|
|
Категория:
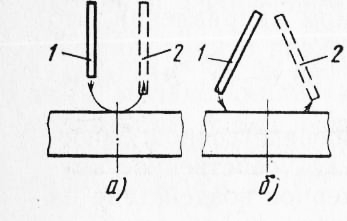
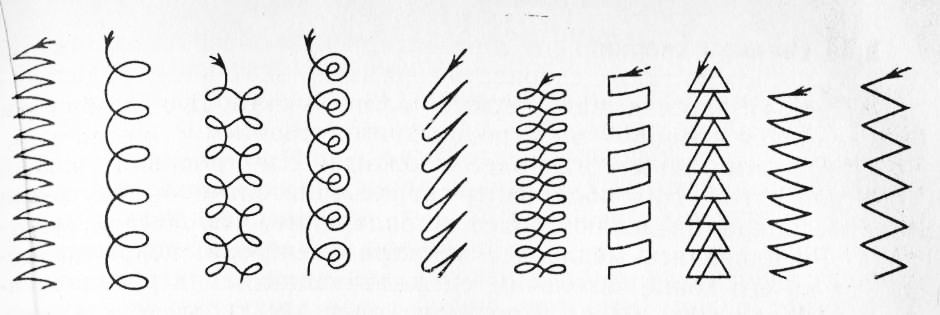
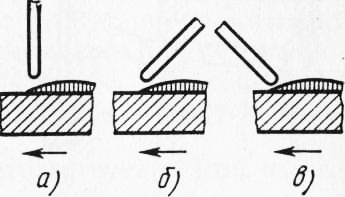
Сборка металлоконструкций Далее: Электроды для ручной сварки Возбуждение дуги и поддержание ее горения. Для возбуждения дуги сварщик концом электрода прикасается к металлу в том месте, где начинается сварка. Опустив электрод вниз и коснувшись металла концом электрода, сварщик затем быстро отводит его на 2…4 мм. В этот момент образуется дура, постоянную длину которой поддерживают во время сварки, постепенно опуская электрод по мере его расплавления. Другой способ возбуждения дуги состоит в том, что сварщик проводит по поверхности металла концом электрода и затем быстро отводит его на небольшое расстояние, возбуждая дугу. Перед началом сварки рабочий должен закрыть лицо щитком или шлемом. Дугу необходимо поддерживать возможно более короткой. При длинной дуге глубина проплавления основного металла уменьшается, а электрод при плавлении дает сильное разбрызгивание. В результате этого получается неровный шов с большим количеством включений оксидов. При короткой дуге около шва образуется лишь небольшое количество мелких капель металла, электрод плавится спокойно, давая равномерный пучок искр, глубина проплавления свариваемого металла получается больше. В случае обрыва дуги ее зажигают вновь несколько впереди обрыва, на еще не сваренном металле, после чего возвращаются к месту, где произошел обрыв дуги, и продолжают сварку. Техника манипулирования электродом. Во время сварки электросварщик сообщает концу электрода движения в трех направлениях. Для образования уширенного валика электроду сообщают поперечные колебательные движения, чаще всего с постоянной частотой и амплитудой, совмещенные с поступательным движением электрода вдоль оси шва и оси электрода. Поперечные колебательные движения электрода определяются формой, размерами, наложениями шва в пространстве и навыком сварщика. В процессе колебания электрода середину пути проходят быстро, задерживая электрод по краям. Такое изменение скорости колебания электрода обеспечивает лучший провар по краям. Одинаковая ширина валика достигается одинаковыми поперечными колебаниями. Ширина валика не должна быть более 2 … 3 диаметров электрода. Обычно сварку выполняют вертикально расположенным электродом или при его наклоне относительно шва, углом вперед или назад. При сварке углом вперед или назад обеспечивается более полный провар и меньшая ширина шва. Углом назад сваривают нахлесточные, угловые и тавровые соединения, а высококвалифицированные сварщики сваривают и стыковые соединения.
