|
|
Категория:
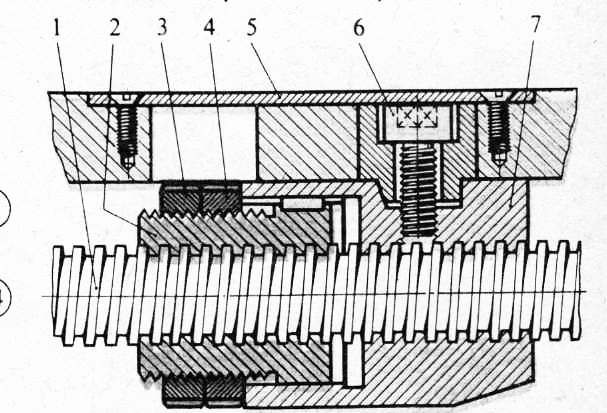
Токарное дело Далее: Проверка станка на точность Гаечный механизм устранения «мертвого хода» винта поперечного суппорта. С целью устранения «мертвого хода» гайка подачи винта выполняется из двух полугаек. Для регулирования зазора снимают крышку и при помощи бородка (легким постукиванием) отворачивают контргайку, а затем проворачивают регулировочную гайку. Величину зазора определяют по лимбу поперечной подачи (допускается «мертвый ход» в пределах до одного деления лимба). После регулировки затягивают контргайку и устанавливают крышку на место. Двухразрядный лимб продольной подачи (станка 16К20П). На лимбе станка имеется две шкалы. На первой шкале цена деления—1 мм, т. е. перемещению суппорта на 1 мм соответствует поворот лимба на одно деление. На второй шкале цена деления 100 мм, т. е. перемещению суппорта на 100 мм соответствует поворот лимба на одно деление. Механизм автоматической подачи верхних салазок суппорта
