|
|
Категория:
Технология отделки столярных изделий В состав конвейерных, автоматических и полуавтоматических линий включаются станки по нанесению материалов, установки для сушки и стабилизации покрытий, механизмы загрузки и съема деталей и изделий, транспортные средства. Полуавтоматические линии. Полуавтоматическая линия ММСК-1 для лакирования показана на рис. 58. Щиты, пройдя через лакообливную машину, поступают на роликовый конвейер, откуда они укладываются вручную на подвесные этажерки. После заполнения этажерки со щитами продвигаются в сушильную камеру конвейера. При выходе из камеры щиты с высушенным лакокрасочным покрытием снимаются и подаются на роликовый конвейер и виброшлифовальный станок для промежуточного шлифования покрытия. Прошлифованный щит с роликового конвейера подается на машину для повторного нанесения лака. Процесс повторяется.
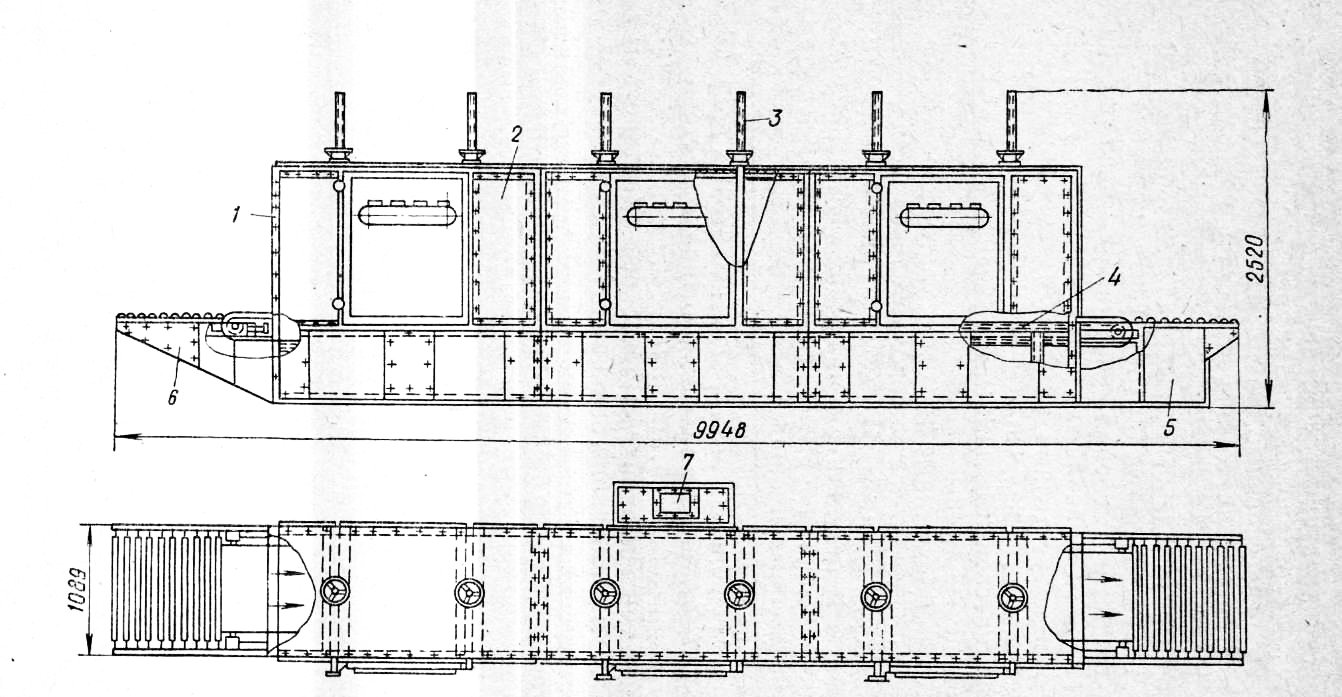
Рис. 1. Камера сушки покрытий ультрафиолетовым облучением:
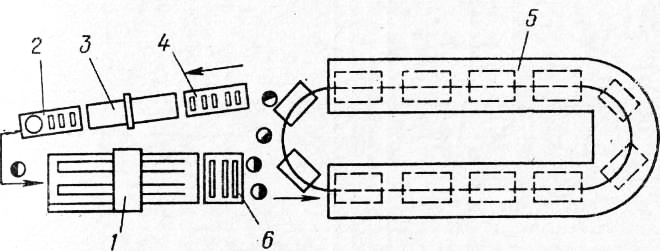
Рис. 2. Схема полуавтоматической линии отделки по проекту ММСК-1: Линия проста и надежна в эксплуатации, большой емкости (до 400 щитов). На ней можно отделывать изделия нитролаками и эмалями горячей сушки. Недостатком линии является то, что в ней не механизированы операции загрузки и выгрузки этажерок сушильной камеры. Полуавтоматическая линия отделки ЭКБ Минмебельдревпрома Литовской ССР состоит из трех участков: грунтования (1—6), собственно лакирования (7—20) и разравнивания лакокрасочного покрытия (21—27). Щиты, подлежащие отделке, по одному подаются на приемный роликовый конвейер участка грунтования, проходят станок для очистки пыли, терморадиационную камеру для предварительного нагрева щитов, клеевые вальцы для нанесения карбамидной смолы на поверхность, сушильную конвективную камеру и виброшлифовальный станок. Загрунтованные карбамидной смолой щиты поступают на роликовый конвейер линии лакирования. Щиты проходят через виброшлифовальный станок (щиты после линии грунтования на станке не