|
|
Категория:
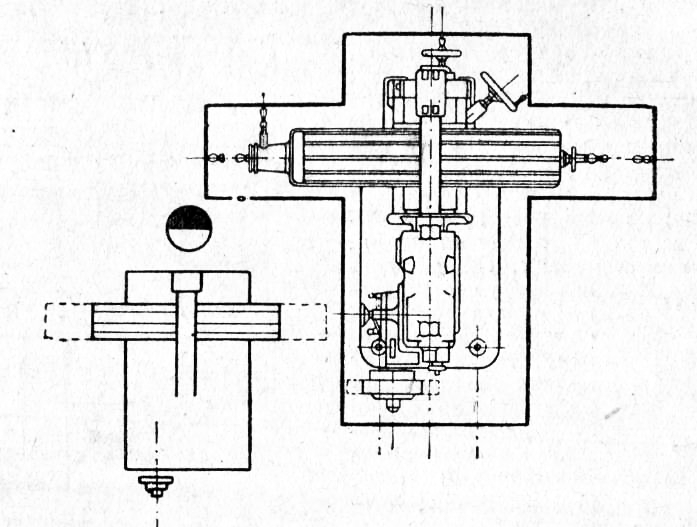
Проектирования технологических процессов Одним из основных требовании к расположению оборудования будет соблюдение необходимых минимальных габаритных разрывов и проходов между станками, а также между станками и стенами, колоннами и другими предметами оборудования цеха. Это необходимо для обеспечения безопасности работающего, нормальных условий труда и правильной работы станка, а также для свободного прохода и транспортирования полуфабрикатов по цеху. Ввиду важности этого вопроса законодательством Союза предусмотрены общие нормы и правила расположения оборудования в цехе. Эти правила изложены в книге Якимчика «Законодательство по технике безопасности и промышленной санитарии» и др. Следует, однако, отметить, что в обязательных постановлениях даны лишь общие указания, как надо располагать станки. Детальное же и точное формулирование всех правил расположения оборудования было бы весьма затруднительно, так как пришлось бы в общих постановлениях охватить чрезвычайное разнообразие способов и случаев расположения оборудования. Таким образом указанные правила, являясь основанием для разрешения вопроса о расстановке оборудования, — для проектирования цеха, не всегда могут дать достаточное указание, как следует поступать в различных случаях. Ниже приведен ряд таких указаний по расположению станков при проектировании с точки зрения соблюдения необходимых разрывов (полученных из практики): 1. Станки должны быть так расположены, чтобы разрывы (расстояния) между ними (а также между станками и частями зданий) были или исключающими возможность прохода между ними , или же, наоборот, не меньше минимального расстояния, обеспечивающего свободный проход. 2. При расположении станков и другого оборудования на плане необходимо для установления надлежащих разрывов показывать на плане (в масштабе) не только станки, но и расположение рабочего во время работы, расположение тележек или ящиков для обрабатываемых деталей (если они размером более 500X500 мм) и транспортеров. Полезно показывать также и расположение вала трансмиссии и шкивов контрприводов. Только при этом условии можно быть уверенным в соблюдении правильных разрывов. 3. Указанные ниже цифры разрывов следует рассматривать как минимально допустимые размеры, меньше которых идти не следует, так как это увеличивает опасность в отношении несчастных случаев, затрудняет работу станков и вызывает ряд неудобств в производстве, а также весьма затрудняет и осложняет междуоперационный транспорт. При увеличении же разрывов надо помнить, что чрезмерное их увеличение влечет за собою излишки в площадях цеха производственных зданий, а стало быть, вызывает излишние капитальные вложения и удорожание производства. При составлении плана расположения оборудования цеха обычно пользуются масштабом 1 : 50 или 1 : 100, причем станки показываются на плане своими габаритами в соответствующем масштабе. Положение рабочего показывается кружками диаметром 600 мм в принятом масштабе. Валы трансмиссий следует показывать условным пунктиром; также условно обозначаются шкивы трансмиссий и контрприводы. Под габаритом станков принимается контур, очерченный по крайним, выдающимся частям станка, причем для движущихся частей и стола включается в габарит и наибольший размах их как в одну, так и в другую сторону. В габариты автоматов и револьверных станков, предназначенных для прутковой работы, необходимо также включать и величину выступающего у станка прутка. Для протяжных станков в габарит надо включать также протяжный дорн в положении перед началом протяжки. Габариты станков простого очертания обычно представляются в виде очерченного прямоугольника, но в некоторых случаях следует давать и другие формы габаритов, например, для фрезерных, шлифовальных и других станков, в которых форма прямоугольника была бы мало приемлема, так как она не характеризовала бы габарита этих видов станков. Так, фрезерный станок имеет сравнительно узкое основание и длинный стол, который перемещается в ту или другую сторону на значительную величину. Если очертить станок, в данном случае—в виде прямоугольника, получился бы слишком большой габарит. При пользовании подобными габаритами в планировке площадь цеха не была бы достаточно хорошо использована. На рис. 1 приведен пример габарита фрезерного станка в виде контура, очерчивающего станок, со всеми выступающими частями и движущимся столом. На этой же фигуре слева показан габарит в его обычном виде, лак это делается при планировке цеха.