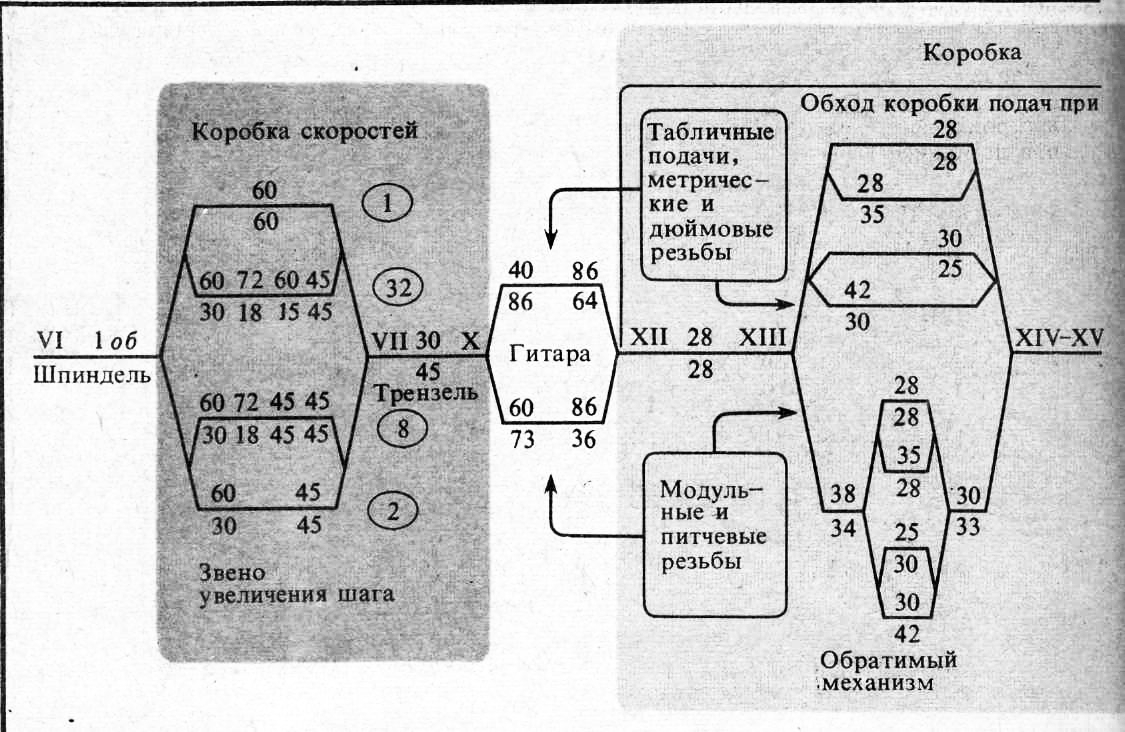
1. СТРУКТУРНАЯ СХЕМА МЕХАНИЗМА ПОДАЧ СТАНКА 16К20
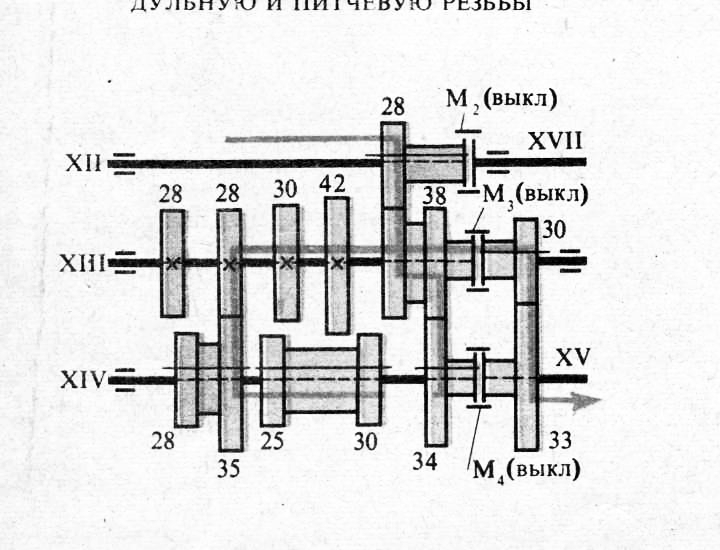
2. СХЕМА ВАРИАНТА НАСТРОЙКИ ГИТАРЫ СТАНКА 16К20 НА МОДУЛЬНУЮ И ПИТЧЕВУЮ РЕЗЬБЫ
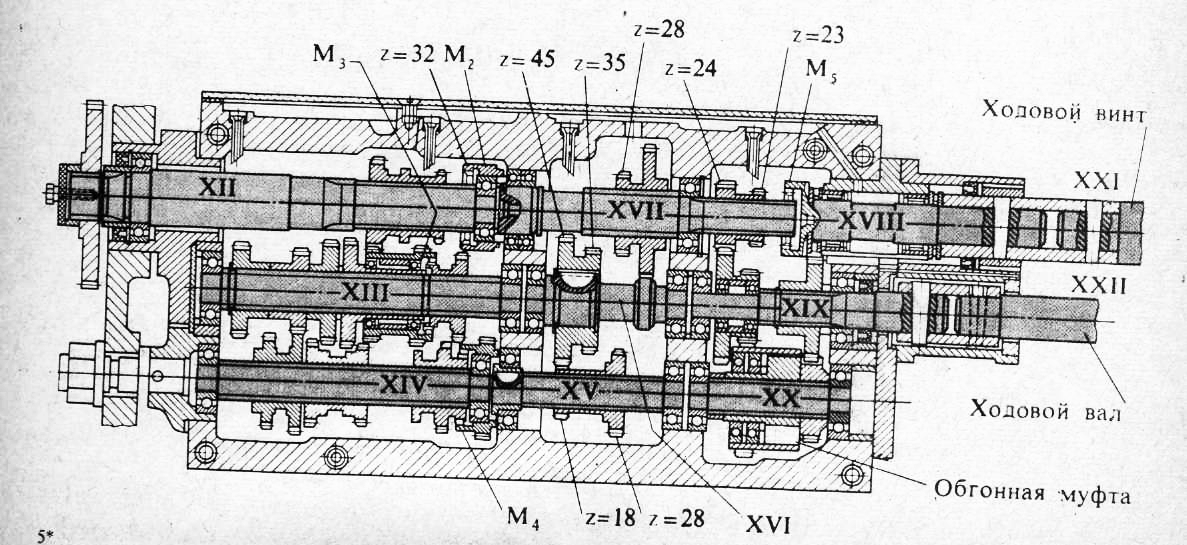
3. КОрОБКА ПОДАЧ СТАНКА 16К20 (РАЗВЕРНУТО)
Этот механизм встроен в станок 16К20П, а по особому заказу может поставляться со станком 16К20. Коническая шестерня z — 20 винта верхних салазок получает вращение от шестерни z = 29 фартука через шестерню z=18, коническую пару z = 20, 20, шестерни z = 20, 23, 30, 28, 36 и коническую шестерню z = 20. При помощи этого устройства можно обрабатывать конические поверхности под любым углом уклона конуса при автоматической подаче верхних салазок.
