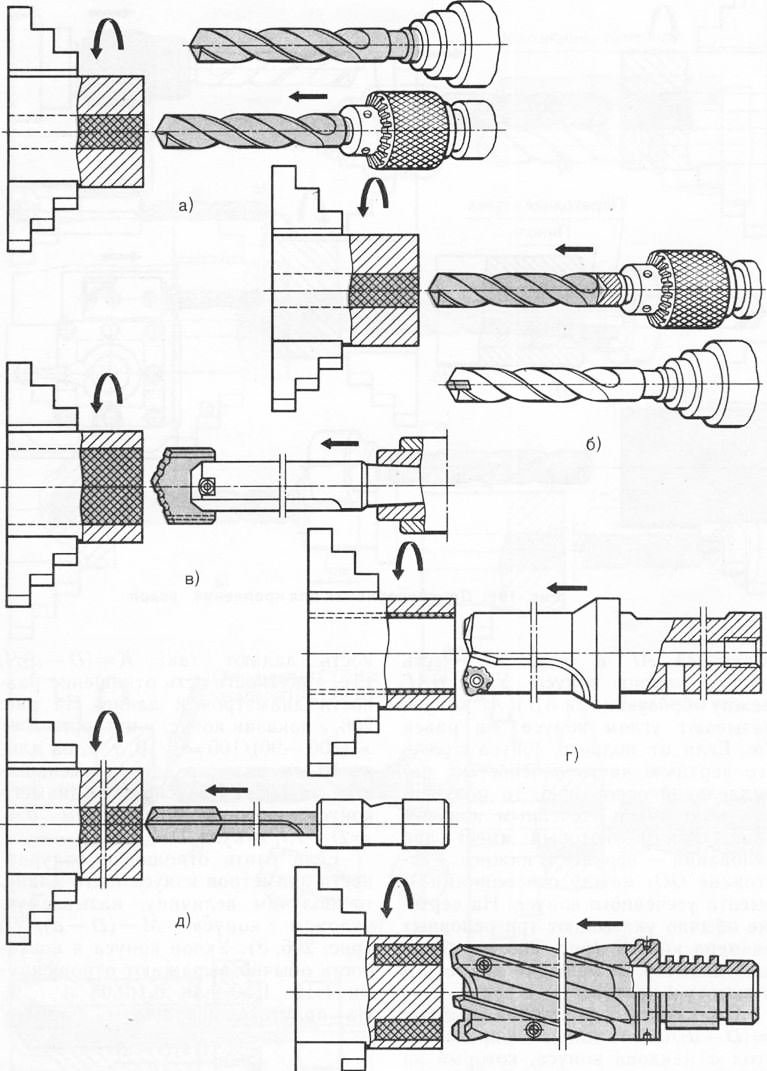
Рис. 198. Применение сверл для Г обработни отверстий
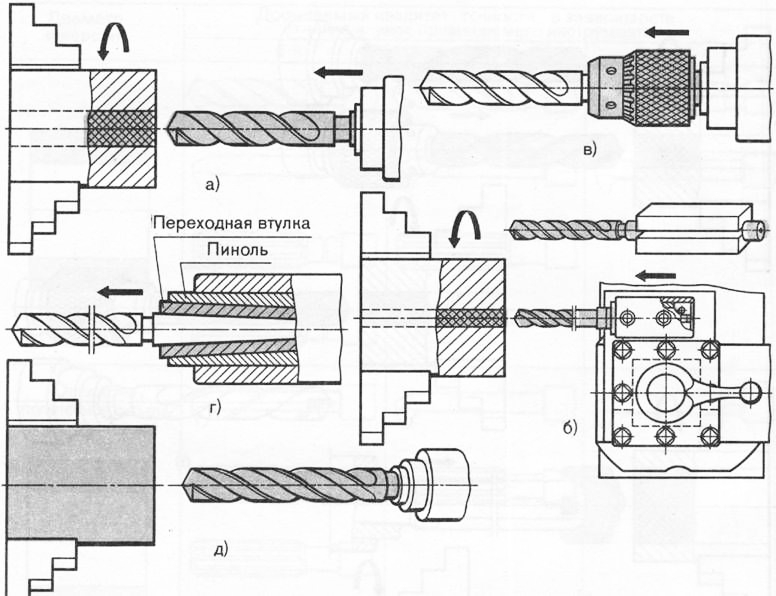
Рис. 199. Приспособления для крепления сверл
Пользуясь формулой tga = =(D— d)/(2l), можно определить угол а наклона конуса, который на токарном станке устанавливают поворотом верхнего суппорта или смещением задней бабки. Иногда конусность задают так: K = (D — d)/l, т. е. конусность есть отношение разности диаметров к длине. На рис. 206, г показан конус, у которого К = = (100 —90)/100= 1/10, т. е. на длине 10 мм диаметр конуса уменьшается на 1 мм. Конусность и диаметр конуса связаны уравнением d = = D — Kl, откуда D = d + Kl. Если взять отношение полуразности диаметров конуса к его длине, то получим величину, называемую уклоном конуса M = (D — d)/(2l) (рис. 206, д). Уклон конуса и конусность обычно выражают отношениями 1:10, 1:50 или 0,1:0,05 и т. д. На практике используют формулу
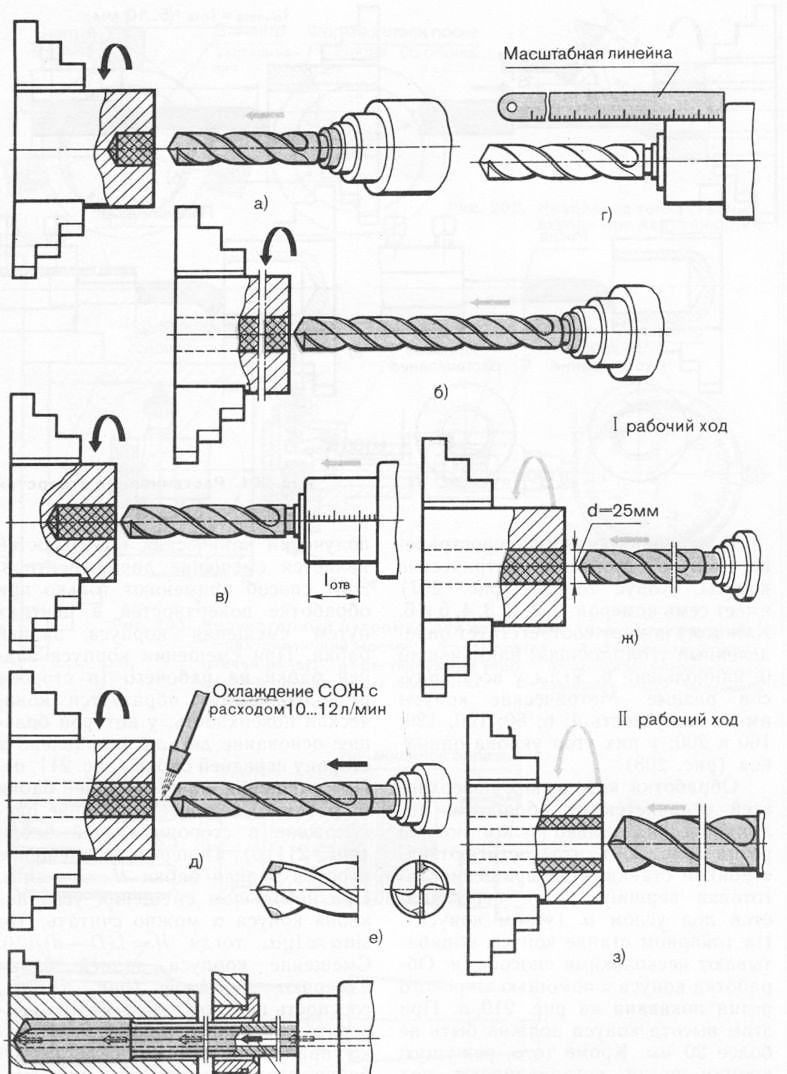
Рис. 200. Сверление глухих и глубоних снвозных отверстий
