|
|
Категория:
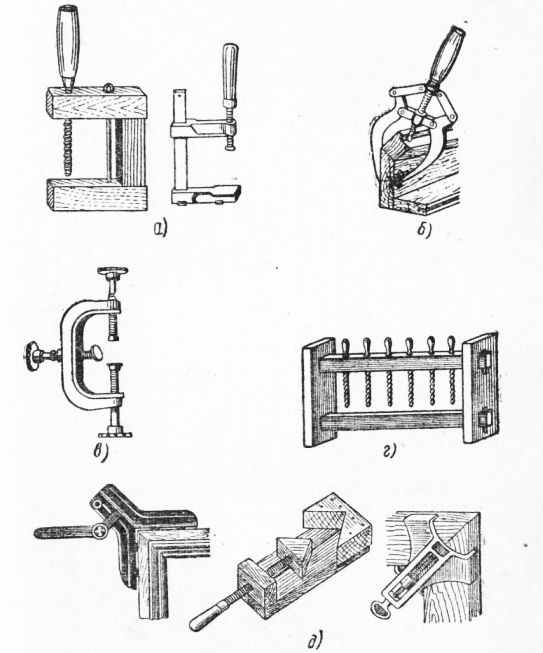
Столярные работы Для сжатия склеиваемых деталей используют различные приспособления. Для зажима небольших деталей широко применяются деревянные и металлические струбцины. Обыкновенные струбцины состоят из трех деревянных брусков, связанных в П-образный хомут, и деревянного винта. Чтобы увеличить жесткость струбцины, параллельно и поблизости от среднего бруска часто пропускают стальной болт. Для сжатия деталей, собираемых «на ус» (например, углы рам), применяют угловые струбцины — деревянные с клиньями или винтами и металлические. Обычные винтовые струбцины имеют недостаток: при зажиме деталей на отвертывание и завертывание винта нужно затрачивать много времени. Поэтому были созданы быстродействующие струбцины. Струбцина на рис. 2, а состоит из направляющей линейки, жестко скрепленной с основанием и подвижной частью. Винтом производится сжатие собираемых Деталей, при этом подвижная часть удерживается в нужном положении трением, возникающим в процессе сжатия. В свободном состоянии подвижная часть легко перемещается по линейке.
Рис. 1. Струбцины:
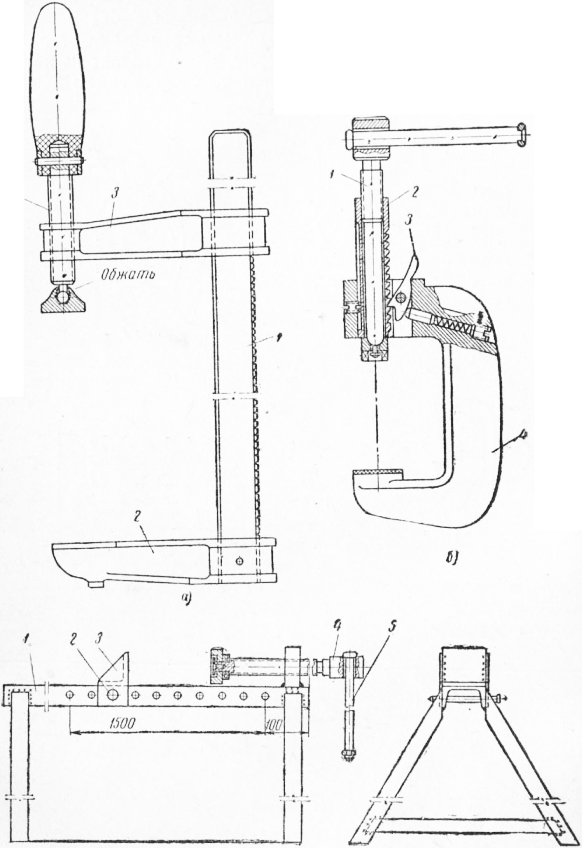
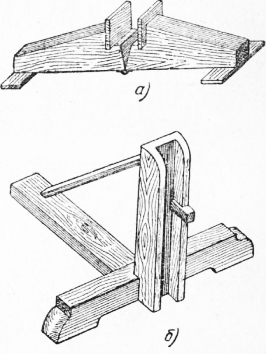
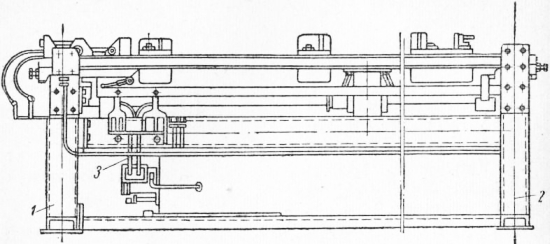
Рис. 2. Быстродействующие струбцины: Струбцина, показанная на рис. 2, б, состоит из скобы, подвижной рейки с винтом и фиксирующей собачки. Ход подвижной рейки составляет 77 мм. Винт перемещается на 33 мм, общий ход перемещения составляет 110 мм. Быстрое перемещение рейки с винтом вверх производится после расцепле ния собачки