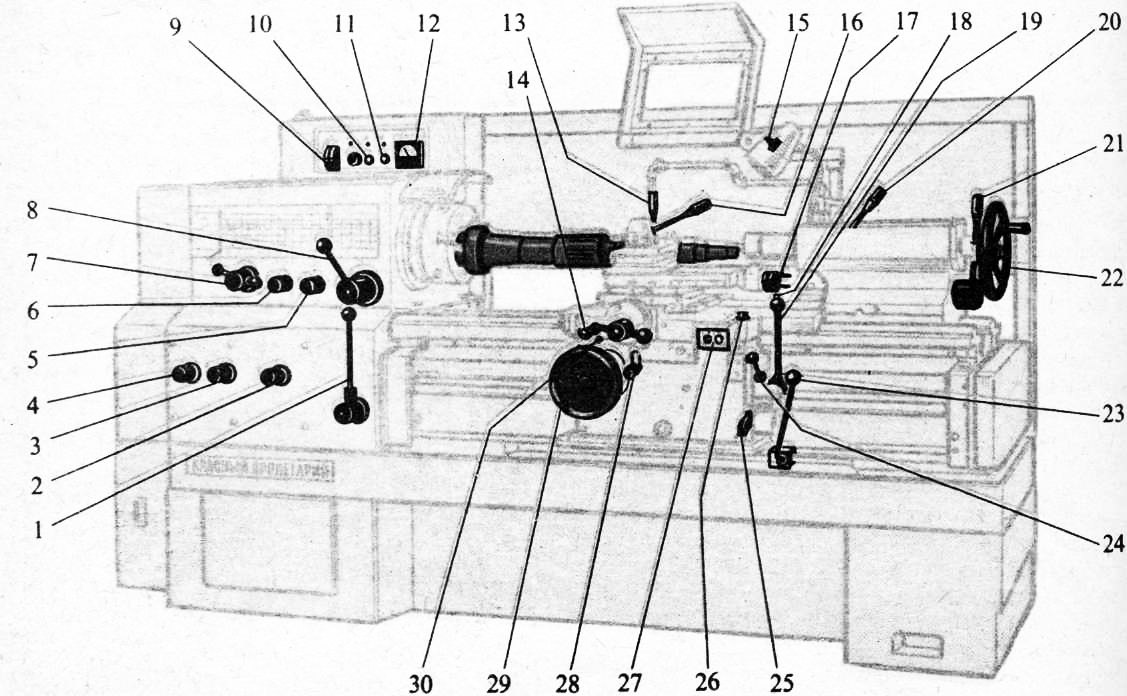
4. Органы управления станка 16к20:
рукоятки: 1, 23 — управления фрикционной муфтой главного привода, 2—установки величины подачи и шага резьбы и отключения механизма коробки подач, 3 — установки подачи и типа нарезаемой резьбы, 4 —установки величины подачи и шага резьбы, 5—установки правой и левой резьбы, б — установки нормального или увеличенного шага резьбы и положения при делении многозаходных резьб, 7, 8—установки частоты вращения шпинделя, 14 — ручного перемещения поперечных салазок суппорта, 16 — поворота и зажима резцедержателя, 17—ручного перемещения верхних салазок суппорта, 19 — управления перемещениями каретки и поперечных салазок суппорта, 20 — зажима пиноли задней бабки, 21 — крепления задней бабки к станине, 24 — включения и выключения разъемной гайки ходового винта, 25 — включения подачи, 28 — включения и выключения реечной шестерни; выключатели: 9 — вводный автоматический, 11 — электронасоса подачи охлаждающей жидкости, 15—лампа местного освещения; 10 — сигнальная лампа; 12 —указатель нагрузки станка; 13 — регулируемое сопло подачи охлаждающей жидкости; кнопки: 18 — включения