|
|
Категория:
Технология деревообрабатывающего производства Основные размерные характеристики рамных пил — толщина, ширина и длина полотна, а также угловые параметры зубьев. Пилы изготовляют из легированной стали 9ХФ с насеченными зубьями с приклепанными планками или с приклепанными-захватами без планок. Пилы для вертикальных лесопильных рам изготОвляют длиной от 1100 до 1950, шириной от 160 до 180 и толщиной от 1,6 до 3,2 мм. Профиль зубьев предусмотрен для всех пил одинаковый — с ломанолинейной задней гранью.
Рис. 1. Профиль зубьев рамных пил
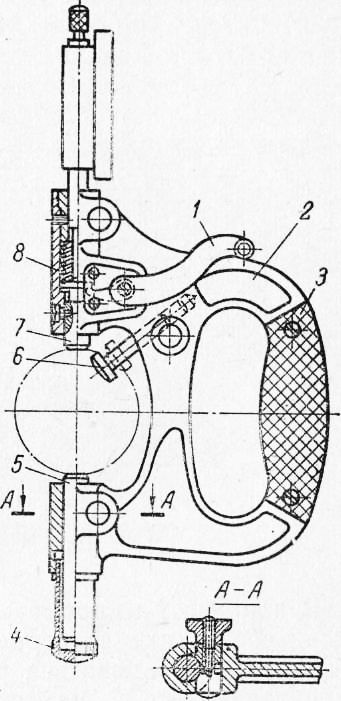
Рис. 2. Контроль вальцовки пил
Угол заострения р и передний угол для всех размеров пил -одинаковые, соответственно 47 и 15°. Высота зубьев h, длина задней грани I и радиус закругления впадины г изменяются с изменением шага зубьев t. Пилы для тарных лесопильных рам изготовляют длиной 600 и 685, шириной 80 и толщиной 1; 1,2; 1,4 мм. Полотно пилы должно быть плоским. Зазор между поверочной плитой и уложенной на нее пилой не должен превышать 0,15 мм. Имеющиеся искривления, выпучины, тугие места подлежат правке на наковальне специальными проковочными и правильными молотками. Пила должна быть правильно провальцована (рис. 2). По всей длине полотна не должен наблюдаться зазор между наложенной Линейкой и кромками пилы, а по середине ширины полотна, наоборот, должен быть зазор 0,1… 0,2 мм. Если эти условия выдержаны, значит полотно пилы подготовлено хорошо. Пилы вальцуют на вальцовочных станках. Правильно приклепанные планки — также необходимое условие нормальной работы пилы. Скошенные кромки правой и левой планок должны быть на одной высоте и под прямым углом к тыльной кромке полотна. Рамщику рекомендуется периодически проверять в процессе эксплуатации состояние полотна пилы и о всех обнаруженных дефектах сообщать старшему пилоточу. Успешная работа рамной пилы зависит от правильной подготовки ее. Для свободного движения пилы в древесине режущая кромка ее уширяется разводом или плющением зубьев. Плющение — наиболее рациональный метод уширения режущей кромки пил. При этом возрастает производительность пил, улучшается качество пиломатериалов, увеличивается устойчивость полотен пил по сравнению с разводом. Плющение осуществляется эксцентриковыми плющилками вручную или на плющильных полуавтоматических станках ПХФ. Форма вершинки зуба после плющения должна соответствовать изображенной на рис. 3, а. Расплющенные кончики зубьев должны лежать на одной прямой с отклонением в сторону 0,8… 1 мм для древесины хвойных пород. После плющения зубья пилы формуют для выравнивания уширения вершинок зубьев (рис. 3). Эту операцию можно осуществить на полуавтомате ПХФ или ручной формовкой ФКЦ. Величина плющения на сторону после формования должна составлять при распиловке хвойных пород летом 0,75… 0,8 мм, зимой— 0,65…0,7 мм. Плющение и формование восстанавливаются через 3… 4 ч работы пилы. Развод зубьев пил (рис. 3, в) осуществляется вручную разводкой и шаблоном или на станках с последующей проверкой правильности развода контрольным разводомером. Величина развода на сторону для хвойных пород: зимой — 0,6 … 0,7 мм, летом — 0,7… 0,8; для твердых пород (бук, дуб)—0,45… 0,6 мм. Развод восстанавливается через каждые 2… 3 ч работы пилы. Следующими операциями в подготовке зубьев пил являются фугование и подшлифовка, которые осуществляются на специальных станках или вручную бархатный напильником и оселком зернистостью 100…200. Последняя операция в подготовке пил — заточка зубьев, которая проводится после каждого плющения и развода для восстановления режущих свойств пилы. При заточке необходимо сохранять неизменность профиля зубьев. Режущие грани зубьев должны иметь ровную гладкую поверхность без заусенцев, заворотов и Других дефектов. Для заточки пил применяют полуавтоматы ТчПР-2, ТчПР-3 и ТчПА-5. Насечку зубьев на пилах производят на станке-пилоштампе ПШП-2. Стойкость зубчатой кромки рамных пил может быть значительно повышена путем наплавки кончиков зубьев твердыми сплавами. Широкое применение находят пилы, наплавленные стеллитом. Период работы таких пил между заточками увеличивается в 2… 2,5 раза. Заметно улучшается качество пиленой поверхности.
