|
|
Категория:
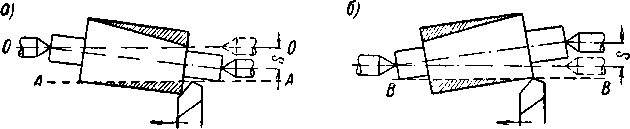
Токарное дело Описание способов обработки наружных конусов при смещенной задней бабке. Если мы передвинем корпус задней бабки по основной плите ее на некоторую величину S в сторону токаря, то получим положение заднего центра, показанное на рис. 1 ,а жирными линиями. Пунктирными линиями показан задний центр в среднем положении (ось центра совпадает с центровой линией станка). Линия 00 изображает центровую линию станка, а линия А А — путь вершины резца при его продольной подаче. При вращении детали, закрепленной в центрах станка, и перемещении резца по указанной на фигуре стрелке резец срежет с детали часть материала (заштрихованную). В результате деталь получится конической. Вершина конуса обращена к задней бабке станка.
Рис. 1. Поверхности (конусы), получающиеся при обработке детали на токарном станке если задняя бабка его сдвинута к токарю (а) и от токаря (б)
Сместив корпус бабки на величину S в направлении от токаря, получим положение заднего центра, показанное на рис. 1, б жирными линиями. Пунктирными линиями и в этом случае показан задний центр, установленный в среднем положении. Если заставить деталь вращаться, а резцу сообщить продольную подачу, вершина его, перемещаясь по прямой ВВ, срежет с детали часть материала, заштрихованную на рис. 1, б. В результате деталь получится конической. Вершина конуса обращена к передней бабке. Из всего сказанного следует: На токарном станке можно обрабатывать конические детали, смещая со среднего положения корпус задней бабки. Если при этом бабка смещена в сторону токаря, конус получится с вершиной, обращенной к задней бабке. Если же корпус бабки смещен от токаря, то получится конус с вершиной, обращенной к передней бабке. В дальнейшем вместо выражения «смещение корпуса задней бабки» говорится, для краткости, «смещение задней бабки». Отсчет смещения задней бабки. Отсчет смещения бабки производится по небольшой шкале, нанесенной на опорной плите бабки (со стороны маховика). Цена одного деления обычно равна 1 мм.
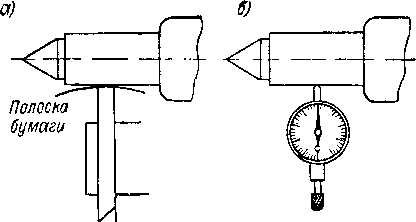
Рис. 2. Отсчет сдвига задней бабки при помощи полоски бумаги (а) и индикатора (б)
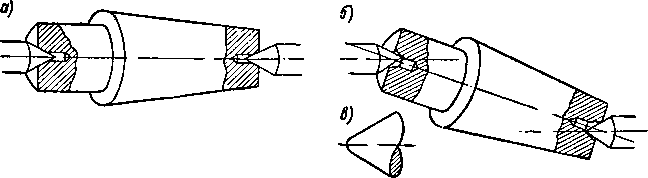
При отсутствии шкалы с делениями для отсчета величины смещения бабки используют лимб винта поперечной подачи суппорта или индикатор. В первом случае поступают следующим образом. Поперечной подачей суппорта к пиноли задней бабки, установленной в среднее положение, подводят резец, закрепленный в резцедержателе задним концом вперед. Резец прижимают к пиноли так, чтобы полоска бумаги, положенная между концом резца и шпинделем, не выпадала, но вместе с тем могла быть извлечена без большого усилия. После этого отодвигают резец назад на величину смещения задней бабки, пользуясь лимбом винта поперечной подачи суппорта. Затем передвигают бабку в сторону токаря настолько, чтобы полоска бумаги была снова зажата между резцом и пинолью бабки так же плотно, как и при первом положении бабки. Если необходимо сместить бабку от токаря, то прижимают резец к пиноли так же, как и в рассмотренном выше случае, и затем смещают бабку (в сторону от токаря) немного больше, чем требуется. После этого, переместив резец вперед на величину смещения бабки (по лимбу), передвигают ее обратно (к себе), пока пиноль не коснется резца. Плотность прилегания пиноли к резцу и в этом случае проверяется полоской бумаги. При настройке станка с помощью индикатора кнопку его подводят к пиноли задней бабки. После этого бабка может быть смещена в сторону токаря или от токаря, причем величину смещения ее покажет стрелка индикатора. Достоинства и недостатки способа обработки конусов при смещенной задней бабке. Рассмотренный способ находит широкое применение, так как не требует специальных приспособлений и может быть осуществлен на каждом токарном станке. Основной недостаток его состоит в том, что центры станка при смещении задней бабки располагаются в центровых отверстиях детали не так, как при обычной установке бабки, а как показано на рис. 3, б, вследствие чего центровые отверстия в детали и центры станка срабатываются неправильно. Если деталь после обтачивания конуса при смещенной задней бабке поставить на нормально установленные центры и произвести обработку ее цилиндрической части, оси этой части и ранее обработанной конической не совпадут. Поэтому при обработке деталей, часть которых представляет собой конус, следует предварительно обтачивать конусную часть, затем выполнять обдирку и окончательную отделку цилиндрической части и лишь после этого начисто обтачивать конус. Для уменьшения износа центровых отверстий надо пользоваться центрами с закругленными концами.
