|
|
Категория:
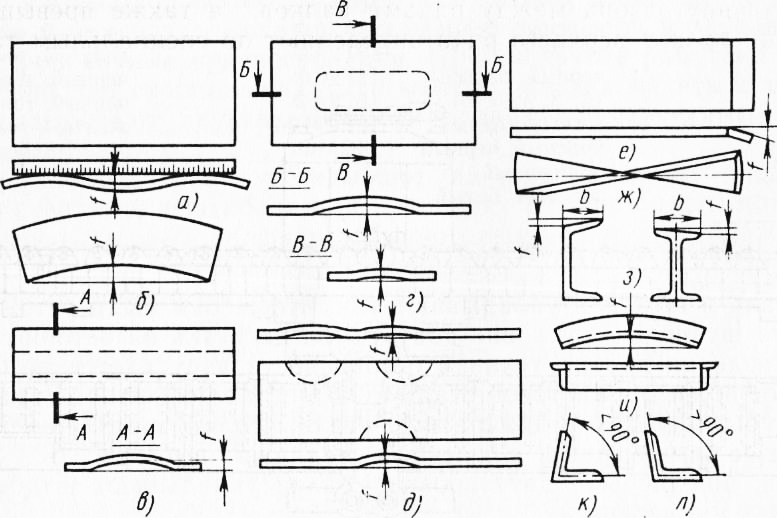
Сборка металлоконструкций Прокатная сталь, поступающая с металлургических заводов, часто имеет деформации (рис. 1), возникшие в процессе прокатки, а также при транспортировании. Деформации листовой стали устраняют на листоправйльных вальцах, швеллеров и двутавровых балок — на горизонтальных правильно-гибочных прессах, а угловой стали—на углоправйльных вальцах. После правки волнистости, коробоватости, местные вы-пучины, неровности между листом и стальной линейкой длиной 1 м, поставленной на лист ребром, не должны превышать 1,5 мм. Кривизна профильной стали после правки не должна превышать 1/1000 его длины и быть более 5 мм, смалковка и размалковка не должны превышать 1 мм на 100 мм ширины полки.
Рис. 1. Деформации f прокатной стали:
а — волнистость по длине, б — саблевидность, в — коробоватость, г, д — местные выпучины (хлопуны и фалды), е — заломленные кромки листа, ж — про-пеллерность, з — уклон наружной грани полок, и — кривизна профильной стали, к — смалковка, л — размалковка
Рис. 2. Схема правки листовой стали на листоправйльных вальцах:
1 — листовая сталь, 2 — направляющие валки, 3, 4 — верхние и нижние валки
Саблевидность универсальной стали определяют величиной зазора между продольной кромкой и натянутой струной. Листоправйльные вальцы (рис. 2), применяемые на заводах металлоконструкций, правят листовую сталь предельной ширины 2000.. .3200 мм и имеют 7, 9, 11 валков. Для правки листовой стали толщиной 6. ..25 мм обычно применяют семивалковые вальцы 25X3200. Деформированный лист закладывают в зазор между верхними и нижними цилиндрическими валками, расположенными в шахматном порядке. Предварительно между верхними и нижними валками устанавливают зазор несколько меньший, чем толщина выпрямляемого листа. На листоправйльные вальцы (рис. 3) сталь подают приводными роликовыми конвейерами. После вальцов выправленные листы поступают на конвейер. На конвейеры листы подают и с конвейеров снимают мостовыми кранами. Величину зазора между рядами валков, а также превышения крайних валков верхнего ряда определяют по специальным таблицам и устанавливают по указательному устройству индикаторного типа. После этого включают механизм нижних валков листопра-вйльных вальцов и механизм вращения роликов подающих конвейеров. Ролики конвейера подают лист в валки, а далее он перемещается за счет трения между листом и нижними валками. При движении лист многократно изгибается и в нем устраняются деформации волнистости. Листовая сталь проходит через валки на приемный роликовый конвейер и в зависимости от необходимости или пропускается через валки обратным ходом для повторной правки или снимается с конвейеров мостовым краном для укладки в штабель.
