|
|
Категория:
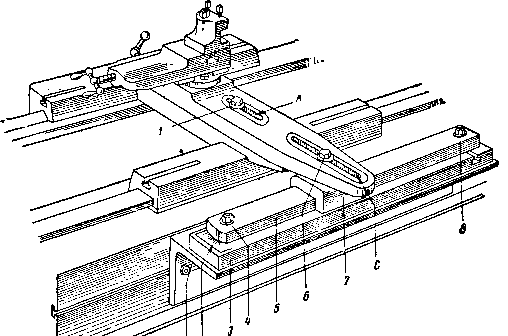
Токарное дело Сущность способа обработки конусов при помощи конусной линейки. Обработка конусов этим способом производится путем использования одновременно двух подач резца — продольной и поперечной. Продольная подача резца получается, как обычно, от ходового валика или ходового винта, а поперечная — посредством конусной линейки. Винт поперечной подачи суппорта в этом случае должен быть снят или выключен. Очевидно, что при обработке конусов с разными углами уклона поперечные подачи резца должны быть различны, что и обеспечивается устройством линейки. Устройство конусной линейки. На горизонтальной полке угольника, прикрепленного к задней стенке станины станка, закреплена плита. На плите находится точно и чисто обработанная линейка, которая может поворачиваться на некоторый угол около пальца (на фигуре не виден), расположенного в середине линейки. Отсчет угла поворота линейки производится по градусной шкале, имеющейся на плите, и риске, нанесенной на торце линейки: Линейка закрепляется в требуемом положении посредством болтов. Поперечные салазки суппорта несколько удлинены и имеют два продольных паза А и С. Болт, проходящий через паз, служит для соединения гайки винта поперечной подачи с поперечными салазками суппорта. Если немного вывернуть болт, поперечные салазки смогут свободно перемещаться по своим направляющим. Гайка и винт поперечной подачи будут оставаться при этом неподвижными. Болт соединяет с поперечными салазками ползунок, охватывающий линейку. Предположим, что болт вывернут, болт затянут, а линейка установлена под углом к оси станка. Если мы включим продольную подачу суппорта, ползунок, двигаясь по линейке, заставит перемещаться поперечные салазки по прямой линии, наклонной к оси станка, а обрабатываемая деталь получится конической формы.
Рис. 1. Конусная линейка
Для выключения конусной линейки необходимо вывернуть болт и, наоборот, затянуть болт. Некоторые разновидности устройства для обработки конусов при помощи конусной линейки. Суппорты многих токарных станков не приспособлены для обработки конуса По линейке. В таких случаях, пользуясь приспособлением для конусной обработки, приходится вынимать винт поперечной подачи суппорта. Линейка у некоторых станков поворачивается около пальца, расположенного не в середине, а у конца ее. Шкалы для отсчета угла поворота линейки имеют иногда не градусные, а миллиметровые деления, и в редких случаях — деления, соответствующие 1 мм конусности на 100 мм длины конуса. Отступления от наиболее распространенных устройств конусной линейки не влияют на ее работу и лишь учитываются при определении угла поворота. Определение угла поворота конусной линейки. Угол поворота линейки должен быть равен углу уклона конуса. Например; если угол уклона обрабатываемого конуса должен быть равен 6°, линейку следует повернуть также на угол, равный 6°. Если линейка установлена так, что левый конец ее (считая со стороны рабочего места) ближе к токарю, чем правый, получается конус, вершина которого обращена к задней бабке. При обработке конуса с вершиной, обращенной к передней бабке, линейка должна быть установлена так, чтобы правый конец ее был ближе к токарю, чем левый. Достоинства способа обработки наружных конусов при помощи конусной линейки. Этот способ обработки конусов имеет ряд достоинств; к главным относятся следующие. 1. Задняя бабка станка находится в среднем положении, поэтому не происходит ненормального износа центровых отверстий, что неизбежно при смещении задней бабки. 2. Конусность обрабатываемого конуса получается в большинстве случаев практики достаточно точной без дополнительных установок конусной линейки. 3. Этот способ позволяет обрабатывать конусы с большей конусностью, чем при смещении задней бабки. Какие наружные конусы можно обрабатывать при помощи конусной линейки. Наибольшая конусность конуса, обрабатываемого этим способом, определяется наибольшим возможным углом поворота конусной линейки данного станка. Наибольший угол поворота конусной линейки обычно равен 10 —12°. Проверка наружных конусов, обрабатываемых при помощи конусной линейки. Проверка осуществляется так же, как конусов, обработанных при сдвинутой задней бабке. 6. Обработка конических отверстий Способы обработки конических отверстий. Обработка конических отверстий может производиться установленным резцом, при повернутых верхних салазках суппорта, с помощью конусной линейки и развертыванием. Сущность трех первых из этих способов, связанные с ними подсчеты и приемы их выполнения такие же, как и соответственных способов обработки наружных конусов. Поэтому ниже рассматриваются некоторые особенности растачивания отверстий в сплошном материале и развертывание конических отверстий.