Рис. 1. Габарит горизонтально-фрезерного станка,
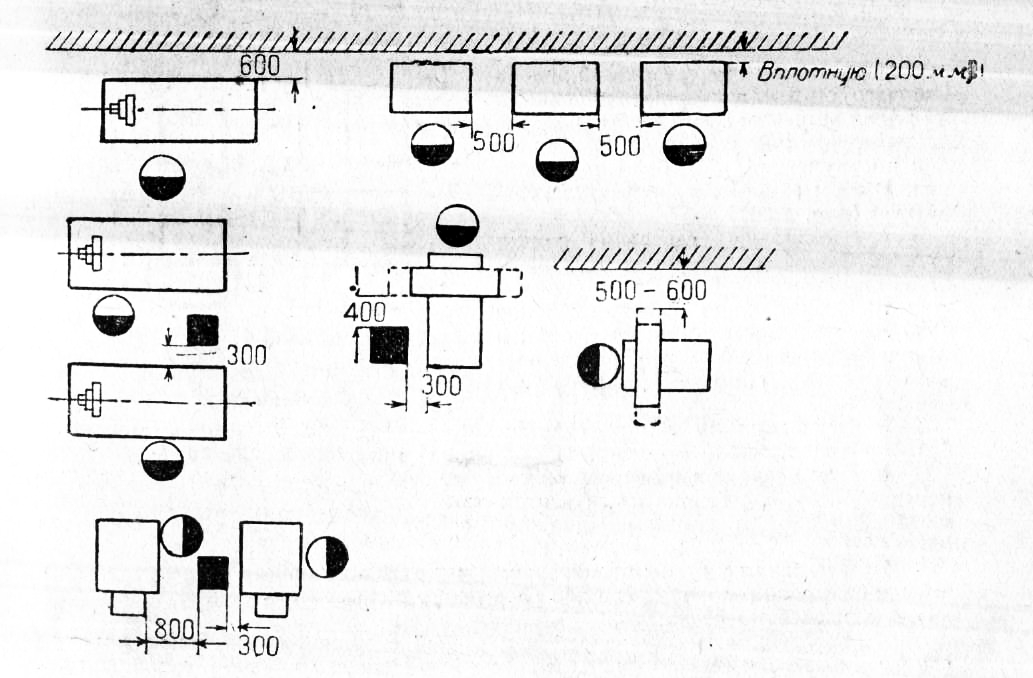
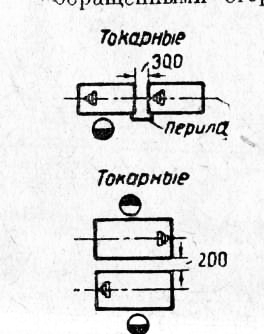
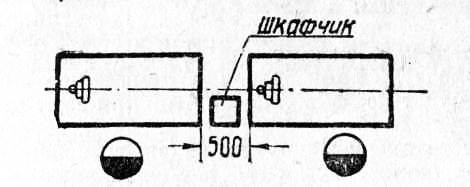
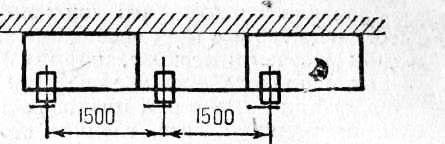
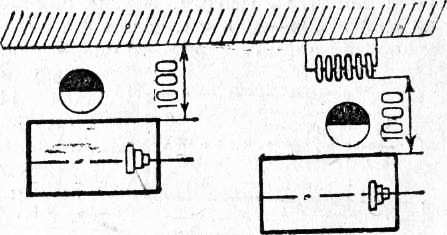
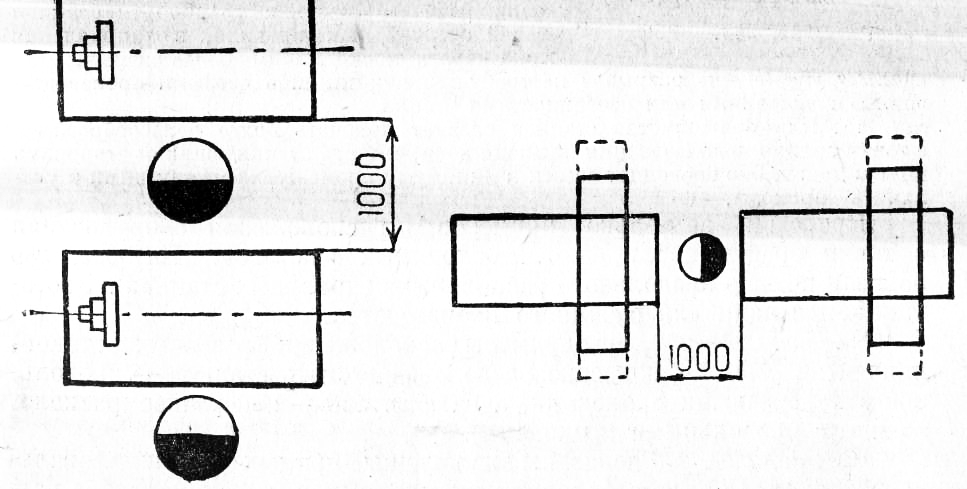
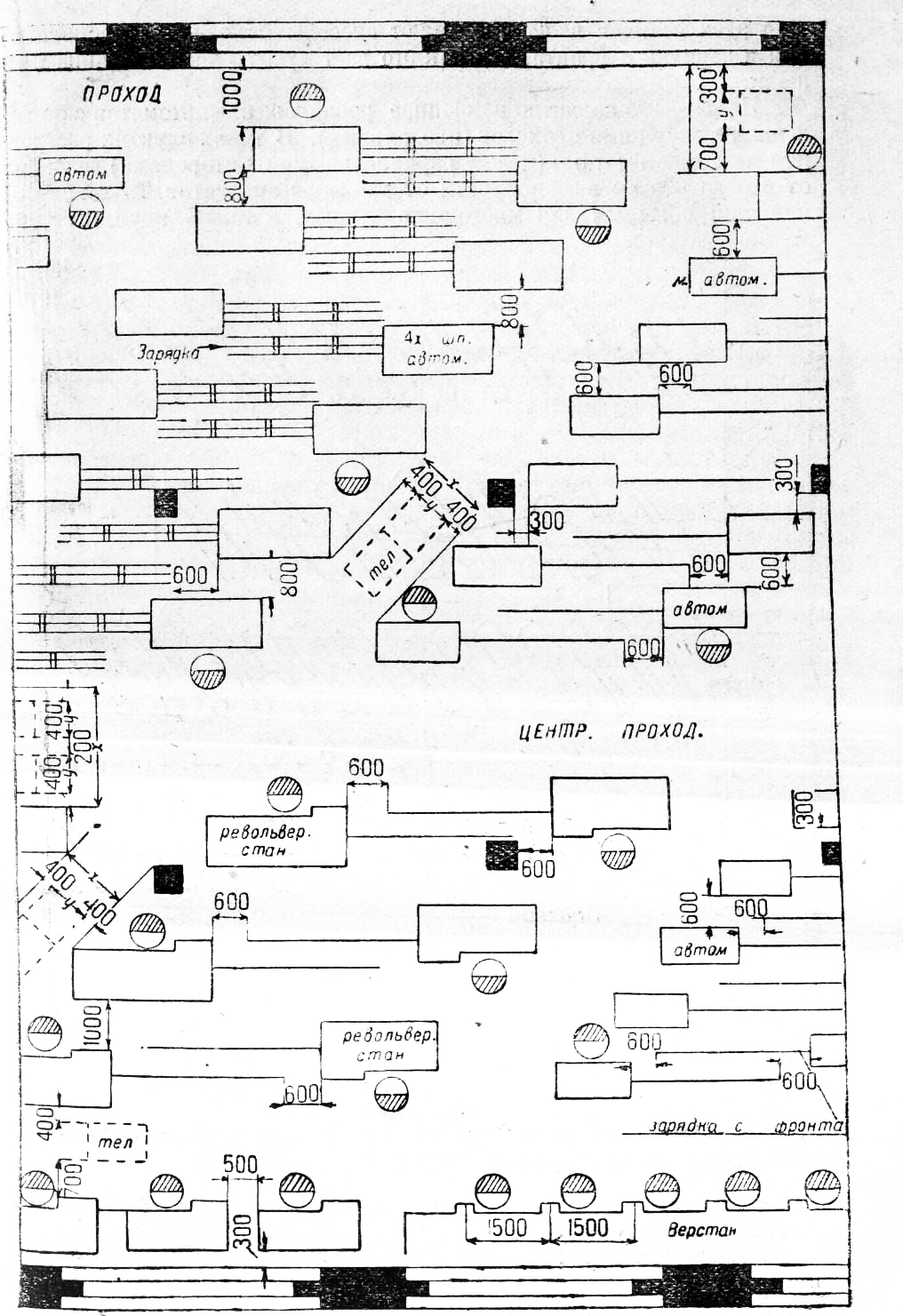
Рис. 2. Ниже приведены минимальные размеры разрывов при различных случаях расположений станков. 1. Расстояние от стены или перегородки до задней стороны станка должно, как правило, составлять не меньше 600 мм. При станках мелких размеров и при условии, что сзади станка не имеется движущихся частей и при разрыве между станками по фронту не меньше 600 мм, можно устанавливать станки и вплотную к стене, т. е. на расстоянии около 200 мм от стены. Расстояние между колонной и задней или боковой стороной станка, на которой нет движущихся частей, должно быть не менее 300 лш. Там, где есть