|
|
Категория:
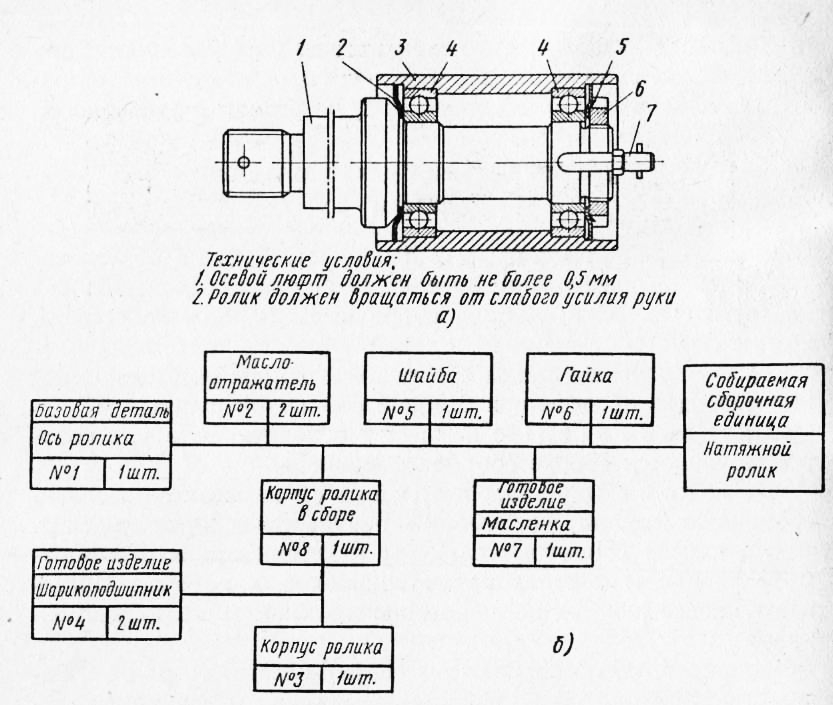
Слесарно-механосборочные работы Далее: Сборка сборочных единиц Чтобы яснее представить себе порядок сборки и последовательность комплектования изделия, необходимо расчленить его на составные части: детали, сборочные единицы, комплексы, комплекты. Для составления схемы сборочной единицы применяют понятие о базовой детали и базовой сборочной единице. Базовой деталью называют основную деталь, с которой начинается сборка сборочной единицы. Базовой сборочной единицей называют основную сборочную единицу, с которой начинается сборка изделия. На схемах сборочные единицы и детали принято изображать в виде небольших прямоугольников, в которые вписывают индекс (номер), наименование и количество этих элементов. На рис. 1, а, б показана схема сборки натяжного ролика, базовой деталью которого является ось ролика. Сверху горизонтальной линии по ходу сборки даны все детали, входящие непосредственно в сборочную единицу. Снизу линии видно, что в состав натяжного ролика входят сборочная единица 1-й ступени — ролик в сборе с шарикоподшипниками и масленка, а также сборочная единица 2-й ступени — шарикоподшипники. Подготовка деталей к сборке. Все детали, поступающие на сборку, должны быть тщательно очищены и промыты. Промывают детали в различных моющих жидкостях. Например, применяется раствор следующего состава: 2 — 3% кальцинированной соды, 0,3—0,5% моющего средства ОП-7, 2 — 3 % нитрита натрия, остальное — вода. Из баков моющая жидкость при температуре 353 К (80 °С) подается насосом под давлением 0,6 МПа (6 кгс/см2) к соплам-форсункам, которые распыляют ее на промываемую деталь. Подогрев жидкости осуществляется паром посредством калориферов, вмонтированных внутрь бака. Использованный раствор стекает в поддон, откуда снова подается специальным насосом в бак. Детали промывают как вручную в специальных баках, так и в механизированных баках, ваннах и моечных машинах с применением специальной оснастки. В единичном и мелкосерийном производствах применяют моечные баки, в крупносерийном и массовом производствах — специальные моечные машины.
Рис. 1. Схема технологии сборки натяжного ролика:
а — общий вид, б — схема сборочных элементов; 1 — ось ролика, 2 — маслоотражатель; 3 — корпус, 4 — подшипник, 5 — шайба, 6 — гайка, 7 — масленка
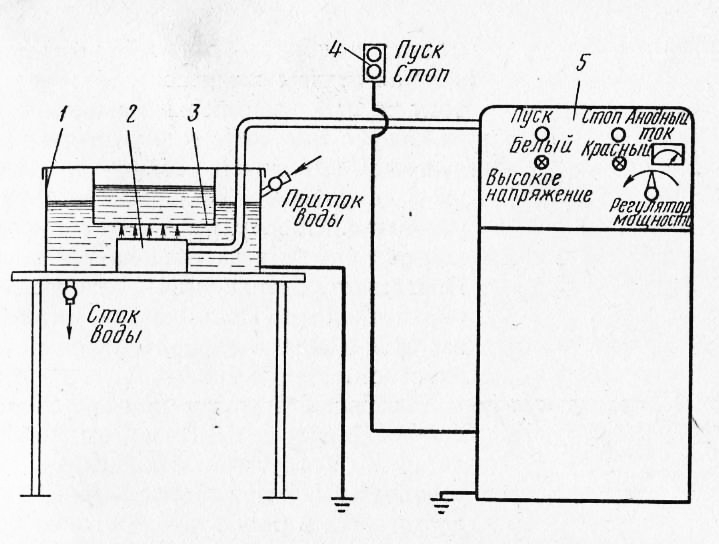
Обдувают детали сжатым воздухом, подаваемым под давлением 0,3—0,6 МПа (3 — 6 кгс/см2) через специальный наконечник, который присоединяется к резиновому шлангу. Обдув деталей сжатым воздухом допускается только в специальных камерах, оборудованных специальной вентиляцией. Сжатый воздух, применяемый для обдувки деталей, должен быть сухим и чистым. Значительный интерес представляет применение ультразвука для очистки и промывки деталей и сборочных единиц (удаляют металлическую стружку, опилки, смазку, масло, жидкости и т. п.) (рис. 2). Преимущество ультразвуковой промывки кроме повышения качества и производительности операции состоит в том, что можно промывать детали и сборочные единицы сложной формы, имеющие узкие щели, мелкие глухие отверстия и другие труднодоступные места, а также трубчатые сборочные единицы, изогнутые в различных плоскостях.
Рис. 2. Схема ультразвуковой установки:
1 – ванна для установки и охлаждения вибратора, 2 – вибратор, 3 — металлическая ванна с раствором, 4 — магнитный пускатель, 5 – генератор ГЗУК-2
Реклама:Читать далее:Сборка сборочных единицСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|