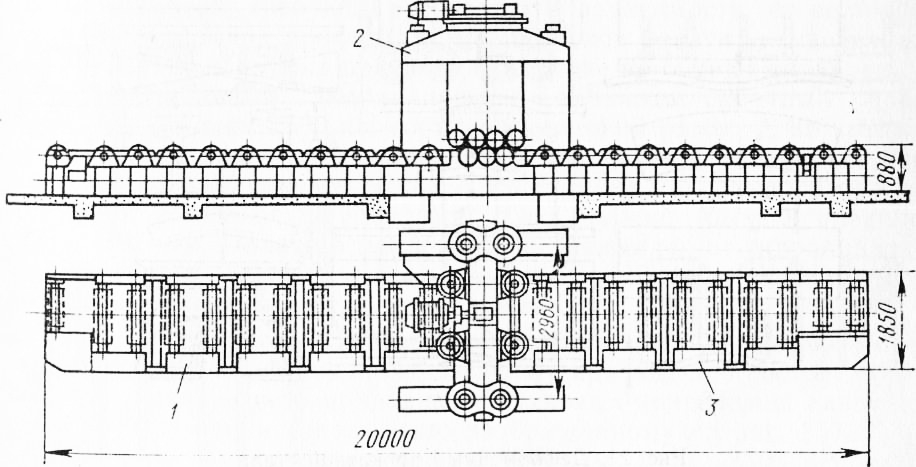
Рис. 3. Механизированные столы к листоправйльным вальцам:
1, 3 — роликовые конвейеры. 2 листоправйльные вальцы
На листоправйльных вальцах устраняют саблевидность универсальной стали. Для этого укладывают на вогнутую зону стальные прокладки толщиной 2.. .4 мм. Валки, сжимая лист в месте прокладок, выправляют саблевидность. Мелкие листовые детали, полученные в результате резки на гильотинных ножницах, правят так. На большой подкладной лист толщиной 25…30 мм укладывают в один слой детали одинаковой толщины и пропускают их через вальцы несколько раз. Листы стали толщиной до 5…6 мм можно править пакетом по или листа одновременно. Количество листов в пакете зависит от механических свойств стали, погнутости листов, квалификации правщика, толщины листов, параметров вальцов.
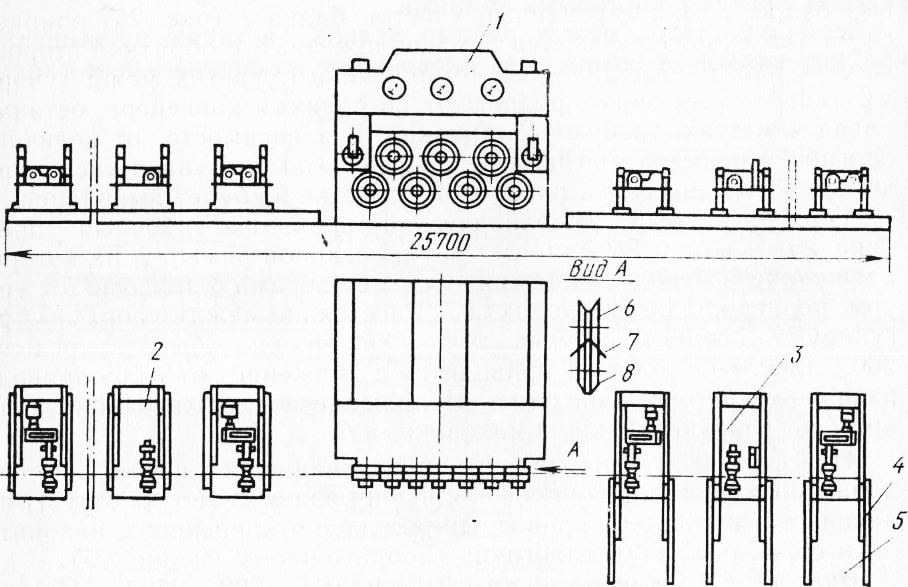
Рис. 4. Механизированные столы для углоправйльных вальцов:
1 — углоправильные вальцы. 2, 3 — подающий и приемный столы, 4 — склиз, 5 — место для складирования, 6 — верхний ролик, 7 — угловая сталь, 8 — нижний ролик
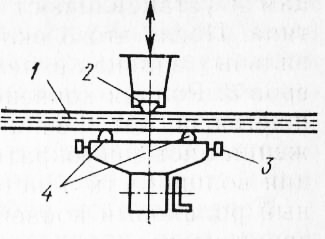
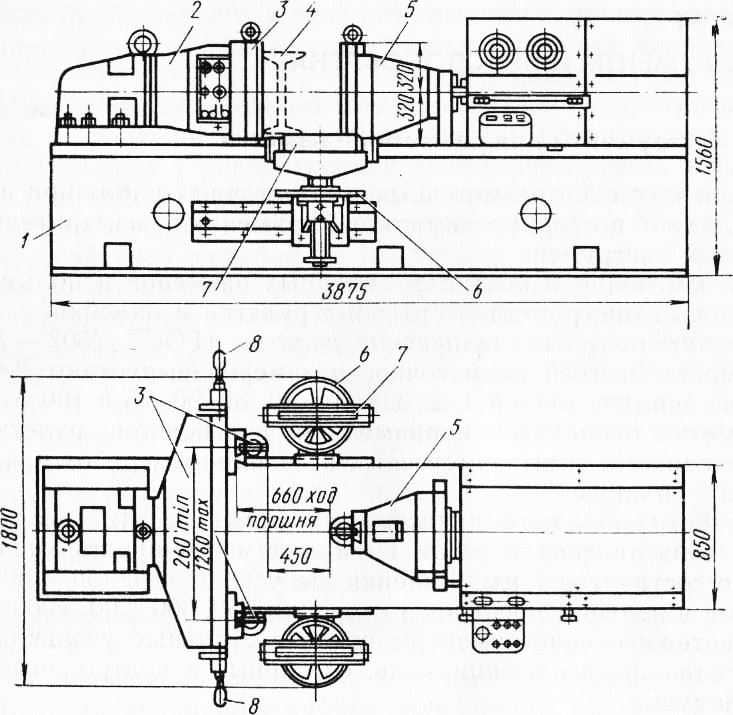
Для устранения местных выпучин (хлопунов), чаще всего встречающихся в тонколистовой стали, по обеим кромкам на поверхность листа укладывают прокладки и пропускают его через вальцы. Волокна листа под прокладками удлиняются, в результате чего выпуклость устраняется. Для правки мелких листовых деталей типа фасонок, ребер жесткости используют вальцы меньшей мощности и размеров с валками шириной 600… 1200 мм. Правка на них более производительна, чем на обычных листоправйльных вальцах с подкладным листом. Углоправйльные вальцы служат для правки уголков размером 200X30 мм. Углоправйльные вальцы оснащаются подающим и приемным столами с роликовыми конвейерами. Подающий стол имеет приводные конвейеры и накопитель для складирования заготовок, приемный стол снабжен приводными конвейерами, склизом для сбрасывания выправленного металлопроката и местом для его складирования. Горизонтальные механические и гидравлические правильно-гибочные прессы предназначены для правки швеллеров и двутавровых балок. Деформированный участок балки (рис. 5) опирается на два упора, а ползун, расположенный с обратной стороны упоров, давит посредине деформированного участка между упорами. Балку медленно продвигают по роликам конвейера, останавливая в местах, требующих правки. В зависимости от величины прогиба и размера профиля регулируют ход ползуна и увеличивают его до тех пор, пока профиль на участке не будет выправлен. Горизонтальный гидравлический правильно-гибочный пресс усилием 2500 кН состоит