|
|
Категория:
Столярное дело Далее: Ящичные шипорезы Рамные шипорезы служат для выработки шипов и проушин У брусков для рам. На современных рамных шипорезах одновременной выработкой шипов производят оторцовку деталей в размер и поднутривание заплечиков или их присечку по профилю калевки. Промышленность выпускает односторонние рамные шипорезы с ручной подачей, на которых за один проход вырабатывается шип только на одном конце бруска, и двухсторонние рамные шипорезы с механической подачей, предназначенные для одновременной выработки шипов на обоих концах бруска. Наибольшее распространение имеют односторонний шипорез ШО-6 и двухсторонний ШД-12.
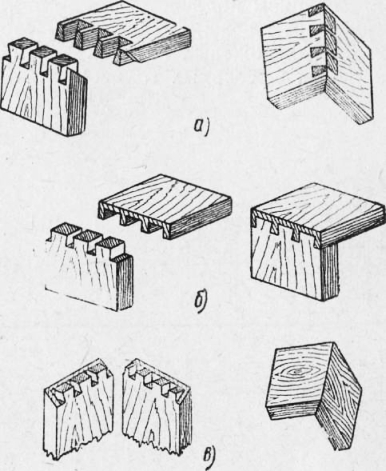
Рис. 1. Соединение щитов на ящичный шип «ласточкин хвост»:
а — на сквозной; б — на полупотайной (впо« лупотай); в — на потайной (впотай)
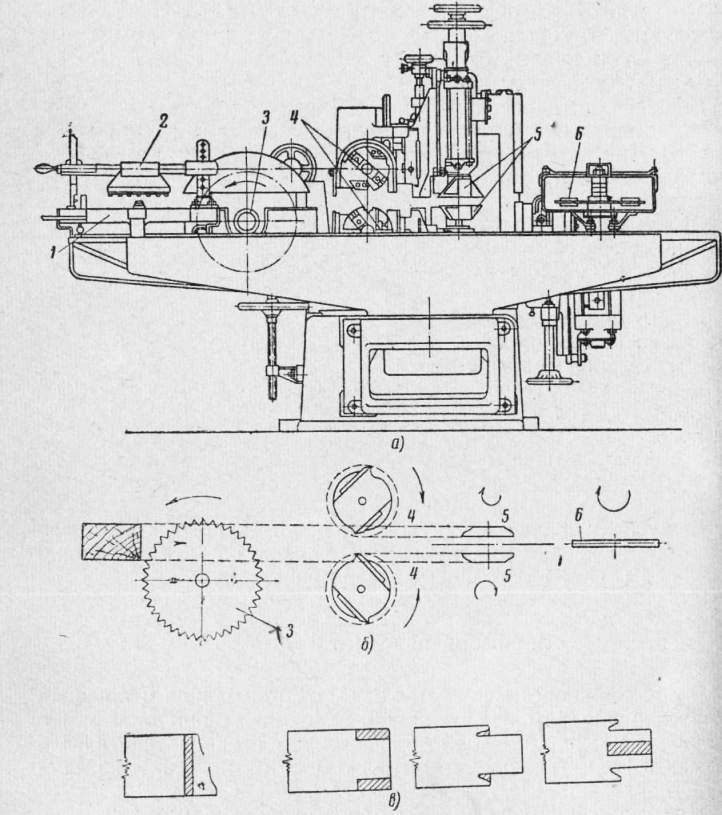
Односторонний шипорезный станок ШО-6. Основные части этого станка (рис. 2): станина, механизм резания, механизм подачи. Механизм резания состоит из торцовочной пилы, двух горизонтальных ножевых головок для образования шипа, двух вертикальных фрезерных головок для присечки заплечиков и прорезного диска для выборки проушин. Все режущие инструменты насажены непосредственно на валы индивидуальных электродвигателей, смонтированных на поворотных суппортах. Благодаря этому режущие инструменты можно перемещать в вертикальном и горизонтальном направлениях, а также наклонять под разные углы. На станке можно вырабатывать шипы разной длины и толщины и шипы скошенные. Управление станком кнопочное.