Рис. 3. Условия работы центров и центровых отверстий при среднем положении задней бабки и при сдвинутой бабке
Необходимо отметить, что даже при правильном определении величины смещения задней бабки по всем приведенным выше формулам и правильном отсчете ее сдвига конусность обработанного конуса не получается точной. Поэтому при обработке точных конусов окончательное положение бабки определяется опытным путем. С этой целью, как только будет обработана начерно вся поверхность конуса, производится предварительная проверка его размеров. В зависимости от результатов проверки или заканчивается обработка конуса, или задняя бабка смещается в ту или иную сторону. В последнем случае по окончании прохода резца надо проверить размеры обрабатываемого конуса и снова, если это окажется необходимым, сместить бабку и т. д.
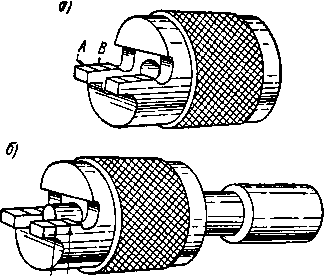
Рис. 4. Калибр-втулка (а)- для проверки наружных конусов и ее применение (б)
Какие наружные конусы следует обрабатывать при смещении задней бабки. Указанный выше неправильный износ центровых отверстий в детали, коническая часть которой обрабатывается при сдвинутой задней бабке, получается тем значительнее, чем меньше длина детали и чем больше величина сдвига бабки. Для общего руководства можно считать, что величины смещения задней бабки при обработке конической части детали не должны быть больше примерно всей ее длины. При дальнейшем смещении бабки (при той же длине детали) искажение формы центровых отверстий в детали может получиться недопустимым. Так, например, коническую часть детали, вся длина которой равна 200 мм, можно обрабатывать при смещенной задней бабке, если необходимая при этом величина сдвига бабки не больше (примерно). Если для обработки конической части той же детали необходим больший сдвиг бабки, рассматриваемый способ обтачивания конусов применять не рекомендуется. Проверка конусов, обрабатываемых при смещенной задней бабке. Проверку таких конусов обычно производят калибром-втулкой. Тщательно очистив от грязи и стружек втулку и проверяемый конус, на поверхности последнего (вдоль образующих) наносят мелом, а еще лучше карандашом две-три риски. После этого надевают втулку на проверяемый конус и поворачивают ее, слегка нажимая, вдоль оси. Сняв втулку, смотрят, где и как стерлись меловые или карандашные риски. Если риски стерлись по всей длине, это значит, что угол конуса правилен; если они стерлись только у меньшего диаметра конуса, угол конуса мал. При слишком большом угле конуса риски сотрутся у его большего диаметра. Одновременно с проверкой угла конуса производится проверка его диаметров. При правильно обработанном конусе торец его должен лежать между рисками А и В, нанесенными на срезанной поверхности втулки. Если конец конуса не доходит до риски В, необходима дополнительная обработка конуса. Если торец конуса проходит дальше риски А, мы имеем окончательный брак. Если коническая часть детали является крайней, проверка ее может быть произведена угломером. Реклама:Читать далее:Обработка наружных конусов при помощи конусной линейкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|