из сварной рамы, на которой расположена неподвижная траверса с упорами, ползуна с упором, поддерживающих роликов. Расстояние между упорами регулируют вручную штурвалами. Оно должно быть в пределах 260.. .1260 мм. Ползун приводится в движение от гидропривода, расположенного внутри рамы. Положение поддерживающих роликов регулируют вручную маховиками. Пресс имеет вспомогательное оборудование, обеспечивающее механизированную подачу профиля в зону правки. Оно состоит из подающего и приемного приводных роликовых конвейеров, накопителя и сбрасывателя. Винтовые фрикционные прессы усилием 1600.. .2500 кН мало чувствительны к перегрузкам и обладают ударным характером действия. Эти прессы служат для правки мелких листовых деталей. Для создания безопасных условий труда проходы между штабелями металлопроката и оборудованием (станками, вальцами, конвейерами, столами) устраивают не менее 0,75 м. Минимальные приближения станков к стенам и колоннам, а также минимальные расстояния между станками определяются инструкцией по технике безопасности при изготовлении стальных конструкций. Безопасная работа при правке металлопроката возможна только при исправном состоянии оборудования и инструмента.
Рис. 5. Схема правки профильной стали на горизонтальном правильно-гибочном прессе:
1 — балка, 2 — ползун, 3 — штурвал, 4 — неподвижные упоры
Перед началом работы проверяют действие механизмов на холостом ходу, правильность зазора между валками, состояние проката (не должно быть заломленных кромок). Правка проката с заломленными кромками может привести к поломке вальцов и травмированию рабочих. Категорически запрещается править прокат, толщина и ширина которого превышает предельно допустимый размер, указанный в паспорте; несоблюдение этого требования может привести к поломке машины и травмированию рабочих. Во время работы правщик соблюдает заданный технологический процесс правки, настраивает вальцы при выключенном приводе вращения вальцов. Перекос листов в вальцах поправляют в нерабочем состоянии вальцов при поднятых верхних валках. Нельзя подправлять лист при входе и выходе вальцов с помощью ломика. Прокладки укладывают на выпрямляемый лист только после остановки вальцов; нельзя применять для правки прокладки с трещинами. Транспортируют и кантуют металл согласно схемам строповок, принятым на заводе. По окончании работы вальцы очищают щетками.
Рис. 6. Горизонтальный гидравлический правильно-гибочный пресс:
1 — рама. 2 — траверса, 3 упоры, 4 — двутавровая балка, 5 — ползун. 6 маховик, 7 поддерживающий ролик, 8 — штурвал
Реклама:Читать далее:Инструменты для разметки и наметкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|