движущиеся части, расстояние должно быть не меньше 400 мм при условии отсутствия необходимости рабочему проходить между станками и колоннами во время работы. 2. Расстояния между станками, Между сторонами станков, где есть движущиеся части, расстояние берется не менее 500— 600 мм. 3. Расстояние между станками меньше 500 мм во избежание прохода рабочего следует заграждать цепочками или перилами. Эти промежутки полезно использовать для установки шкафчиков для инструментов или рабочих столиков. В этом случае заграждения не требуются. 4. Установка верстаков может производиться вплотную к колоннам, стенам или перегородкам. Расстояние между тисками должно быть не меньше 1500 мм при массовом производстве; в случае мелких работ это расстояние может быть снижено до 1000 мм. 5. Общая длина линии станков без проходов, как правило, не должна превышать 25—30 м. 6. При расположении станков так, что между стеной или перегородкой и передней стороной станка или фронтом станка находится рабочий, расстояние между стеной и станком должно составлять не меньше 1000 мм. При наличии у стены отопительных и других устройств на высоте не свыше 2 м от уровня пола указанное расстояние надо считать от наиболее выступающих частей на стене. 7. Расстояние между задней и передней стороной станков при наличии одного рабочего между ними и при отсутствии общего прохода, движения тележки и т. д., — должно составлять не меньше 1000 мм.
Рис. 3.
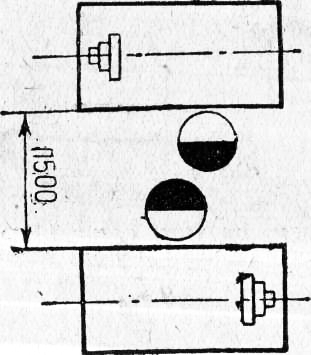
Рис. 4. 8. Расстояние между фронтами станков, т. е. при наличии двух рабочих между ними, но без движения тележек и общего прохода, должно быть не менее 1502 мм. При крупных станках это расстояние увеличивается до 2000 мм. При обслуживании же одним рабочим двух станков расстояние между фронтами этих станков принимается около 1000 мм, если между этими станками нет общего прохода.
