|
|
Категория:
Столярное дело Далее: Циклевание деталей Ящичные шипорезы подразделяются на прямые — для выработки прямых ящичных шипов и на шипорезы для шипов «ласточкин хвост». Прямые ящичные шипорезы различаются вертикальные и горизонтальные, односторонние и двухсторонние, с ручной подачей и механической подачей. Вертикальные шипорезы. Рабочая часть вертикального одностороннего ящичного шипореза (рис. 1) состоит из вертикального шпинделя с насаженными на него фрезами, подобранными соответственно размерам и числу шипов и проушин. Обрабатываемые щитки — стороны будущих ящиков — устанавливают в каретку целым пакетом на кромки. Прижав пакет винтом к упору^ каретки, подают его торцами щитков на режущий инструмент. Каретку передвигают по направляющим вручную. Перед шпинделем с фрезами нередко устанавливают торцующую круглую пилу. При таком оснащении шипореза обрабатываемые щитки на торцовочном станке не торцуют; кроме того, укладка щитков на каретку становится проще: отпадает выравнивание торцоз. У двухсторонних ящичных шипорезов имеются два параллельно расположенных верги-кальных шпинделя, между которыми передвигается каретка. Один шпиндель неподвижный, второй можно устанавливать на разных расстояниях от первого соответственно длине обрабатываемых щитов. Двухсторонний шипорез используют только для выработки одинаковых шипов с обоих торцов щитка, например у задней стенки выдвижного ящика. Так как шпиндели станка работают от индивидуальных электродвигателей, этот шипорез можно использовать и как односторонний. Горизонтальные шипорезы. Односторонний прямой ящичный шипорез с горизонтальным рабочим валом состоит из станины, имеющей форму колонны, в которую вмонтирован внизу суп
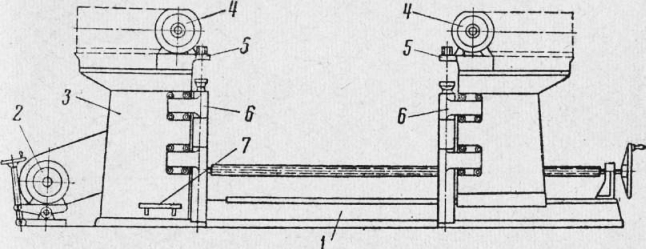
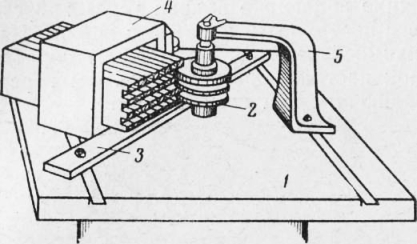
Рис. 1. Двухсторонний прямой ящичный шипорез конструкции Н. В. Маковского:
1 — станина; 2 — электродвигатель; 3 — колонка; 4 — рабочие горизонтальные валы с фрезами; 5 — верхние зажимы (башмаки); 6 — направляющие для стола; 7 — педаль
Двухсторонний прямой ящичный шипорез с горизонтальными рабочими валами состоит из двух колонок с правым (на одной) и левым (на другой) расположением режущих инструментов. Правую колонку можно перемещать по направляющим станины и отводить на любое расстояние от левой колонки соответственно длине обрабатываемых щитов. Рабочий стол имеет вертикальное перемещение от электродвигателя. Он снабжен упором и сжимом для обрабатываемых щитов. На описанных горизонтальных станках можно вырабатывать не только ящичные, но и рамные шипы. В настоящее время выпускается станок конструкции Н. В. Маковского для выработки ящичных и рамных шипов разной толщины длиной до 115 мм. На станке можно также торцевать детали длиной до 2400 мм. Рабочий стол может делать 5, 10 и 15 ходов в минуту. Предельная высота пачки одновременно обрабатываемых деталей 80 мм.
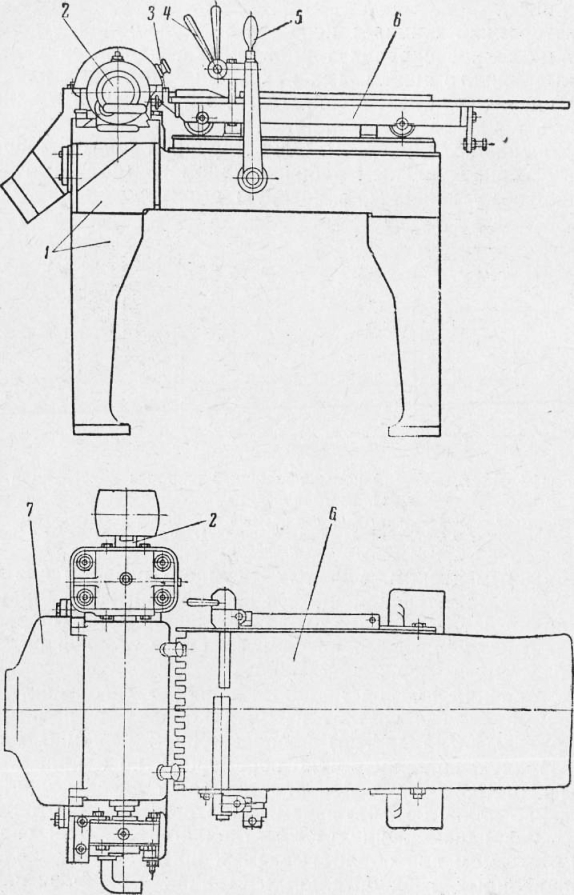
Рис. 2. Прямой ящичный шипорез Ш11-1:
1 — станина; 2 — рабочий шпиндель (вал); 3 — ограничители; 4 — эксцентриковый зажим; 5 — рукоятка для передвигания каретки; 0 — каретка;! 7 — кожух со стружкоотводом
На предприятиях с относительно небольшим объемом производства часто применяется прямой ящичный шипорез ШП-1 с ручной подачей, в котором рабочий вал расположен горизонтально. Каретка для подачи щитов имеет бортовой и торцовый упоры. Передвигают каретку по направляющим при помощи рукоятки. Рабочий вал получает движение от электродвигателя через ременный привод. Сверху вал покрыт колпаком, нижняя кромка которого служит стружколомателем.