Рис. 1. Схемы движения электрода при возбуждении дуги:
а — опусканием электрода, б — касательным движением; 1 — медленно, 2 — быстро
Рис. 2. Траектория движения конца электрода при наплавке уширенных валиков
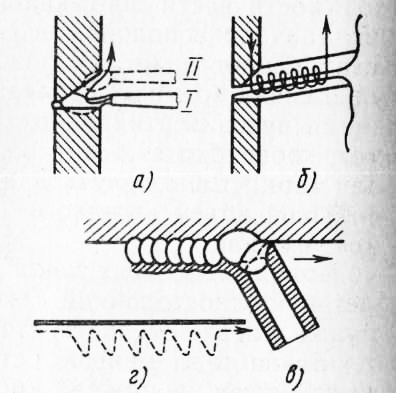
Наложение швов в пространственных положениях. При сварке вертикальных швов капли расплавленного металла стремятся стекать вниз. Поэтому сварку вертикальных швов следует вести более короткой дугой, при которой капля расплавленного металла сможет легче переходить с электрода в кратер шва. Конец электрода при этом отводят вверх в сторону от капли, давая ей возможность затвердеть. Вертикальные швы лучше сваривать в направлении снизу вверх, тогда нижележащий кратер будет удерживать капли металла, стремящиеся стечь сверху с конца электрода. В этом случае электрод должен быть наклонен вверх. При необходимости вести вертикальную сварку сверху вниз электрод ставят сначала в положение I, а после образования капли опускают ниже в положение II, образуя следующий кратер и удерживая возможно более короткой дугой каплю металла от сте-кания вниз. Вертикальные швы легче сваривать электродом диаметром не более 4 мм на несколько пониженном токе (160 А) для того, чтобы получать не слишком большой объем жидкого металла в кратере шва. В горизонтальных швах делают односторонний скос кромок только у верхнего листа, чтобы наплавленный металл меньше стекал. Дугу возбуждают на нижней кромке, а затем переводят ее на кромку верхнего листа (положение II), поднимая вверх стекающую каплю металла. Схема движения конца электрода при сварке однослойного горизонтального шва показана н рис. 93,6. Можно также сваривать горизонтальные швы продольн ми валиками, накладывая первый валик электродом диаметр 4 мм, а последующие — электродом диаметром 5 мм.
Рис. 3. Положение электрода (стрелкой указано направление сварки):
а — вертикальное, б — углом, вперед, в — углом назад
Потолочные швы — наиболее сложные. Их выполняют самбй короткой дугой. Для облегчения сварки в потолочном положении толстые покрытия делают более тугоплавкими, чем металл электрода. Расплавляясь медленнее металла электрода, покрытие образует на его конце чехольчик, сдерживающий капли расплавленного металла. При этом конец электрода то удаляют, то приближают к ванне. Схема движения электрода показана на рис. 5, г. При удалении электрода дуга гаснет и капли металла шва затвердевают. При потолочной сварке, так же как и при вертикальной или горизонтальной, выбирают меньший диаметр электрода, а ток уменьшают на 10… 15% по сравнению со сваркой металла такой же толщины в нижнем положении шва. Режим сварки. Под режимом сварки понимают совокупность условий протекания сварки. К основным показателям (параметрам) режима сварки при ручном способе относятся величина, род, напряжение и полярность тока, диаметр электрода, скорость сварки и величина поперечного колебания конца электрода; к дополнительным— величина вылета электрода, состав и толщина покрытия электрода, начальная температура основного металла, положение электрода в пространстве (вертикальное, наклонное) и положение изделия в процессе сварки. Глубина провара и ширина шва зависят от всех основных параметров режима сварки. Увеличение сварочного тока вызывает при неизменной скорости сварки рост глубины проплавления (провара). Это объясняется изменением величины погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны.
Рис. 4. Сварка вертикальных швов (стрелкой показано направление движения электродов):
а — образование капли, 6 — затвердевание капли, в, г — образование шва
Рис. 5. Сварка однослойных швов:
а, б — горизонтальных, в, г — потолочных
При сварке постоянным током обратной полярности глубина провара на 40…50% больше, чем при сварке постоянным током прямой полярности, что объясняется различным количеством теп-юты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15… 20% меньше, чем при сварке постоянным током обратной полярности. Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние, которым можно пренебречь. Ширина шва связана с напряжением на электродах прямой зависимостью. При увеличении напряжения ширина шва увеличивается. Величина поперечного колебания электрода позволяет существенно изменять глубину провара и ширину шва. Ориентировочно величину сварочного тока определяют из расчета 40…60 А на 1 мм диаметра стержня электрода, который подбирают по толщине свариваемого металла и пространственного положения шва. Для металла толщиной 2 мм диаметр электрода должен составлять 2…3 мм, для металла толщиной 8 мм он должен быть 4… 5 мм. Сварку в вертикальном и потолочном положениях целесообразно вести электродами меньших диаметров (до 4 мм), так как в этом случае легче предупредить стекание вниз металла сварочной ванны (объем ее будет меньше). Реклама:Читать далее:Электроды для ручной сваркиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|