с рейкой нажатием на рычажок собачки в сторону рейки. Перемещение рейки вниз возможно без нажатия на рычажок собачки в этом случае слышны пощелкивания собачки по рейке. При зажиме рейка досылается до закрепляемых деталей; окончательный сжим производится винтом; собачка стопорит рейку, не позволяя ей перемещаться вверх. Струбцина для склейки щитов, рам, дверей и других изделий показана на рис. 295, в. В силу того, что размеры склеиваемых деталей большие, применяются две струбцины и устанавливаются они рядом. Подвижная губка со штырем, расположенная на козлах, устанавливается предварительно на требуемый размер запрессовываемых щитов. Окончательное сжатие производится винтом с рукояткой. Чтобы удержать в вертикальном положении собираемый оконный переплет или дверное полотно, применяют специальные подставки-зажимы. Подставка-зажим Антрушина состоит из двух шарнирно скрепленных частей, между которыми имеется отверстие (гнездо) шириной 60 мм, равное толщине брусков оконного переплета или дверного полотна. Под тяжестью оконного переплета или дверного полотна подставка в середине прогибается и плотно зажимает изделие. Если изделие в гнезде держится неплотно, т. е. между изделием и стенками гнезда остаются зазоры, то в зазоры вставляют кусочки фанеры. На рис. 3, б изображена подставка-зажим Кибасова. Основной частью ее является стойка с пазом. Внизу стойка с подставкой скреплена шарнирной петлей и может принимать нужное наклонное положение, фиксируемое при помощи переставного подкоса. Изделие вставляют одной стороной в паз и зажимают клином.