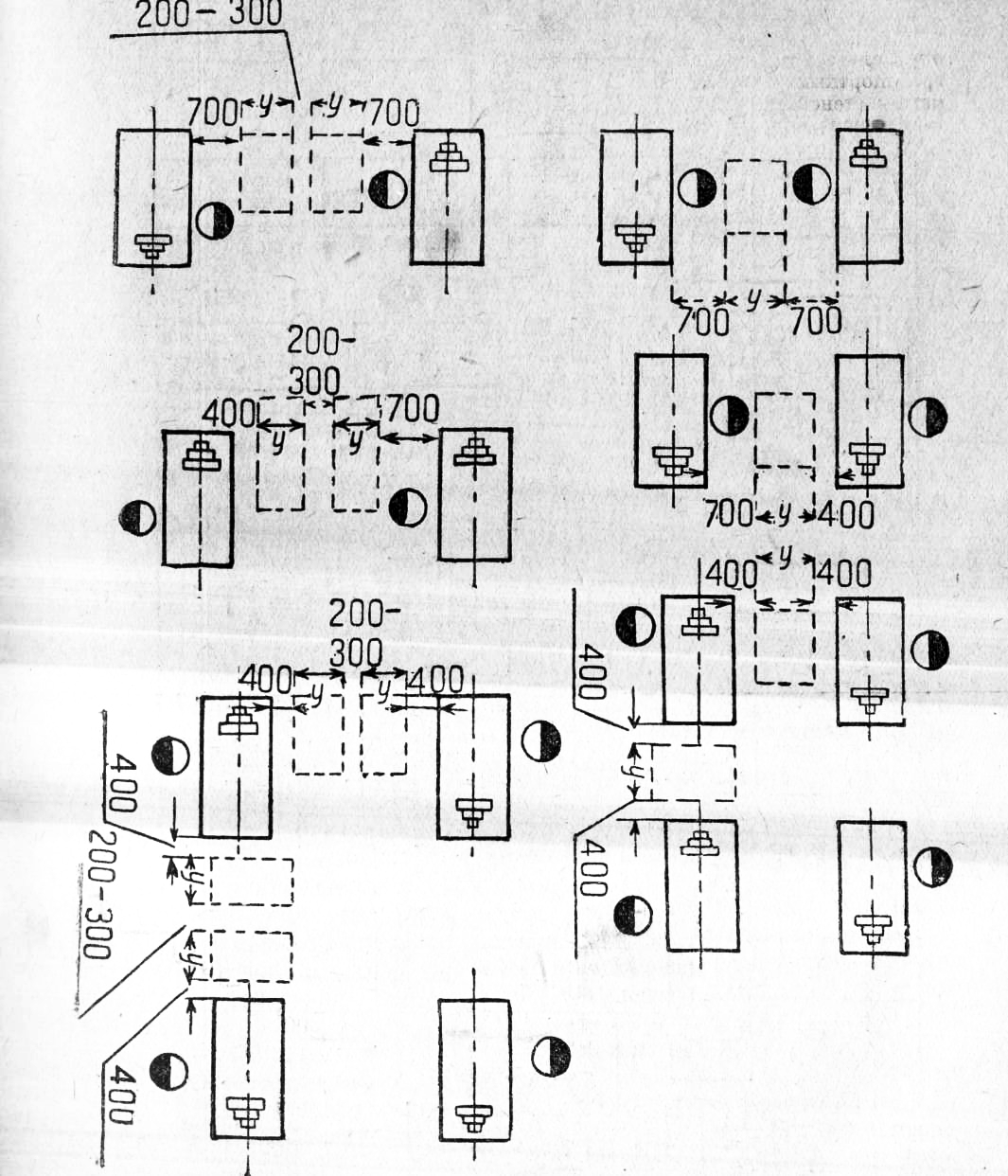
Рис. 5. 9. Минимальный размер проходов для движения тележек определяется следующим образом:
Рис. 6.
Рис. 7.