Рис. 2. Рамный шипорез ШО-6:
а — вид станка сбоку; б — схема работы шипореза; в — порядок обработки детали: 1 — каретка; 2 — прижим; 3 — торцовочная пила; 4 — горизонтальные ножевые голов, ки; 5 — вертикальные фрезерные головки; 6 — прорезной диск
Механизм подачи состоит из каретки, которую по направляющим, смонтированным на кронштейне сбоку станка, перемещают вручную параллельно линии действия режущих инструментов. Уложив обрабатываемый брусок на каретку и закрепив прижимом, подают его на режущие инструменты. Вся выработка шипа выполняется за один проход. Обработка второго конца бруска производится за второй проход. При этом устанавливают упор по заплечику готового шипа, получая, таким образом, совершенно точный размер между заплечиками. Бруски одинаковой длины, но с разными расстояниями между заплечиками для сборки не пригодны. При выработке лапчатых шипов «ласточкин хвост» и шипов, скошенных в одну сторону, повертывают соответственно горизонтальные ножевые головки. Размерную наладку шипорезного станка делают по наладочному эталону, т. е. по точно обработанному образцу. Эталон может быть полным, т. е. натуральной величины по всем размерам, и неполным, представляющим собой точную копию только шипа с прилегающей к нему частью бруска. Неполные эталоны проще изготовлять, поэтому их применяют чаще, чем полные. Материалом для эталонов служат выдержанная древесина твердых цород или древесные пластики. Эталон кладут на каретку, перпендикулярно к диску торцовочной пилы и торцом шипа вплотную к боковым кромкам зубьев, зажимают и вместе с кареткой поочередно подводят к режущим инструментам остановленного станка. При этом горизонтальные ножевые головки путем вертикального, осевого и углового их перемещения устанавливают так, чтобы лезвия резцов при поворачивании головок от руки слегка касались щечек и заплечиков шипа у эталона. Наладку вертикальных шпинделей с резцами для присечки заплечиков производят путем поперечного осевого и углового их перемещения до соприкосновения лезвий с обработанной поверхностью заплечиков шипа у эталона. Если присечки заплечиков не требуется, вертикальные шпиндели отводят от линии обработки. Регулировка прорезного диска заключается в том, чтобы лезвия резцов на диске соприкасались с дном и боковыми стенками проушины в эталоне. Упор на каретке должен быть расположен перпендикулярно к линии движения каретки. Часто к постоянному (несъемному) упору прикрепляют дополнительный подпорный брусок из древесины твердой породы, отфугованный под линейку, в угол и в размер. Конец его пропускают за торцовочную пилу и обрабатывают на станке, налаженном для предстоящей работы. Такой брусок при обработке деталей подпирает волокна при выходе резцов из древесины. Выработка шипов и проушин получается чище. Производительность шипореза ШД-12, обрабатывающего детали одновременно с обоих концов при конвейерной подаче, выше производительности одностороннего станка ШО-6 в несколько раз. На этом станке можно обрабатывать бруски длиной до 2850 мм, щиты шириной до 1000 мм, отбирать на кромках щитов гребни и пазы. Обработка .отличается высокой точностью.