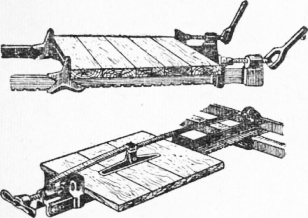
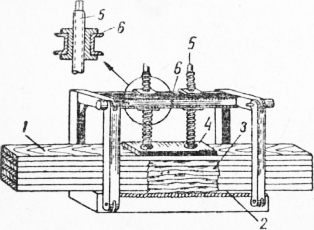
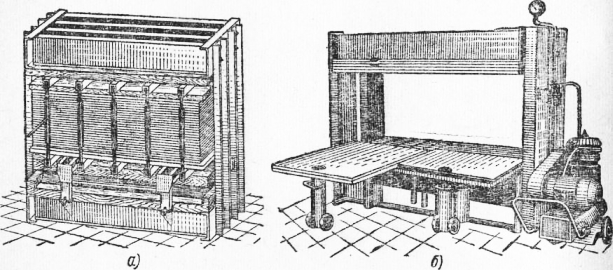
Рис. 3. Подставки-зажимы: Приспособления для сжатия делянок, склеиваемых в щиты, показаны на рис. 297. Постели сжимов должны быть ровными и гладкими, а упоры перпендикулярны к постелям. Для более равномерного распределения давления к краям щита прикладывают вспомогательные бруски. Для одновременного сплачивания нескольких щитов используют приспособление, называемое хомутом. Состоит оно из четырех массивных брусьев, связанных вертикально в прямоугольную раму. При сплачивании щитов из более или менее длинных делянок пользуются двумя-тремя хомутами. На нижние горизонтальные брусья хомутов укладывают массивную деревянную выстроганную под линейку плиту. Собранный для сплачивания щит укладывают на плиту и заклинивают между стойками хомута. На щит кладут поперечные профугованные прокладки одинаковой толщины и на них укладывают второй собранный щит и его также заклинивают. Таким способом заполняют сплачиваемыми щитами весь проем хомута. Необходимо особо следить за сжатием нижних щитов, чтобы при забивке средних клиньев нижние не ослабли.
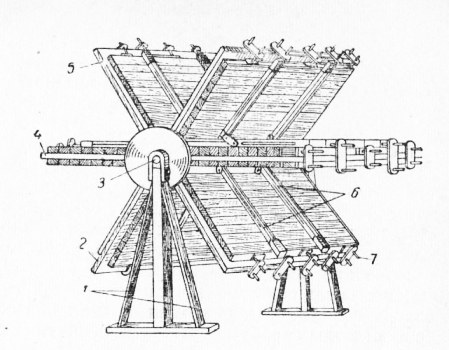
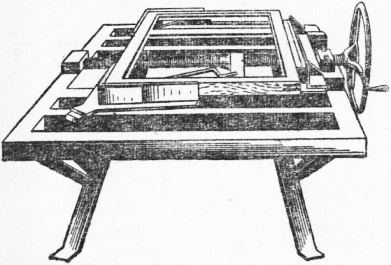
Рис. 4. Сжимы металлические для щитов Заполнив щитами хомут доверху, сжимают его в вертикальном направлении, забивая клинья между прокладкой, положенной на верхний щит, и верхним брусом хомута. Это предупреждает выпучивание и коробление щитов. На деревообрабатывающих предприятиях при массовом склеивании щитов применяют веерную вайму упрощенной конструкции. Для предохранения склеиваемых щитов от выпучивания их прижимают сверху планками. За один оборот вайма дает возможность склеить двенадцать щитов. За время, необходимое для полного оборота ваймы, клей успевает схватиться, и щиты могут быть вынуты из ваймы. Кроме шестисекционной ваймы, применяют двенадцати- и двадцатичетырехсекционные ваймы такого же принципа действия. На крупных механизированных деревообрабатывающих предприятиях щиты сплачивают в клеильно-конвейерных ваймах и щитосшивательных автоматах. Клеильно-конвейерная вайма ВК-1 состоит из расположенных рядом металлических струбцин, насаженных на бесконечные цепи. В одной плоскости установлены в ряду четыре винтовые или эксцентриковые струбцины, снабженные переставными упорами и верхними прижимами. В любом ряду струбцин можно сжимать от одного до четырех щитов размерами не более 850×2300 мм. Толщина закладываемых досок от 10 до 60 мм. Размеры щитов: ширина до 850 и длина до 2300 мм. Скорость движения конвейера 6 м/мин. Мощность электродвигателя 2,8 кет. Вес станка 3500 кг.