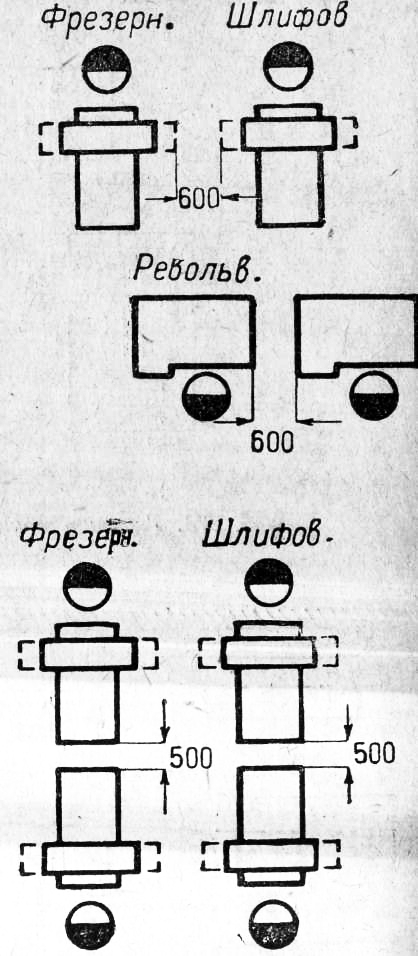
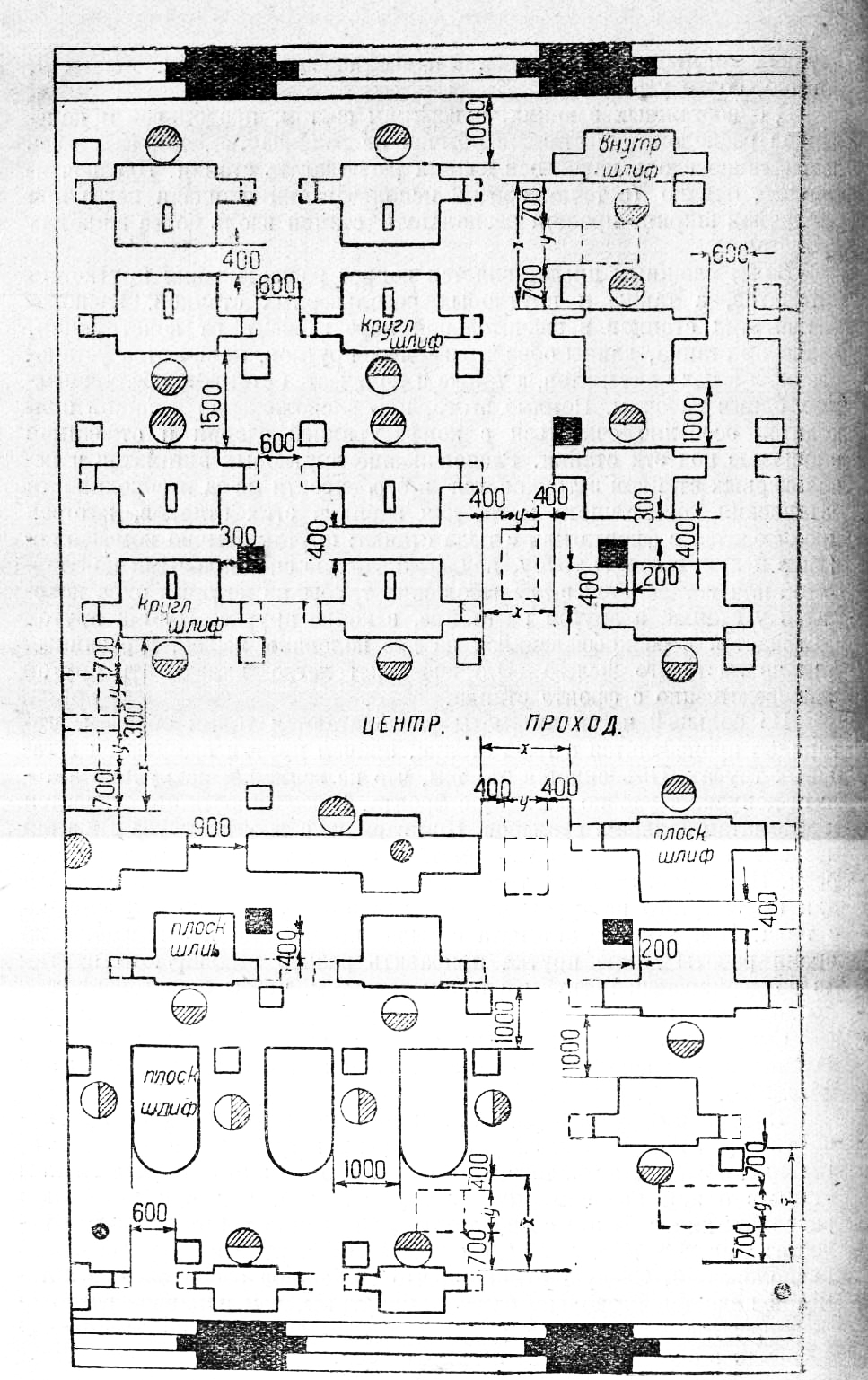
Рис. 8. 10. Крупные и сложные станки располагаются обычно более свободно, так как это бывает необходимо для их наладки и, в особенности, для всякого рода ремонта на месте. В этих случаях следует давать разрывы кругом станка не менее 500—600 мм. Если же станок требует и обслуживания с различных сторон во время работы, то следует разрывы для таких станков давать не менее 1000 мм. 11. Станки, обрабатывающие крупные детали, в особенности в серийном производстве, должны располагаться также более свободно, учитывая необходимые площади для необработанных и обработанных деталей в пределах намеченных размеров партий или серий этих деталей. 12. Станки, обслуживаемые одним рабочим, расположенные в линию, необходимо ставить возможно ближе друг к другу, вплоть до самых минимальных разрывов, для облегчения их обслуживания. Это ведет к уменьшению вспомогательного времени обработки и увеличению производительности. 13. В массовом производстве, в целях наиболее надежной поточности и наилучшей увязки рабочего места с транспортированием деталей следует, как правило, в направлении потока давать также минимальные разрывы, поскольку увеличение разрывов не требуется какими-либо особыми производственными условиями или особенностями станка. 14. Для большинства станков следует признать более целесообразным, с точки зрения использования площади цеха, ставить станки задними сторонами друг к другу. Это позволяет свести к минимуму промежутки между ними и увеличить проходы. Приведем несколько примеров расположения оборудования с точки зрения соблюдения необходимых разрывов. На рис. 286 показан пример продольного расположения токарных станков в многоэтажном здании для серийного производства. Помимо станков, на упомянутых фигурах показано расположение и рабочих во время работы, а также расположение инструментальных шкафчиков и габариты проходов, в зависимости от габарита тележки.
Рис. 9. Продольное расположение для многоэтажных зданий является обычным, в особенности при трансмиссионном или групповом приводе станков, так как в этом случае трансмиссионное валы удобнее располагать вдоль здания. При индивидуальных моторах можно применять то или иное расположение, но надо отметить, что и в этих случаях для многоэтажных зданий продольное расположение является, обычно, более удобным.