шлифуются; этот станок предназначен для промежуточного шлифования лаковых покрытий), терморадиационную камеру предварительного подогрева поверхности. Затем конвейером щиты подаются на лакообливную машину, откуда с помощью конвейера-гасителя скорости поступают в камеру стабилизации лакового покрытия. Вышедшие из камеры щиты поступают на роликовый конвейер, а с него подъемным поперечным конвейером передаются на другую ветвь линии, на роликовый конвейер. Затем щиты поступают в конвективную сушильную камеру.
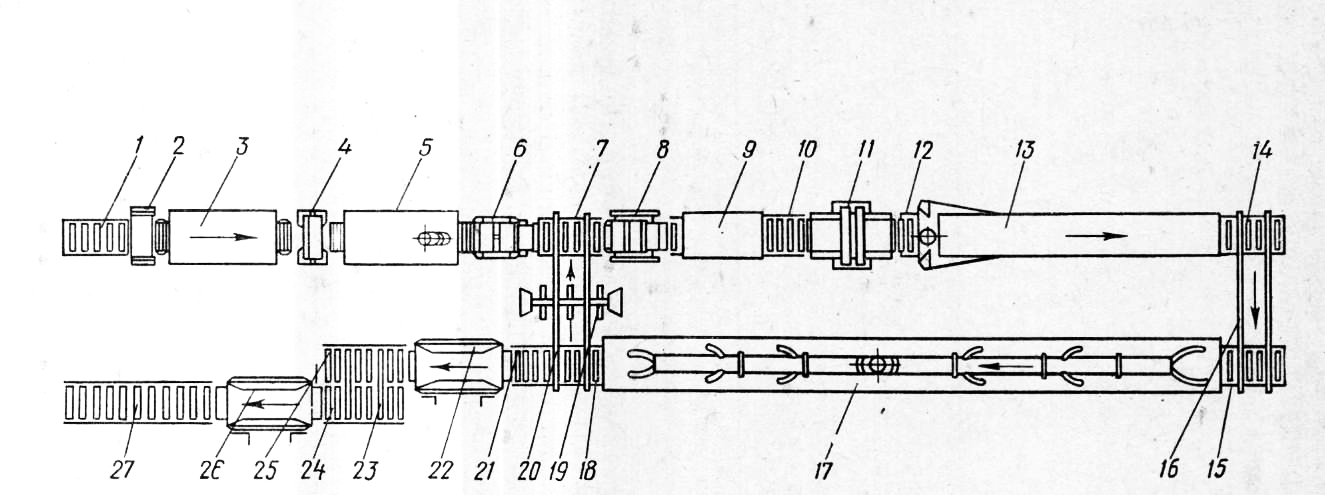
Рис. 3. Схема линии отделки щитов по проекту ЭКБ Минмебельдревпрома Литовской ССР: В камере имеются две зоны сушки лаковой пленки, в одной из которых температура 45—50 °С, а в другой 50—60 °С. Из камеры щиты поступают на роликовый конвейер, а с него конвейером подаются на кантователь, который переворачивает их на 180°. Перевернутые щиты поступают вновь на первую ветвь участка лакирования, где лаковое покрытие наносится на вторую пласть щита в той же последовательности. Лакирование повторяется в зависимости от количества покрытий каждой стороны щита. После окончания лакирования шиты автоматически поступают на роликовый конвейер третьего участка линии, а с него на шестибарабанный станок, который с помощью безабразивной пасты, наносимой дозирующим устройством, слегка разравнивает лакокрасочное покрытие. Затем щиты поступают на роликовый конвейер, кантователь, переворачиваются на 180°для разравнивания покрытия на второй пласти и роликовым конвейером подаются на второй шестибарабанный станок. С роликового конвейера щиты вручную снимают и укладывают на этажерки. Такая линия предназначена для отделки нитроцеллюлозными лакокрасочными материалами. Схема линии отделки полиэфирными парафиносодержащими лаками показана на рис. 4. Щиты со штабеля питателем укладываются на конвейер и подаются в щеточный станок для удаления пыли, проходят вальцовый станок для нанесения порен-бейца, терморадиационную сушильную камеру, вальцовый станок для нанесения прозрачной