электродвигателя привода ускоренной подачи каретки и поперечных салазок суппорта, 30 —- золотника смазки направляющих каретки и поперечных салазок суппорта; маховики: 22 — перемещения пиноли задней бабки, 29 — ручного перемещения каретки; 26 — болт закрепления каретки на станине; 27 — кнопочная станция включения и выключения электродвигателя главного привода
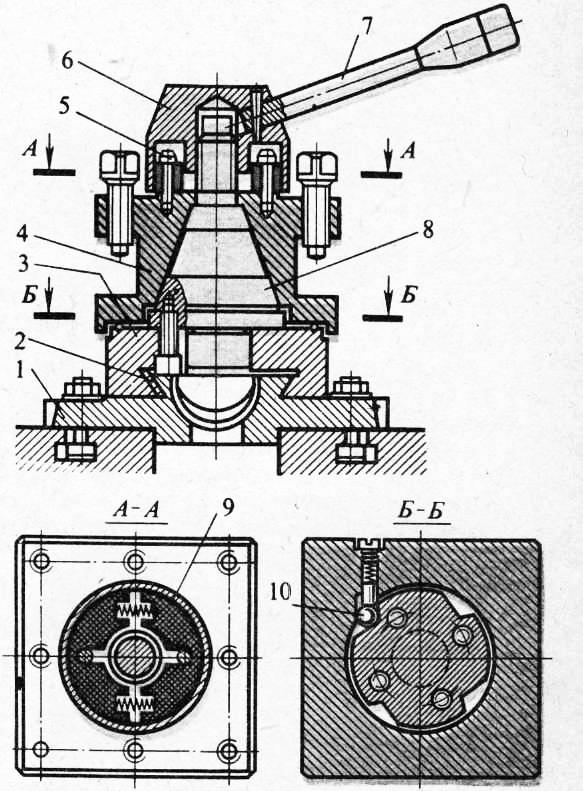
Резцедержатель на конусной основе. Резцедержатель станка 16К20 может фиксироваться и надежно закрепляться при помощи конусного сопряжения со своей опорой. Фиксация в основных четырех положениях осуществляется подпружиненным шариком, расположенным в резцедержателе и заскакивающим в гнезда конусного основания. При повороте резцедержателя рукояткой вначале колпак сходит по резьбе с центрального винта опоры. Затем подпружиненные фрикционные колодки, связанные со штифтами, прижимаются к расточке колпака и таким образом передают вращение на резцедержатель. При зажиме вначале поворачивается колпак вместе с резцедержателем, а после фиксации разцедержателя колпак, преодолевая трение колодок, навинчивается на винт окончательно, надежно закрепляя резцедержатель.