Рис. 10 В одноэтажных зданиях, с верхним светом, продольное и поперечное расположение станков обычно не различается, так как здесь безразлично вдоль какой оси здания располагать станки. Предпочтительнее, однако (с точки зрения использования площади цеха) при различной ширине пролета располагать станки вдоль более широких пролетов. Более сложным представляется вопрос расположения прутковых автоматов, а также и прутковых револьверных станков. Расположение этих станков в значительной мере зависит от конструкции, размеров станка, длины обрабатываемых прутков, количества установленных в цеху автоматов, а также и количества станков, обслуживаемых одним рабочим. Помимо этого, при расположении станков приходится особенно считаться с конфигурацией здания и отводимой площадью под эти станки. Расположение прутковых автоматов и револьверных станков затрудняется в особенности из-за необходимости оставления достаточного места для зарядки этих станков, которая производится с фронта или с тыла станка: пруток обычно помещается или в целую газовую трубу, поддерживаемую специальными подставками, или вставляется в две небольших трубы, из которых одна находится у станка, а другая на стойке, в конце прутка. Иногда пруток помещается в раскрывающийся на две половины желоб, деревянный или из листового железа. Это позволяет легко вкладывать пруток непосредственно с фронта станка. По большей части автоматы располагаются таким образом, что зарядка производится с тыла станка, причем прутки вращаются в газовых трубах. Объясняется это тем, что не всякая конструкция автомата допускает удобно зарядку с фронта. В особенности это относится к автоматам больших размеров. При зарядке с фронта труба ставится несколько наискось от оси автомата и пруток заводится в трубу спереди. При такой зарядке требуется меньше дополнительной площади для выдвинутого из трубы прутка, чем это необходимо для зарядки с тыла. При зарядке автомата с тыла необходимо к занимаемой во время работы длине прутка прибавить размер выдвинутого прутка из поддерживающей трубы с таким расчетом, чтобы не загораживать прохода (или же давать специальный проход для зарядки автоматов). Существует два основных способа расположения автоматов: 1) наклонное расположение и 2) попарное расположение. Попарное расположение автоматов, несмотря на ряд преимуществ перед наклонным, значительно реже встречается в практике и, главным образом, из-за того, что обслуживание в этом случае группы станков одним рабочим более затруднительно, чем при наклонном расположении. Оба эти способа обладают своими достоинствами и недостатками. Следует отметить, что наклонное расположение автоматов является несколько более компактным, чем попарное расположение, хотя разница между тем и другим способом по занимаемой площади в общем довольно незначительна.
