|
|
Категория:
Крупные электрические машины Мембранный коллектор собирается из пластин трапецеидальной формы, к которым припаяны жесткие петушки также трапецеидального сечения. Соединение петушка с пластиной осуществляется посредством Z-образного замка, пропаянного припоем ПСр-15. Ранее считалось необходимым для уменьшения зоны отжига выносить место пайки за пределы рабочей части пластины на специальный выступ, образуемый путем вырезки. Такая конструкция пластины имела существенные недостатки:
Рис. 1. Соединение петушка с пластиной: Лабораторные исследования показали, что с течением времени (особенно при нагреве) происходит перераспределение внутренних напряжений, и пластины неизбежно деформируются. Величина деформации отдельных пластин достигала 0,2 мм. Последнее обстоятельство являлось особенно опасным, так как деформация пластины могла произойти в коллекторе уже после насадки его на якорь и окончательной обработки — при испытании или во время эксплуатации машины.
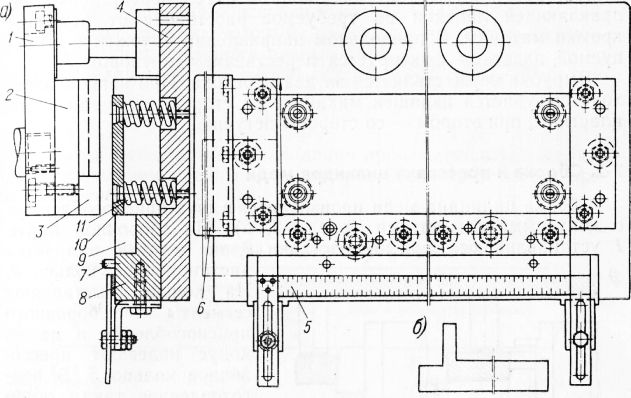
Рис. 2. Штамп для штамповки контура прокладки: Для устранения отмеченных недостатков были разработаны конструкция пластины и технология пайки, исключающие необходимость вырезки выступа. Высота Z-образного замка в новой конструкции уменьшена до 5 мм. Для ограничения зоны отжига в продольном направлении предусмотрена канавка размером 5×5 мм. Проверка механической прочности нового соединения показала примерную равнопрочность старого и нового исполнений. Некоторое увеличение зоны отжига не дает сколько-нибудь заметного снижения прочности пластин. После припайки петушка зона пайки рихтуется и опиливается по шаблону. Проверка производится щупом 0,08 мм, который не должен проходить между мерительными плоскостями шаблона и боковыми сторонами пластины и петушка. Прокладки межпластинной изоляции изготавливают из ми-канитовых пластин марки КФА-1 размером 600X200 мм. Пластины по длине обрезают в размер по чертежу на рычажных ножницах. Затем производят штамповку контура петушка на эксцентриковом прессе посредством специального штампа. Он состоит из верхнего основания, подушки, составного пуансона, нижнего основания, подушки матрицы, составной матрицы, сбрасывателя с пружинами, направляющей линейки и поддерживающего мостика. Настройка штампа осуществляется путем перестановки направляющей линейки на требуемое расстояние от режущей кромки матрицы. В продольном направлении положение штампуемой пластины фиксируется переставляемым упором. Вырубка осуществляется за два перехода. При первом переходе вырубается излишек миканита со стороны длинной части пластины, при втором — со стороны петушка. Реклама:Читать далее:Изготовление и наклеивание подбандажной изоляцииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|