Рис. 5. Шестисекционная веерная вайма
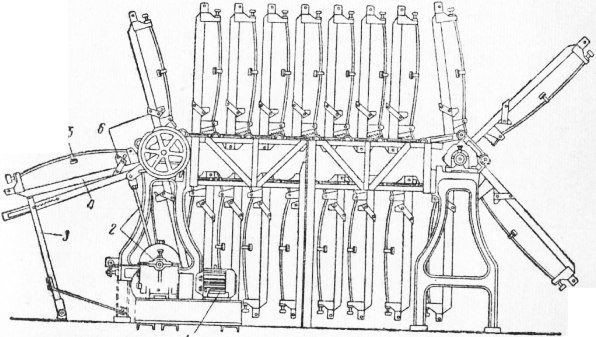
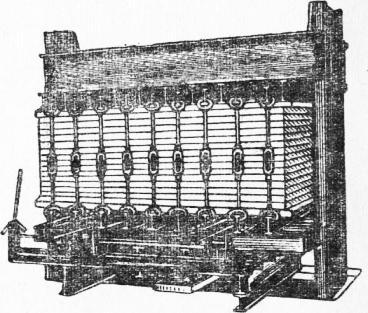
Рис. 6. Клеилько-конвейерная вайма Цепи со струбцинами перемещаются посредством шатунного механизма, приводимого в действие электродвигателем. После того как очередной ряд струбцин, заполненных собранными щитами, опустится на подкладку, движение конвейерной цепи автоматически выключается, струбцины освобождают от склеенных щитов и в них зажимают новые щиты, отводят подставку и включают движение конвейерной цепи. В это время ряд струбцин с вновь зажатым щитом опускается вниз, а на их место поступает новый ряд струбцин с уже склеенным щитом. Таким образом ряды струбцин с зажатыми щитами обходят понизу и поверху все устройство ваймы. Клеильно-конвейерная вайма ВК-1 имеет 21 ряд струбцин. Наибольшая производительность клеильно-конвейерных вайм достигается при сплачивании щитов, собираемых в паз и гребень. Для ускорения набора щитов и лучшего использования конвейерной ваймы к ней добавляют кромкофуговальный станок, составляющий с ваймой общий клеильный агрегат. Выпущенная ВНИИДМаш конвейерная вайма модели ВК-2 имеет ту же конструкцию, что и вайма ВК-1, но включает в себя 39 струбцин. Для сплачивания щитов в шпунт и гребень применяют клеильные щитонаборные сшивные автоматы Раймана или Линдер-мана. iB станок Раймана закладывают обрезные делянки с опиленными кромками, а в станок Линдермана можно укладывать делянки необрезные. Собираемые в щит делянки закладывают с двух концов станка и подают со скоростью 15—20 м/мин. Движущиеся делянки подвергаются обработке специальными фрезами, которые выбирают на кромке одной делянки гребень, а на кромке другой делянки шпунт. Чтобы гребень и шпунт * прочно удерживались, их делают клиновидными, в форме ласточкина хвоста. Гребень, выбранный на кромке одной делянки, входит в шпунт, выбранный на кромке другой встречной делянки. Делянки, двигаясь навстречу друг другу, сшиваются. После того как первые две делянки сшиты, их закладывают в станок с одного конца, а с другого конца укладывают третью делянку и таким же способом при движении навстречу друг другу сплачивают. Так сплачивают поочередно делянки до тех пор, пока не получится щит нужной величины. При правильной и тщательной работе соединение получается очень плотное, с почти незаметной фугой. Имеются также ваймы с механическим, пневматическим или гидравлическим приводом: двухсторонние и четырехсторонние. Двухсторонние ваймы применяют для сборки дверей, а четырехсторонние — для сборки оконных переплетов. Вайма гидравлическая ВГО предназначена для сборки оконных створок и фрамуг. Состоит вайма из станины, рам продольных линеек, рам поперечных упоров, линеек продольных, упоров поперечных, механизма синхронизации, фиксатора-горбылька, гидропривода и гидравлических цилиндров для привода продольной линейки и поперечных упоров. Высота ваймы 926 мм, ширина 1270 мм, длина 2500 мм. Длина собираемых створок 540—1925 мм, ширина 390—770 мм, толщина до 60 мм. Обслуживают вайму двое рабочих.