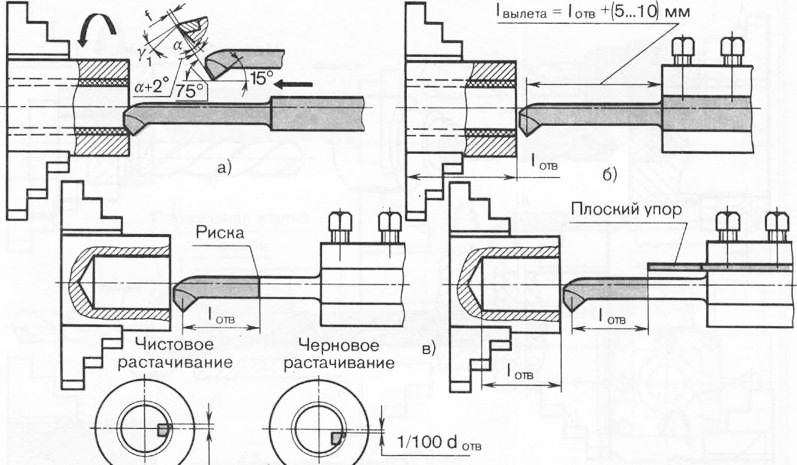
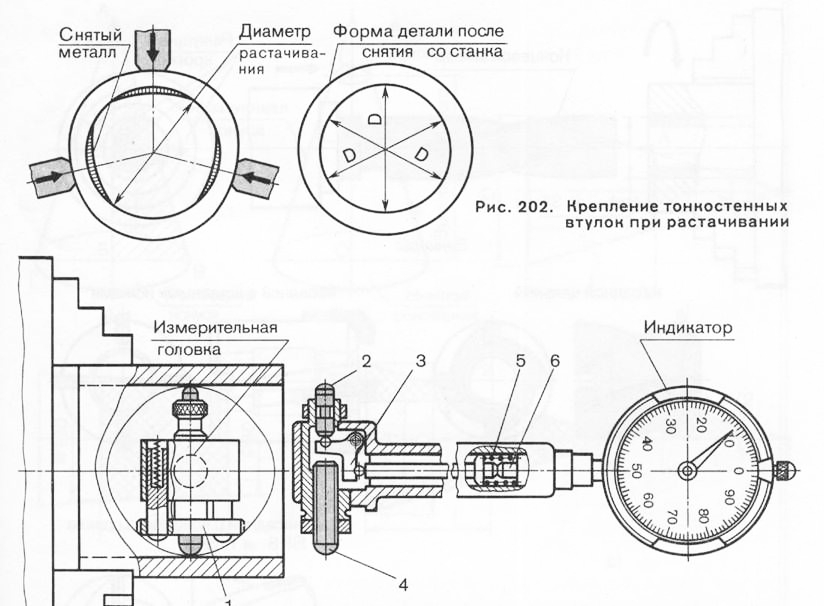
Рис. 201. Растачивание отверстий
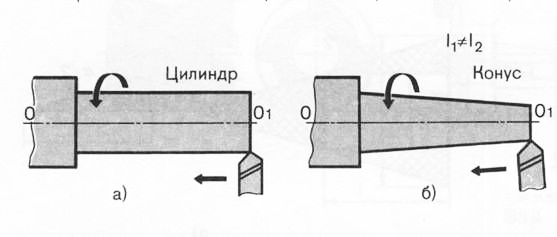
В машиностроении распространены конусы Морзе и метрические конусы. Конус Морзе (рис. 207) имеет семь номеров: 0, 1, 2, 3, 4, 5 и 6. Каждому номеру соответствует определенный угол наклона: наименьший 0, наибольший 6. Углы у всех конусов разные. Метрические конусы имеют конусность 4; 6; 80; 100; 120; 160 и 200; у них угол уклона одинаков (рис. 208). Обработка конических поверхностей отличается от обработки цилиндрических только углом подачи резца (рис. 209), что достигают настройкой станка. При вращении заготовки вершина резца перемещается под углом а (углом конуса). На токарном станке конусы обрабатывают несколькими способами. Обработка конуса с помощью широкого резца показана на рис. 210, а. При этом высота конуса должна быть не более 20 мм. Кроме того, режущую кромку резца устанавливают под углом а к оси вращения детали точно по высоте центров (рис. 210,6). Наиболее простым способом для получения конических поверхностей является смещение линии центров. Этот способ применяют только при обработке поверхностей в центрах путем смещения корпуса задней бабки. При смещении корпуса задней бабки на рабочего (в сторону резцедержателя) образуется коническая поверхность, у которой большее основание детали направлено в сторону передней бабки (рис. 211, а). При смещении корпуса задней бабки от рабочего большее основание расположено в сторону задней бабки (рис. 211,6). Поперечное смещение корпуса задней бабки H = L — sina. При небольшом смещении угла наклона конуса а можно считать, что sinaa;tga, тогда H = L(D — d)/(2l). Смещение корпуса задней бабки измеряют линейкой (рис. 211, в), соосность центров также можно проверить линейкой (рис. 211, г). Однако при смещении корпуса задней бабки следует учитывать, что смещение допускается не более чем на 1/50 длины детали (рис. 211, д). При большем смещении образуется неполное прилегание центровых отверстий детали и центров, что снижает точность обрабатываемой поверхности.