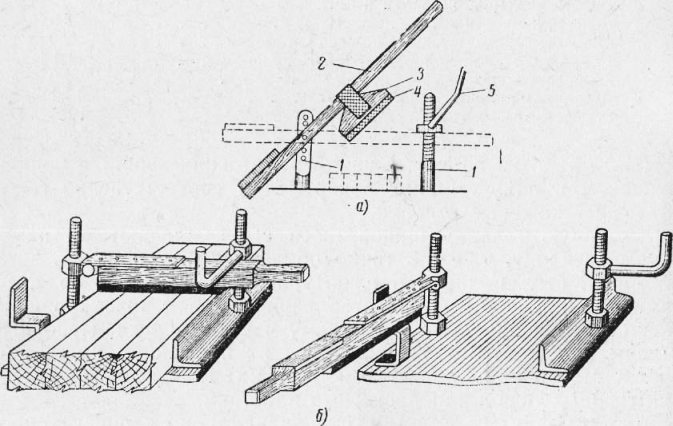
Рис. 3. Прижимы к шипорезам, предложенные новаторами производства:
а — рычажный прижим конструкции Нечунаева: 1 — стойки; 2 — рычаг с противовесом; 3 — прижимная колодка; 4 — резиновая наклейка; 5 — крюк для заводки рычага; б — рычажно-откидной прижим конструкции Корчашкина
Приспособления к шипорезному станку ШО-6, предложенные новаторами и рационализаторами производства, позволяют обрабатывать детали пачками, другие служат для получения точного размера между заплечиками шипов. Устройство приспособлений видно из рисунков. Приспособления-упоры крепят на заданном расстоянии от резцов к упорной линейке каретки. Обработку одного конца деталей производят без упора; подвижные упоры приспособлений отводят в сторону или отбрасывают вверх. Обработку второго конца деталей производят с упором в приспособления заплечиками шипов или дном проушин. Расстояния между заплечиками и проушинами получаются более точными, чем при обработке деталей с упором торцами. В приспособлениях Б. ‘К. Нечунаева заданное расстояние между заплечиками шипов или проушинами можно уточнять при помощи винта (показано на рис. 150,6 справа).
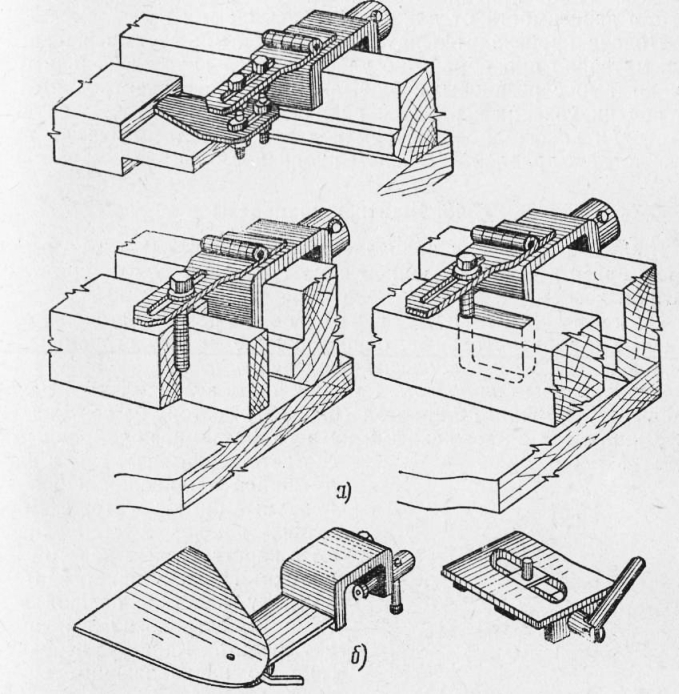
Рис. 4. Упоры к шипорезным станкам:
а — конструкции Корчашкина; б — конструкции Нечунаева
Двухсторонний шипорез ШД-12. Двухсторонний шипорез по существу состоит из двух односторонних шипорезов, расположенных на обшей станине. Один из шипорезов подвижной: его можно приближать к второму шипорезу и отдалять от него в зависимости от длины обрабатываемых брусков. Подача производится двумя конвейерными цепями, на которых материал при обработке удерживается двумя гусеничными прижимами с резиновыми башмаками. Работа электродвигателя подачи увязана с работой режущих инструментов; в случае остановки какого-либо инструмента подача автоматически выключается. Управление станком кнопочное.
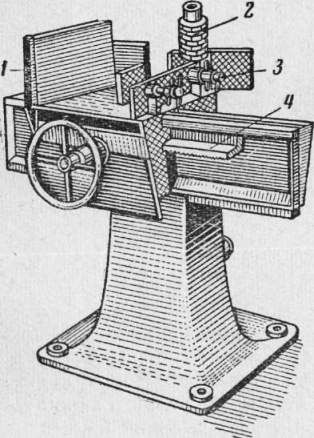
Рис. 5. Вертикальный односторонний ящичный шипорез:
1 — каретка с упорами: 2 — вертикальный шпиндель с фрезами; 3 — зажимной винт; 4 — направляющая
Реклама:Читать далее:Ящичные шипорезыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|