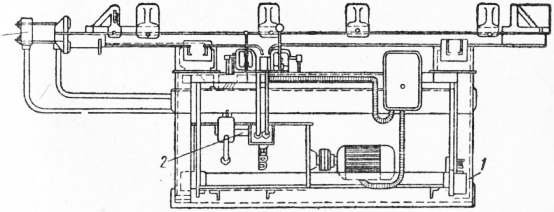
Рис. 7. Вайма гидравлическая ВГО: Новая гидравлическая вайма ВГО-2 позволяет обрабатывать материал размером 1925X400X60 мм. Рабочее давление ваймы 25 атм. Мощность 1,7 кет. Вес 1 т. Вайма гидравлическая ВГК применяется для сборки оконных и дверных коробок. Представляет собой вайма металлическую станину, состоящую из правой и левой ферм, связанных между собой металлическими рамами. Для продольного и поперечного сжатия собираемых коробок смонтированы на станине передвижные и переставные линейки.
Рис. 8. Механическая вайма с ручным приводом
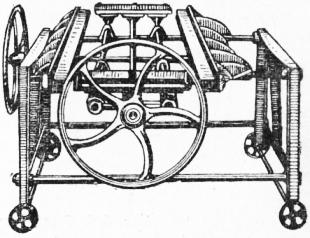
Рис. 9. Гидравлическая вайма ВГК: Высота ваймы 954 мм, ширина 30’50 мм, длина 3400 мм. Длина собираемых коробок от 600 до 2440 мм, ширина 500— 1940 мм, толщина 94—180 мм. Обслуживают вайму двое рабочих. ВНИИДМаш выпущена вайма ВГК-2. Размеры обрабатываемых материалов 2360X1610X180 мм, мощность 2,8 кет. Вес — 1,25 т. Для сборки при склеивании оконных створок на Новосибирском заводе строительных деталей успешно применяются ваймы Н. Сафронова. Вайма состоит из станины с двумя-направляющими, неподвижного упора, двух прижимных угольников и винта со штурвалом и гайкой (рис. 303). При сборке оконную створку укладывают на станину и штурвалом приводят во вращение винт. Гайка по винту перемещается и увлекает за собой тяги, посредством которых угольники обжимают створку. При сборке оконные коробки скрепляются нагелями. Вместо сверления отверстий и забивки нагелей в оконные коробки вручную работники Московского деревообрабатывающего комбината № 3 предложили механическую вайму. Механическая вайма, оснащенная специальным устройством, помимо обжатия коробки, высверливает в углах и в середине (в месте импоста) шесть отверстий, в которые вставляются и забиваются нагели. К станине прикреплены подвижные части, состоящие из стола, четырех угловых и двух прймых упоров. Для высверливания отверстий и забивки нагелей на столе имеются приспособления.
Риc. 10. Рациональная вайма При вращении основного электродвигателя упоры перемещаются навстречу друг другу и коробка обжимается в двух взаимно перпендикулярных направлениях. При определенном положении упоров подвижные части ваймы касаются переключателя. В это время основной электродвигатель автоматически отключается и включается другой злектродвига-тель, который приводит в действие приспособления для сверления и вставки нагелей. На вайме таких приспособлений шесть — четыре по углам и два в середине. Главным элементом приспособления является рама со штоком-толкателем вверху и электросверлом внизу. При вращении электродвигателя эти рамы могут подниматься и опускаться. При подъеме рам включаются электросверла и высверливаются отверстия под нагели, затем электродвигатель меняет направление вращения валов, и рамы опускаются. В это время с помощью штоков захватываются из бункера или магазина нагели, которые вставляются в высверленные отверстия и забиваются, а штоки немного поднимаются вверх, освобождая собранную коробку. После того как нагели вставлены, нажатием кнопки включают основной электродвигатель и вайма разжимается. Когда все части стола займут исходное положение, основной электродвигатель выключается и собранная коробка вынимается. Применение ваймы с приспособлениями для сверления отверстий и забивки нагелей облегчает изготовление коробок и повышает в три раза производительность труда рабочих.
