|
|
Категория:
Металлорежущие станки Принципы воспроизведения образующей линии как огибающий последовательных положений режущей кромки. Как известно, огибающей семейства линий называется такая линия, которая в каждой своей точке касается одной из линий семейства. При рассматриваемом методе воспроизведения образующей линии семейством линий является ряд последовательных положений реальной режущей кромки.
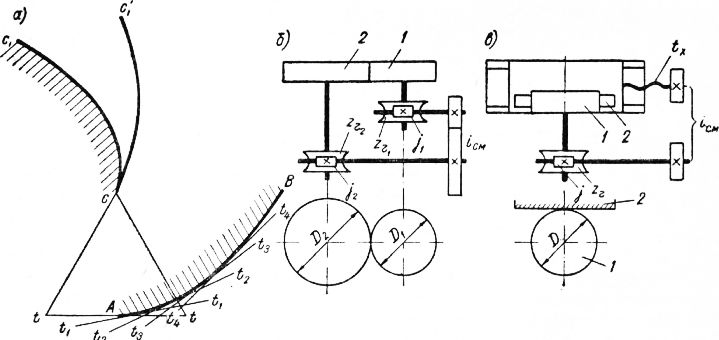
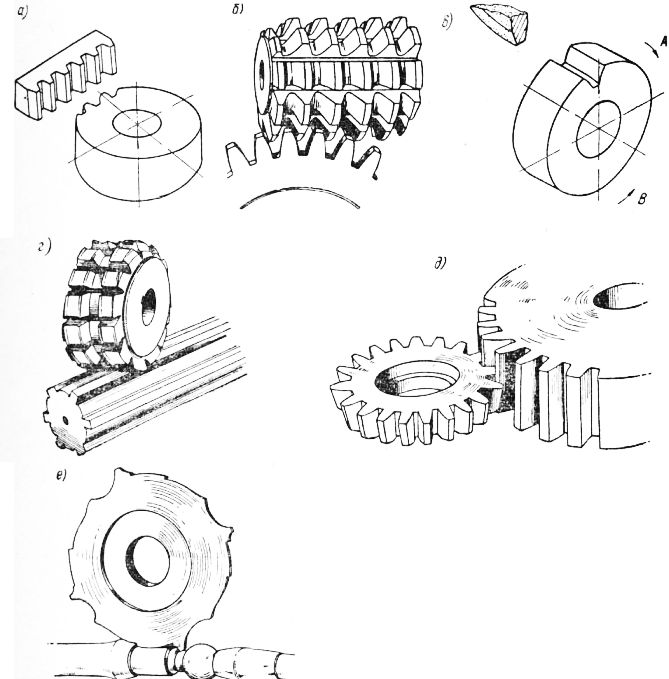
Рис. 1. Воспроизведение воображаемой режущей кромки по методу огибания. В частном случае таким семейством может быть семейство касательных tx—tn к образующей линии. В этом случае при использовании режущего инструмента с прямолинейной режущей кромкой можно воспроизвести воображаемую криволинейную образующую линию. Для этого в процессе обработки необходимо взаимно перемещать деталь с обрабатываемым профилем А В и режущий инструмент так, чтобы режущая кромка занимала ряд последовательных положений tx—tlt t»—и т. д. Из курса кинематики механизмов известно, что всякое непрерывное движение линии или фигуры в плоскости можно получить катанием кривой, связанной с данной линией, по другой неподвижной кривой. Данные кривые называются центроидами. В процессе воспроизведения образующей линии АВ с подвижной центроидой СС\ связана прямая t—t, а с неподвижной центроидой ССг — обрабатываемый профиль АВ. Следует отметить, что двигаться могут обе центроиды, перекатываясь друг по другу без скольжения. Если заданы профили образующей линии и режущей кромки инструмента, то центроиды должны иметь вполне определенную форму. При перекатывании без скольжения криволинейных некруглых центроид рабочие органы станка должны совершать весьма сложные движения, что приводит к усложнению конструкции и кинематики станка. Поэтому криволинейные центроиды используются весьма редко, главным образом при обработке некруглых зубчатых колес. В этом случае необходимые движения рабочих органов осуществляются с помощью копиров или вычислительных устройств. Чаще применяются центроиды простейшей формы в виде окружности или прямой линии, при этом перекатывание без скольжения обеспечивается введением простейших кинематических связей. При заданной заранее форме центроид профиль инструмента должен быть построен в соответствии с профилем образующей линии, при этом, естественно, он в общем случае не будет прямолинейным, а будет иметь форму той или иной кривой. Прямолинейный профиль режущей кромки инструмента, сопряженный с прямолинейной центроидой, широко используется при нарезании зубчатых колес, так как при перекатывании прямолинейной центроиды по окружности прямолинейная кромка режущего инструмента воспроизводит образующую в форме эвольвенты. Несмотря на то, что применение инструмента с прямолинейным профилем режущей кромки ограничено указанным случаем воспроизведения эвольвенты, метод огибания находит применение и для выполнения других работ, при которых используется инструмент с соответствующим более сложным профилем. Образование поверхностей. При воспроизведении воображаемой образующей линии по методу огибания обработка осуществляется строганием, фрезерованием, точением, шлифованием. Строгание осуществляется либо режущей зубчатой рейкой, либо режущей шестерней-долбяком. Зубчатая рейка имеет прямобочный профиль режущей кромки, связанный с прямолинейной центроидой. В процессе снятия стружки рейка получает главное рабочее движение вдоль направляющей линии, скорость которого v измеряется в м/мин. Движением подачи является качение центроид. Скорость подачи измеряется в мм/дв. ход. рейки. В большинстве случаев рейка имеет небольшую длину и может обработать без перестановки один-два зуба. После обработки указанного числа зубьев рейка и заготовка возвращаются в исходное положение и происходит делительный поворот заготовки для обработки последующих зубцов. Простота формы режущего инструмента позволяет изготовить его с высокой точностью, однако