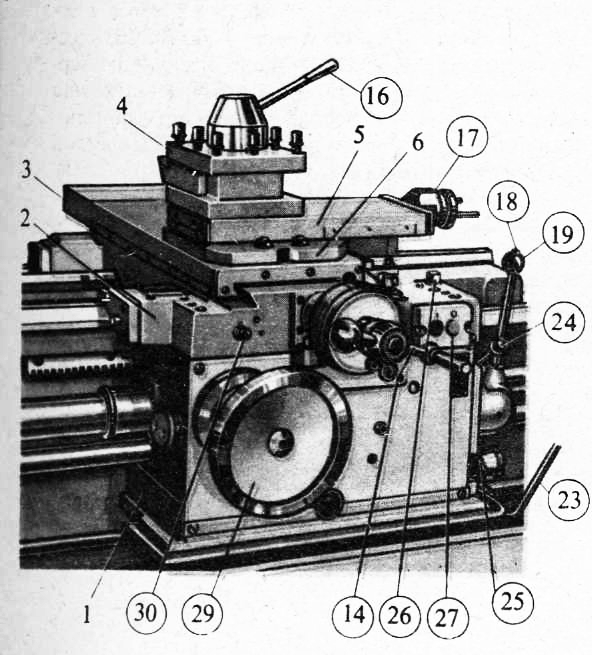
5. СУППОРТ станка 16К20:
1 — фартук, 2 — каретка, 3 — поперечные салазки, 4 — резцедержатель, 5 — верхние салазки, б — поворотная плита (цифры в кружках см. рис. 201)
6. ГАЕЧНЫЙ МЕХАНИЗМ УСТРАНЕНИЯ «МЕРТВОГО ХОДА» ВИНТА ПОПЕРЕЧНОГО СУППОРТА:
1 —ходовой винт, 2—регулируемая полугайка подачи, 3 — контргайка, 4 — регулировочная гайка, 5—крышка, 6 — винт. 7 — основная полугайка подачи
7. Резцедержатель станка 16К20 с посадкой на конус:
1 — каретка, 2 —регулировочный клин поперечных салазок; 3 —поперечные салазки, 4 —поворотный резцедержатель, 5 — винт, б — колпак, 7 — рукоятка, 8 — о пора, 9 — фрикционная колодка, 10 — фиксатор
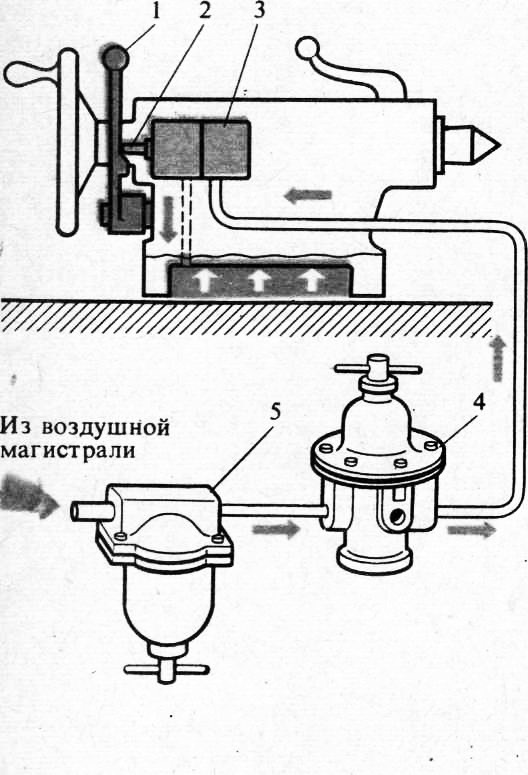
Задняя бабка на пневматической опоре. Задняя бабка станка 16К20 имеет пневматическое устройство, облегчающее перемещение ее по направляющим станины и предотвращающее износ направляющих. В это устройство входит воздушный трубопровод, подключенный к цеховой магистрали сжатого воздуха: фильтр (влагоотделитель), в котором осаждается имеющаяся в воздухе влага, маслораспылитель, в котором воздух захватывает мелкие частицы масла, служащие для смазки клапана; трехходовой клапан для впуска сжатого воздуха в специальную камеру на подошве основания задней бабки с целью создания «воздушной подушки». Подача воздуха включается при нажиме кулачка, укрепленного на рукоятке, на толкатель клапана.
8. ПНЕВМООБОРУДОВАНИЕ ЗАДНЕЙ БАБКИ СТАНКА 16К20:
1 — рукоятка закрепления задней бабки и включения пневматики, 2 — толкатель клапана, 3— трехходовой клапан, 4 — маслораспылитель, 5 — влагоотделитель Реклама:Читать далее:Проверка станка на точностьСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|