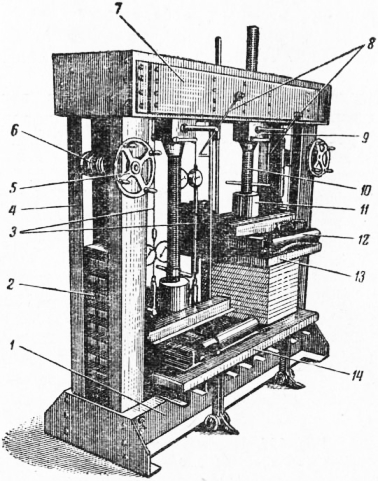
Рис. 11. Пресс для холодной склейки Для запрессовывания при массовом склеивании щитов пользуются прессами. При жидком клее сила сжатия детали под прессом не должна быть чрезмерно большой, чтобы не получилась «голодная» склейка. При густом клее, наоборот, сжатие следует несколько увеличить, чтобы избежать чрезмерно толстого шва. Склеивая нагретую древесину, сжатие необходимо уменьшить. Для сушки склеенные щиты в запрессованном положении кладут один на другой или ставят к стене. Для склеивания заготовок по длине «на ус» применяют винтовой домкрат. Склеенные части выдерживают под прессом или в сжиме 2—2,5 часа при склеивании щитов, шиповых вязок и 4—6 час. при оклеивании фанерой. Освобожденные из-под пресса или из сжима склеенные щиты укладывают в стопы или ставят на ребро для выдержки в течение одних или двух суток, пока не высохнет вода, внесенная с клеем. Затем склеенные щиты поступают на дальнейшую обработку. Наиболее совершенными прессами являются гидравлические и пневматические. Они дают возможность при запрессовке регулировать давление. Кроме того, давление в таких прессах распределяется по всей площади детали равномерно, обеспечивая высокое качество фанерования и склеивания. В прессе запрессовку можно производить раздельно (для одного или двух пакетов) и одновременно по всей площади пресса. Гидравлический пресс ПГ-1 состоит из станины, нижних выдвижных плит-платформ, верхних подъемных плит с блочной системой противовесов и ручных гидравлических насосов. Станина имеет две поперечины: нижнюю и верхнюю, соединенные между собой вертикальными стойками. На нижней поперечине пресса находятся две выдвижные плиты-платформы размером 850X850 мм. Такие же размеры имеют и две верхние подъемные плиты, каждая из которых подвешена через систему блоков на двух тросах с противовесом. Вращая штурвал, можно легко поднять плиты и установить их на необходимом уровне. Максимальное расстояние между верхними и нижними плитами, определяющее наибольшую высоту пакета запрессовываемых деталей, составляет 700 мм. Увеличить эта расстояние до 1000—1200 мм можно, укорачивая трос или устраивая под противовесами выемку глубиной 200—300 мм, куда они могли бы опускаться ниже уровня пола.
Рис. 12. Винтовой пресс (домкрат) для склеивания заготовок по длине «на ус»:
Рис. 13. Гидравлический пресс ПГ-1: На подъемных плитах установлены ручные гидравлические насосы и цилиндры с плунжерами. Примыкающий к плунжеру винт со сферической головкой дает возможность устранять небольшие перекосы плиты. Винты, расположенные в верхней поперечине, свободно подмаются при раскрытых разъемных гайках и прочно закрепится при их смыкании на нужной высоте. Ручной гидравлический насос состоит из резервуара, рукоятки, поршня, предохранительного клапана и системы трубопроводов, подходящих к цилиндру пресса. Для установки пресса фундамент не делают, так как пресс достаточно устойчив. Перед началом работы необходимо проверить состояние пресса и его исправность. Во время укладки пакета верхние плиты пресса поднимают штурвалом до отказа, после чего плиты-платформы выкатывают вперед и закрепляют винтом пресса. Чтобы клей не попадал на нижние плиты-платформы, на них укладывают фанерные или бумажные прокладки. Такие же прокладки укладывают сверху пакета. Когда подготовка к прессованию окончена, верхнюю плиту опускают до соприкосновения ее с пакетом и поворотами ручки отводят винт пресса до совпадения резьбы гайки и винта, затем верхним рычагом смыкают половинки гайки, жестко закрепляют винт и ручным насосом доводят давление в цилиндрах до требуемой величины. Давление контролируют и регулируют по показаниям манометра.
