|
|
Категория:
Токарное дело Далее: Модернизация станков На заводе-изготовителе составляется акт о приемке станка после проверки на точность. Такие проверки проводятся также после среднего и капитального ремонтов станка. Нормы точности каждого типа станка указаны в ГОСТ 42—56, которым руководствуются при проверке станков на точность. Ниже приведены основные проверки токарного станка на точность.
1. ОСНОВНЫЕ ПРОВЕРКИ ТОКАРНОГО СТАНКА НА ТОЧНОСТЬ:
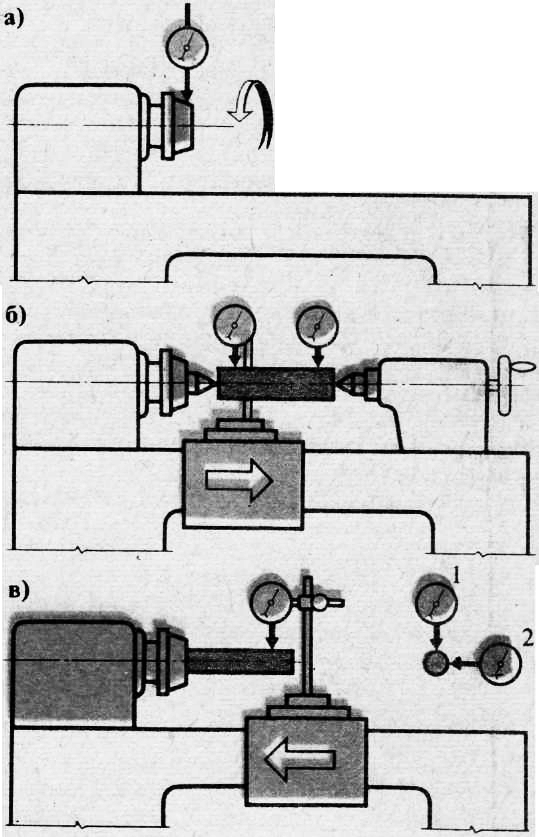
а — радиального биения центрирующей шейки шпинделя передней бабки, б —расположения осей отверстия шпинделя передней бабки и пиноли на одинаковой высоте над направляющими станины, в — параллельности оси шпинделя передней бабки набавлению движения каретки; 1,2 — индикаторы
Проверка радиального биения центрирующей шейки шпинделя передней бабки. Допускаемое биение для станков с наибольшим диаметром обрабатываемой заготовки 400 мм составляет 0,006—0,015 мм. Проверку осуществляют индикатором, установленным на направляющих станины. Измерительный шрифт индикатора должен касаться центрирующей шейки, шпиндель вращается с частотой вращения 10—20 об/мин. Проверка соосности осей шпинделя передней бабки и пиноли задней бабки. Допускаемое отклонение 0,1 мм (ось пиноли может быть только выше оси шпинделя). Заднюю бабку с полностью выдвинутой пинолью устанавливают примерно на 3/2 наибольшего расстояния между центрами. Между центрами, закрепленными в шпинделе и пиноли, устанавливают точную цилиндрическую оправку, а на суппорте — индикатор так, чтобы его измерительный штифт касался оправки. Суппорт перемещают в продольном направлении, индикатор при этом показывает смещение оси пиноли относительно оси шпинделя. Замер делают в вертикальной плоскости (индикатор касается поверхности оправки сверху) и горизонтальной плоскости (индикатор касается поверхности шейки спереди). Проверка параллельности оси шпинделя передней бабки наравлению продольного перемещения суппорта. Допускаемое отклонение в вертикальной плоскости 0,030 мм, а в горизонтальной плоскости 0,015 мм на длине 300 мм. В отверстие шпинделя плотно вставляют точную закаленную и шлифованную цилиндрическую оправку, а на суппорте устанавливают индикатор так, чтобы его измерительный штифт касался поверхности оправки. Суппорт перемещают вдоль станины. Для токарных станков предусмотрено 18—25 различных проверок. Эти проверки производятся отделом технического контроля (ОТК). Токарь проверяет станок только в случаях появления брака деталей, когда нужно убедиться, не является ли причиной брака неточность станка. Реклама:Читать далее:Модернизация станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|