Рис. 203. Индикаторный нутромер для измерения глубины отверстий:
1 —центрирующий мостин; 2—измерительный наконечник; 3—двух-ллечий рычаг; 4—регулируемый упор; 5—пружина, устраняющая зазор в передаточных элементах; 6—измерительный стержень индикатора
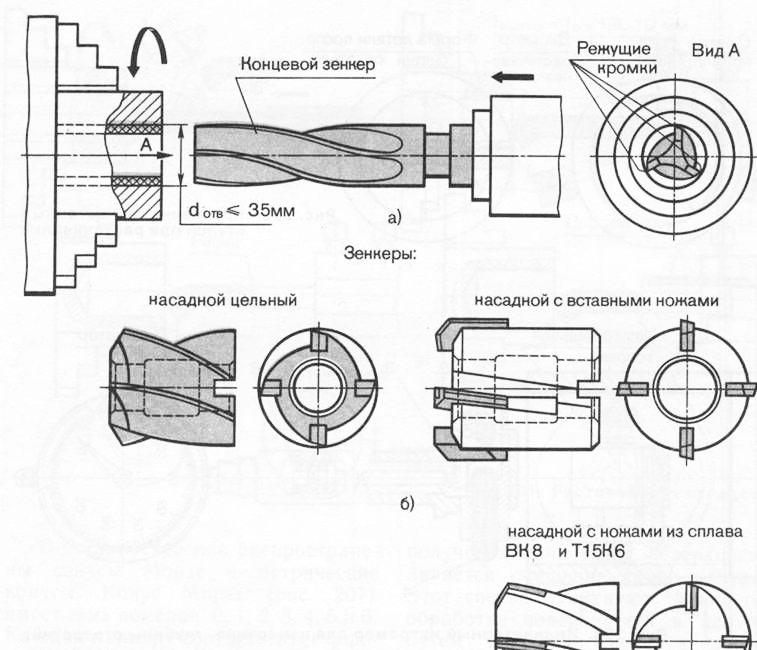
Рис. 204. Цельные и насадные зеннеры
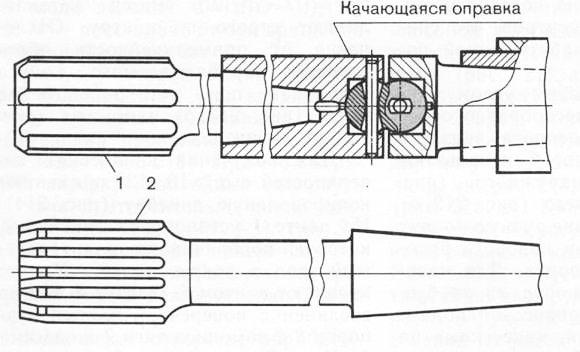
Рис. 205. Развертни
Конусы с большим углом а и малой высотой целесообразно обрабатывать путем поворота верхнего суппорта. Этот способ используют при обработке наружного (рис. 212, а) и внутреннего (рис. 212,6) конуса. В этом случае ручную подачу осуществляют путем поворота рукоятки верхнего суппорта. Для поворота верхнего суппорта на требуемый угол при механической подаче используют деления, нанесенные на фланце поворотной части суппорта. Если угол а не задан на чертеже, его подсчитывают по формуле tga = (D — d)/(2l). Резец устанавливают строго по центру. Отклонение от прямолинейности образующей обрабатываемого конуса возникает при установке резца выше (рис. 213,6) или ниже (рис. 213,в) линии центра. Для получения конических поверхностей с а^ 10…12° .применяют копировальную линейку (рис. 214). На плите 1 установлена линейка 2, которую поворачивают под требуемый угол а вокруг пальца 3 и закрепляют винтом 6. Ползун 4 жестко соединен с поперечной частью суппорта 8 с помощью тяги 7 и зажима 5. Копировальная линейка должна быть установлена параллельно образующей конуса, который необходимо получить. Угол поворота копировальной линейки определяют из выражения tga = (Z) — d)/(2l). Если деления на плите обозначены в миллиметрах, то число делений C — H(D — d)/(2l), где Я — расстояние от оси вращения линейки до ее конца. Конус, у которого длина образующей больше длины хода верхней каретки суппорта, обтачивают путем применения продольной и поперечной подач (рис. 215). При этом верхнюю каретку необходимо повернуть на угол р относительно линии центров: sinp = tga(Snp/S„+ 1), где оПр и S„ — продольная и поперечная подачи. Для получения конусности требуемой формы резец устанавливают строго по центру. Коническое отверстие обрабатывают в следующей последовательности. Сверлят отверстие несколько меньшего диаметра, чем диаметр меньшего основания конуса (рис. 216), затем рассверливают отверстие сверлом. После этого ступенчатое отверстие растачивают резцом. Другим способом получения конического отверстия является сверление отверстия (рис. 217, а), развертывание черновое (рис. 217,6), получистовое (рис. 217, в), чистовое (рис. 217,г).
Рис. 206. Геометричесние параметры нонуса
Конические поверхности контролируют угломерами (рис. 218, а), калибрами (рис. 218, б, в) и шаблонами (рис. 218, г). Конические отверстия проверяют по уступам и рискам, нанесенным на калибрах (рис. 219). Если конец конусного отверстия детали совпадает с левым торцом уступа, а наружный диаметр совпадает с одной из рисок или же находится между ними, то размеры конуса соответствуют заданным.
Рис. 207. Конус Морзе
Рис. 208. Метричесний нонус
Рис. 209. Схема обработки цилиндрической и нонической поверхностей: а—вершина резца перемещается параллельно оси центров; б—вершина резца перемещается под углом н оси центров
Реклама:Читать далее:Обработка резьбовых соединенийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|