Рис. 14. Пневматические прессы: После запрессовки в течение первых 5—15 мин. давление само по себе снижается и достигает 10—30% первоначальной величины. Это происходит вследствие сжатия пакета, выдавливания клея и выравнивания покоробленных мест. Через 10—15 мин. после начала запрессовки ручным насосом дополнительно нагнетают воздух и восстанавливают первоначальное давление. После окончания срока выдержки открывают спускной кран насоса и снимают давление. Раздвижными гайками освобождают винт от зажима и штурвалом поднимают верхнюю плиту. Затем выдвигают платформы пресса и разгружают пакет. Гидравлический пресс ПГ-1 обеспечивает высокое качество склейки. В результате применения пресса повышается производительность труда на операциях по выгрузке, запрессовке и разгрузке в 2—3 раза по сравнению с винтовыми и хомутовыми прессами. Пневматический пресс ПП-2 состоит из станины, которая изготовлена из стальных балок стандартных профилей. Нижняя и верхняя поперечины болтами соединены с вертикальными стойками. На нижнюю поперечину уложен деревянный щит, на котором расположены две лежащие рядом пневматические камеры, изготовленные из вулканизированной прорезиненной ткани. К каждой камере подведен трубопровод, по которому нагнетается воздух от компрессора. Над пневматическими камерами, на борты нижнего щита, уложена деревянная подъемная плита, покрытая листовой сталью. Плита имеет внизу штыри, двигающиеся в направляющих стойках, и ролики — в направляющих нижней поперечины. К верхней поперечине снизу прикреплен деревянный щит, покрытый листовой сталью. Пакет деталей, подготовленных к склеиванию или фанерованию, загружают в пресс. Под нижний и верхний щиты пакета на равном расстоянии друг от друга укладывают стяжные балки таким образом, чтобы каждая верхняя находилась над соответствующей ей нижней. Включают компрессор, нагнетающий в пневматические камеры воздух. Под давлением воздуха пневматические камеры увеличиваются в объеме, поднимают вверх подъемную плиту с пакетом деталей и прижимают пакет к верхней поперечине. По манометру, установленному на трубопроводе, контролируют давление в пневматических камерах. Когда давление достигает заданной величины, на концы стяжных балок накладывают болтовые стяжки, каждая из которых состоит из двух болтов с трапецеидальной нарезкой, и карабина с двумя гайками внутри. Через 10—15 мин. подтягивают ослабевшие стяжки и снимают давление пресса (выпускают воздух из пневматических камер). Пакет спускают на роликовые шины и выкатывают из пресса для выдержки. Для предотвращения перекосов и смещений используют установленные по углам пресса четыре направляющие. Пневматический пресс ПП-3 отличается от пресса ПП-2 тем, что детали для склеивания и фанерования подготовляют на выдвижных платформах, применяемых раздельно или вместе в зависимости от размеров деталей. Во время прессования детали можно подогревать паром или горячей водой, пропускаемой через специальные отверстия в плитах, или контактными электронагревателями, что значительно сокращает продолжительность выдержки деталей. Реклама:Читать далее:Соединение на гвоздях, винтах и другие виды крепленияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|