|
|
Категория:
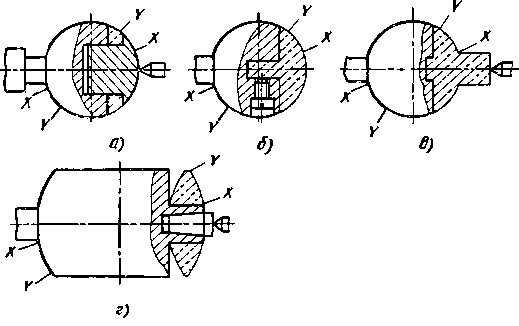
Токарное дело Далее: Точение многогранников Применяют различные способы измерения сфер в зависимости от допуска на круглость сферы. Измерение сфер с большими допусками трудности не представляет и выполняется с помощью шаблонов, радиусомеров и т. п. Довольно просто измеряются также сферы, имеющие несколько диаметрально противоположных точек. По результатам измерения сферы такого вида по осям X и Y делается вывод о правильности круглости и размера сферы. Сложнее измерять сферы с малым допуском и не имеющие нескольких диаметрально противоположных точек. Для измерения и обработки таких сфер изготовляют специальные оправки, на которых закрепляют детали. Каждая такая оправка имеет поверхность, дополняющую сферу заготовки. В целом получается составная сферическая поверхность с диаметрально противоположными точками для измерения. На рис. 1, а показана оправка для обработки сферического кольца, на рис. 1, б, в — для обработки прямых и обратных клапанов. На рис. 1, г показана схема обработки линзы. Перед обработкой на таких оправках совмещают центр приспособления для проточки сферы с центром оправки. Выполняется это с помощью индикатора, устанавливаемого в резцедержатель приспособления.
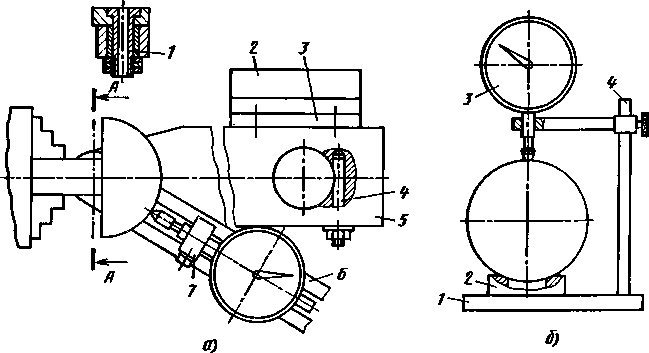
Рис. 1. Оправки Для измерения выпуклых сфер пользуются индикаторным приспособлением, показанным на рис. 2, а. Оно состоит из двух планок: неподвижной и подвижной, соединенных осью. В центре оси имеется отверстие для установочного штыря, расположенное перпендикулярно к плоскости планки. Планка через боковую планку соединяется с угольником, который крепится в резцедержателе токарного станка. По пазам в угольнике планку можно перемещать вверх и вниз и устанавливать таким образом приспособление по высоте центров. В планке 5 имеются отверстия с болтом 4, с помощью которых приспособление устанавливается на индикаторной стойке при измерениях сфер на контрольной плите. В подвижной планке имеется продольный паз, позволяющий крепить стойку с индикатором на различном удалении от центра вращения в зависимости от измеряемого радиуса сферы. Стойка имеет несколько отверстий для ориентировочной установки индикатора по высоте. Перед измерением приспособление настраивается на радиус сферы с помощью мерных плиток, устанавливаемых между установочным штырем и ножкой индикатора. При установке приспособления необходимо следить за параллельностью планки к горизонтальной оси симметрии детали. Длина планки принимается такой, чтобы можно было осуществить поворот планки 6 не менее чем на 180°.
Рис. 2. Индикаторное приспособление для измерения сфер (а) и приспособление для контроля поверхности на отклонение от сферичности (б) Наиболее точным и практичным способом измерения выпуклых сфер является применение индикатора и использование приспособления для точения сфер. Для этого на установочный центр приспособления надевают диск диаметром, равным диаметру обрабатываемой сферы, по которому настраивают индикатор, вставленный в резцедержатель. Затем, поворачивая резцедержатель, скользя ножкой индикатора по образующей сферы с обеих сторон оси симметрии детали и перемещая приспособление продольно и по высоте, добиваются наименьшего отклонения стрелки индикатора. Для контроля поверхности на отклонение от сферичности применяют приспособление, состоящее из основания, опорного кольца, индикатора и стоики. Контролируемую деталь устанавливают на опорное кольцо. Подводят ножку индикатора до соприкосновения с поверхностью детали и вращением последней определяют по шкале отклонение сферичности шара. Реклама:Читать далее:Точение многогранниковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|