Рис. 2. Предварительная обработка конического отверстия
Особенности растачивания конических отверстий в сплошном материале. Такие отверстия предварительно просверливаются. Диаметр используемого при этом сверла должен быть на 2—3 мм меньше меньшего диаметра конуса. Если угол уклона конуса велик, то полученное таким образом отверстие перед растачиванием рассверливается или растачивается уступами. Для этого желательно иметь деталь (или образцовый конус) с наружным конусом, одинаковым с обрабатываемым. Например, если обрабатываемое коническое отверстие должно иметь диаметры D и d при длине I и имеется образцовый конус с такими же размерами, то отверстие предварительно обрабатывают следующим образом. Разделив длину образцового конуса, например, на три части, измеряют диаметры d2 и dr и расстояния от правого торца до сечений, в которых измерены эти диаметры. После того как обрабатываемое отверстие просверлено сверлом, диаметр которого на 2—3 мм меньше d, рассверливают его сначала на глубину немного меньшую 1Г сверлом диаметром меньшим d1} а затем на глубину немного меньшую 12 сверлом, диаметр которого меньше d2. Затем растачивают отверстие, которое может быть выполнено много быстрее, чем в том случае, если бы растачивание конуса выполнялось сразу же после первого сверления, когда припуск на обработку гораздо больше. При предварительной обработке сверлением больших конических отверстий на мощных станках надо начинать с большего сверла и сверлить им на глубину меньшую Zj, затем сверлом меньшего диаметра обрабатывать второй уступ и т. д. Задний угол резца, применяемого при растачивании конического отверстия, следует выбирать с учетом меньшего диаметра отверстия. Этот угол, достаточный в начале работы резца, может оказаться малым, когда резец подойдет к концу растачиваемого отверстия. В результате между поверхностью отверстия и задней гранью резца возникнет трение, недопустимое для его работы.
Рис. 3. Конические развертки
Развертывание конических отверстий. Конические отверстия нормализованных размеров (внутренние конусы в переходных втулках, в насадных развертках, зенкерах и т. д.) следует обрабатывать развертками, комплект которых для определенного типа и размера обрабатываемого конического отверстия (например, Морзе № 4) состоит из 3 шт. Каждая из таких разверток имеет коническую часть, соответствующую размерам отверстия, для обработки которого она предназначается, и цилиндрический хвостовик, заканчивающийся квадратом. На конической части профрезерованы канавки, образующие зубья. У первой (обдирочной) развертки число зубьев обычно невелико (в развертке для конуса Морзе № 4 имеется 6 зубьев). Они сделаны ступенчатыми с расположением ступеней по винтовой линии. Вторая развертка имеет значительно большее число зубьев, чем первая, но также ступенчатых (для разделения снимаемой стружки на части). Третья (чистовая) развертка имеет прямые ровные зубья; количество их немного больше, чем во второй развертке. Сверление отверстия производится сверлом диаметром на 0,5— 1,0 мм меньше меньшего диаметра первой развертки. Благодаря ступенчатой форме зубьев этой развертки и расположению их по винтовой линии, развернутое отверстие получается ступенчатым. После прохода второй развертки ступени уменьшаются по величине, но количество их возрастает. Последняя (чистовая) развертка снимает ступени, и обрабатываемое отверстие получается с гладкими стенками.
Рис. 4. Образцовый конус, применяемый при предварительной обработке конического отверстия
Комплект, предназначенный для обработки конических отверстий с малыми уклонами конуса, иногда состоит из двух разверток. Очень пологие конусы часто обрабатываются сразу чистовой разверткой.
Рис. 5. Развертывание конического отверстия
Рис. 6. Калибр-пробка (а) для проверки конических отверстий и его применение (б)
Установка развертки во время работы показана на рис. 5. Рабочий конец развертки вводится в обрабатываемое отверстие детали, закрепленной в патроне, а правый поддерживается центром, вставленным в пиноль задней бабки станка. На квадратный конец развертки надет хомутик, конец которого опирается на верхнюю площадку суппорта. По мере перемещения развертки влево пиноль задней бабки подается также влево непрерывным вращением ее маховика. Если конец хомутика приближается к левой кромке площадки, следует переместить влево весь суппорт. Проверка конических отверстий. Для проверки конических отверстий применяют калибры-пробки. Пользуясь таким калибром, Набоковой поверхности его наносят меловые или карандашные риски. Если после того, как калибр введен в проверяемое отверстие и несколько раз повернут, риски сотрутся по всей длине, угол конуса отверстия правилен. Если риски сотрутся только у меньшего диаметра калибра, это означает, что угол конуса велик. При слишком малом угле конуса меловые или карандашные линии окажутся стертыми только у большого диаметра калибра. Диаметры конического отверстия проверяются также калибром-пробкой. При правильно обработанном отверстии риска В, нанесенная на калибре-пробке, должна быть закрыта деталью, а торец детали не должен закрывать собой риску А. Если риска В на калибре не дойдет до торца детали, отверстие следует обработать дополнительно, а если риска А проходит в глубь детали, последняя является браком. Реклама:Читать далее:Основные понятия о допусках резьбСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|





|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|