точность обработки снижается вследствие дополнительного делительного перемещения. Длинные рейки, позволяющие осуществить обработку всех зубьев шестерни без деления, применяются для нарезания высокоточных шестерен с малым модулем в приборостроении. Аналогичный принцип применяется при шлифовании зубчатых колес. Шлифовальный круг в диаметральном сечении представляет собой зуб рейки. Движение огибания осуществляется благодаря вращательному движению заготовки в направлении стрелки А и поступательному — в направлении стрелки В. Непрерывность процесса обработки обеспечивается при использовании червячных фрез. Червячная фреза в сечении нормальном к виткам имеет профиль зубчатой рейки. При вращении фрезы профиль зубчатой рейки, расположенной на винтовой поверхности, перемещается вдоль оси, чем и обеспечивается движение профиля вместе с прямолинейной центроидой. При одном обороте профиль перемещается на величину шага фрезы. Круговая центроида получает движение при вращении заготовки. Движение подачи происходит вдоль направляющей линии; скорость подачи измеряется в мм/об заготовки. Фрезерование червячной фрезой применяется также для обработки шлицевых валиков. Так как профиль шлицевых валиков обычно является прямобочным, то криволинейный профиль зубьев фрезы должен быть построен в соответствии с обрабатываемым профилем и формой центроид. При работе долбяком обе центроиды являются окружностями. При обработке эвольвентных зубчатых колес долбяки также имеют эвольвентный профиль. Главным рабочим движением является возвратно-поступательное движение долбяка; движением подачи — движение по центроиде. Скорость подачи измеряется в мм/дв. ход. долбяка.
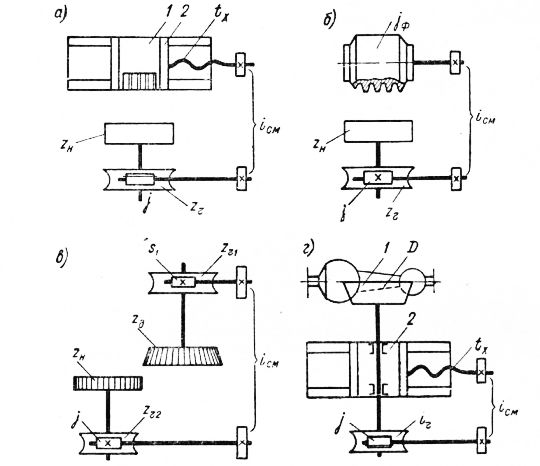
Рис. 2. Методы образования поверхностей при воспроизведении воображаемой режущей кромки по методу огибания. В ряде случаев долбяки применяются для обработки контурно-слож-ных поверхностей, при этом профиль долбяка строится в соответствии с формой обрабатываемого профиля. При точении обработка осуществляется специальным чашечным резцом. Профиль чашечного резца связан с круговой центрои-дой, которая катится по прямолинейной центроиде, связанной с профилем обтачиваемой детали. В процессе огибания резец вращается вокруг своей оси и перемещается вдоль оси обрабатываемой детали. Главным движением является вращение обрабатываемой детали. Подача происходит в процессе перекатывания центроид и измеряется в мм/об. детали. В отличие от обработки фасонными резцами при копировании режущей кромки в данном случае стружка снимается только на небольшом участке профиля, что обеспечивает высокую частоту обрабатываемой поверхности. Однако трудности изготовления инструмента оказались серьезным препятствием на пути внедрения данного метода в производство. Вопросы проектирования режущего инструмента, работающего по методу огибания, рассматриваются в соответствующих разделах курса проектирования режущего инструмента. Однако следует отметить, что далеко не во всех случаях возможно спроектировать режущий инструмент для обработки по методу огибания. Блок-схемы кинематических цепей для воспроизведения образующей линии по методу огибания. Поскольку при воспроизведении образующей линии по методу огибания между перемещениями рабочих органов должна существовать определенная функциональная зависимость, в этом случае используется метод кинематического профилирования. При нарезании некруглых зубчатых колес применяется сочетание методов профилирования по копиру и кинематического профилирования. Появились опытные образцы станков для нарезания цилиндрических зубчатых колес, в которых функциональная связь между перемещениями рабочих органов обеспечивается вычислительными устройствами системы управления.
Рис. 3. Основные движения и кинематические связи при воспроизведении воображаемой режущей кромки по методу огибания. Реклама:Читать далее:Образование винтовых поверхностейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|