Рис. 3. Форма вершинки зубьев после плющения (а), формования (б) и развода (в)
Пилы в раму устанавливают рамщики, обслуживающие ее. Для этого используют захваты для вертикального закрепления и натяжения пил, струбцины и межпильные прокладки для горизонтального закрепления. Прокладки определяют толщину выпиливаемых досок и брусьев. Их обычно изготовляют из высушенной древесины березы, реже ясеня и клена. Прокладки имеют форму параллелепипеда высотой 50 и шириной 130 мм. Толщина их равна номинальной толщине доски (бруса) плюс две величины уширения зубьев на сторону и плюс величина усушки по толщине доски. Толщину прокладок систематически проверяют предельными калибрами. Прокладки, подобранные для постава, укладывают в определенной последовательности в специальные металлические ящики и подносят к раме. К раме подносят также пилы из пилоножеточной мастерской в требуемом комплекте. В двухэтажных лесопильных рамах для установки и натяжения рамных пил наибольшее распространение получили съемные сдвижные захваты — эксцентриковые и винтовые. Пилы и прокладки в поперечном направлении закрепляют струбцинами. Левые струбцины коренные — неподвижные, правые — подвижные. Навеска пил в захваты с одновременной установкой прокладок производится последовательно слева направо. При этом пильная рамка должна быть поднята в крайнее верхнее положение. Располагать пилы в поставе следует «желобком», т. е. крайние пилы выдвигают из захватов на большую величину, чтобы они кончали распиловку раньше средних пил. Постав пил ориентируется по центру пильной рамки и зажимается правыми струбцинами. Затем пилы предварительно натягивают легким постукиванием по клиньям захватов. Пилам придают нужный уклон, который проверяется уклономером. Уклон пил — это отклонение зубчатой кромки пил от вертикали на величину хода пильной рамки. При меньшем уклоне задние грани зубьев пил при холостом ходе будут задевать за дно пропила, увеличивать скольжение в механизме подачи. При увеличенном уклоне в работе будут участвовать не все зубья пилы, следовательно, увеличится нагрузка на работающие зубья, ухудшится качество рас-пйловки. При непрерывной подаче уклон на высоту хода пильной рамки должен соответствовать подаче за холостой ход, т. е. половине всей посылки плюс 2… 3 мм. При однотолчковой подаче за холостой ход уклон пил должен быть равен посылке плюс 2… 3 мм, при подаче за рабочий ход 2… 3 мм. При двухтолчковой подаче уклон пил равен посылке за холостой ход плюс 2… 3 мм. Уклон пил можно получить как за счет наклона полотна пилы, так и за счет наклона пильной рамки. В последних конструкциях лесопильных рам уклон придается пильной рамке. Он должен быть одинаков у всех пил постава и соответствовать таблице инструкционных посылок и уклонов, которая вывешивается у каждой рамы. Все пилы выверяют на отвесность и параллельность поверочной линейкой и угольником сначала при верхнем положении пильной рамки, потом при нижнем. Затем постав окончательно зажимают правыми струбцинами вначале нижней, затем верхней. После выверки пилы окончательно натягивают. Делают это в несколько приемов, каждый раз проверяя жесткость передйей и задней кромок пил. Не разрешается натягивать пилы заколачиванием клиньев во избежание чрезмерного натяжения и обрыва пил. Регулируют натяжение только эксцентриком или винтом. После распиловки первых двух-трех бревен раму останавливают для подтягивания пил ввиду их ослабления от нагрева. Для поддержания постоянной силы натяжения пил используют также пружинящие верхние клинья (с прорезью) или гидравлические аппараты, устанавливаемые на верхней поперечине пильной рамки. Реклама:Читать далее:Технология распиловки бревен на лесопильных рамахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|