шпатлевки (грунта), сушильную камеру ультрафиолетового или импульсно-лучевого излучения, шлифовальный барабанный станок, лакообливную машину. Затем щиты проходят через сушильную камеру с зонами для конвективной сушки, — терморадиационной и охлаждения. После выхода из камеры щиты укладчиком складируются в штабель.
Рис. 4. Схема линии отделки полиэфирными парафиносодержащими лаками: Существует целый ряд других схем линий в зависимости от применяемых материалов. Отделочные конвейеры. Отделочные конвейеры представляют собой поточные линии, в которых механизированы транспортные операции и интенсифицированы процессы сушки покрытий. На конвейерах нанесение лакокрасочных материалов выполняется пневматическим распылением в тупиковых или проходных пульверизаци-онных кабинах. Конвейеры могут быть для отделки крупногабаритных, среднегабаритных и мелких изделий, узлов и деталей. В качестве транспортных средств конвейеров для перемещения изделий используют подвесные цепные или тросовые конвейеры, напольные, цепные, ленточные и пластинчатые конвейеры. Для нанесения лакокрасочных материалов в конвейеры встраивают распылительные кабины, а для сушки покрытий — сушильные камеры. В зоне загрузки изделия устанавливают на тележки или подвески, которые конвейером подаются в распылительные кабины. В распылительных кабинах наносят лакокрасочные материалы на изделия, после чего они подаются в сушильную камеру. В сушильной камере устанавливается требуемая для сушки покрытий температура воздуха. В ней может быть несколько зон сушки с различной температурой воздуха. После высыхания пленки изделия шлифуются, а затем поступают на повторное нанесение лака и сушку или снимаются как готовые изделия. Вентиляционная установка обеспечивает подачу предварительно подогретого свежего воздуха в сушильную камеру и отсос из пульверизационных кабин и сушильного конвейера воздуха, загрязненного парами растворителей. Реклама:Читать далее:Облагораживание лакокрасочных покрытийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|