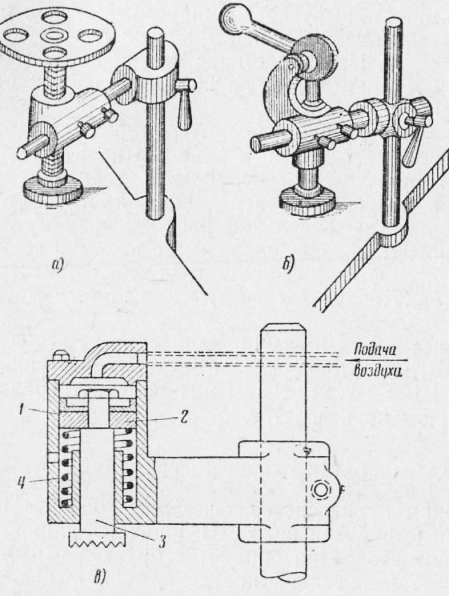
Рис. 3. Прижимы, применяемые на шипорезных станках:
а — винтовой: б — эксцентриковый; в — пневматический: 1 — цилиндр; 2 — поршень: 3 — шток; 4 — пружины
Прижимы на ящичных шипорезах для закрепления обрабатываемых щитов могут быть винтовые, эксцентриковые или пневматические. Такие прижимы применяют и на других станках. Ящичные шипорезы для шипов «ласточкин хвот». Выработку полупотайных шипов «ласточкин хвост» производят на многошпиндельных шипорезах. Шпиндели имеют вертикальное расположение, их может быть от 12 до 24. В шпиндели вставляются фрезы соответственно размерам и форме шипов. Шпиндели разделяются на две группы: шиповые и проушеч-фрезера предприятия с небольшим объемом производства могут вполне обходиться без шипорезного станка. Приспособления для выработки на фрезере ящичных шипов. Цулага-ящик для выработки прямых ящичных шипов. Обрабатываемые щитки (стенки ящиков) укладывают в цулагу на ребро, зажимают эксцентриком или клином и подают на резцы по направляющей линейке станка, по специально устанавливаемой направляющей планке или по упорному кольцу. На шпиндель надевают через прокладки прорезные диски или фрезы-крючья.
Рис. 4. Шипорезная каретка конструкции Нечунаева к фрезерному станку
Каретка с винтовым, эксцентриковым или пневматическим зажимом для подачи щитков под фрезы. Щитки укладывают так же, как в ящике-цулаге. ‘Каретку передвигают по салазкам, укрепленным на рабочем столе. Для подачи щитков шириной до 150 мм пачками толщиной до 200 мм промышленность выпускает съемную каретку с рычагом для ее перемещения и быстродействующим эксцентриковым зажимом. Вес каретки 20 кг. Приспособление для выработки сквозных и полупотайных шипов «ласточкин хвост». На этом приспособлении, выпускаемом промышленностью, производят одновременную выработку шипов у двух щитов шириной до 400 мм и толщиной до 25 мм, зажатых во взаимно-перпендикулярном положении лицевыми сторонами внутрь образуемого прямого угла. Шипы зарезаются попарно. Режущим инструментом служит фреза, работающая боковыми кромками и зубчиками на торце. Такие фрезы часто называют торцовыми или цинк-фрезами. Приспособление съемное, весит оно 8 кг.
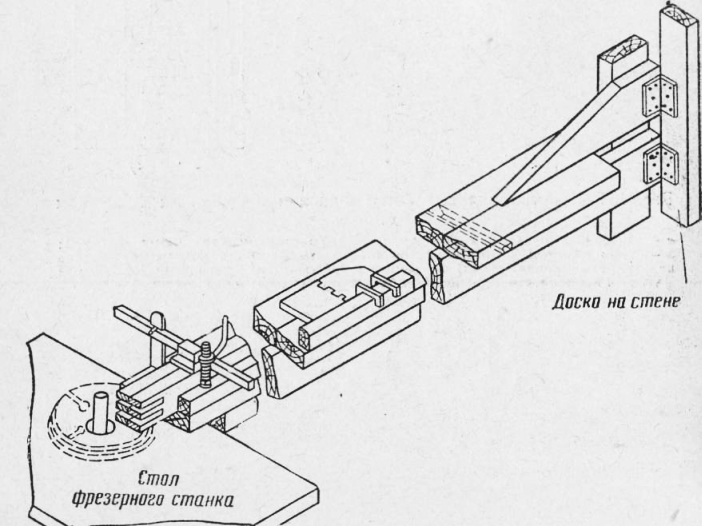
Рис. 5. Цулага-ящик для выработки на фрезерном станке прямых ящичных шипов:
1 — стол станка; 2 — фрезы; 3 — направляющая планка; 4 — ящик-цулага; 5 — кронштейн
Реклама:Читать далее:Циклевание деталейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|