Рис. 11. Фирмы, изготовляющие мелкие автоматы, иногда рекомендуют производить расположение своих автоматов в порядке попарного расположения, основываясь на нижеследующих доводах: такое расположение не дает никакого изменения в направлении поперечных проходов и дает некоторое удобство при зарядке станков. При наклонном же расположении и при наличии большой группы автоматов рабочему для зарядки приходится проходить всю линию станков, если станки заряжаются с тыла. Далее, при наклонном расположении контрпривод должен быть поставлен точно над шкивом станка, тогда как для попарного расположения это не имеет существенного значения. При попарном расположении труба, в которой находится пруток, может быть свободно выдвинута влево от рабочего места, благодаря чему получается более удобная зарядка с фронта, чем при наклонном расположении станков. Зарядка с фронта при наклонном расположении для некоторых автоматов, в силу особенности их конструкции (если главный шкив расположен со стороны прутка), иногда бывает весьма неудобна или даже совеем невозможна. К преимуществам наклонного расположения следует отнести то обстоятельство, что станки расположены фронтами в одну сторону и на небольшом расстоянии друг от друга благодаря чему значительно облегчаются условия наблюдения и обслуживания всей линии станков. Иногда при обоих способах расположения автоматы расставляются таким образом, что проходы получаются по диагоналям, как показано на рис. 294—295. Такое расположение автоматов обычно занимает несколько большее место, но зато представляет больше удобства в смысле их обслуживания и зарядки.
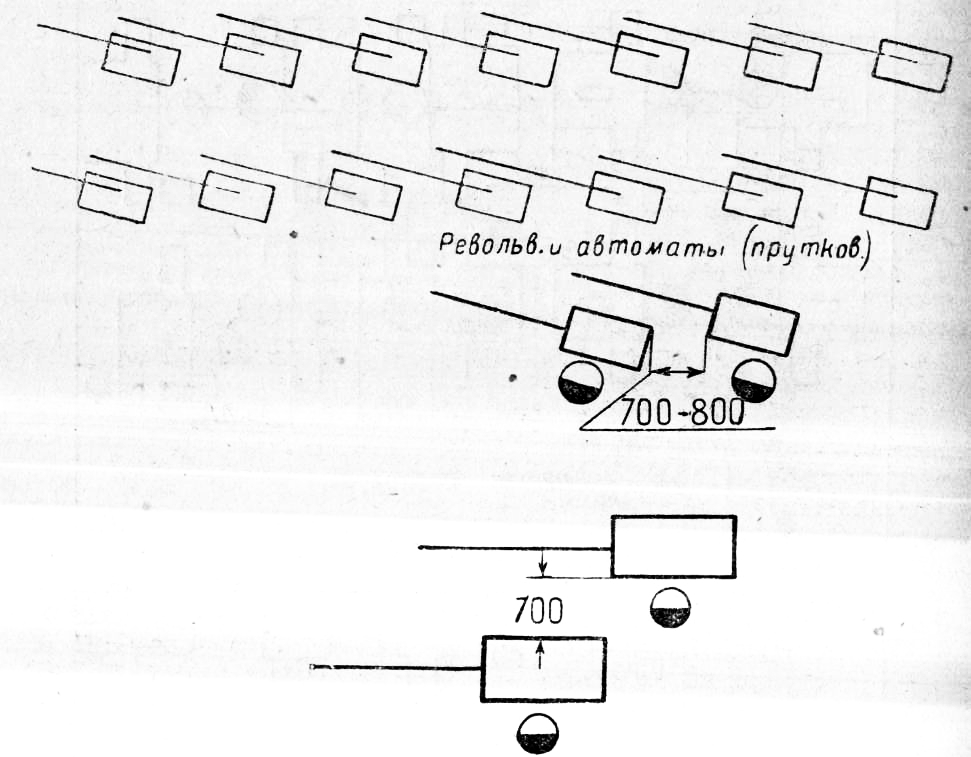
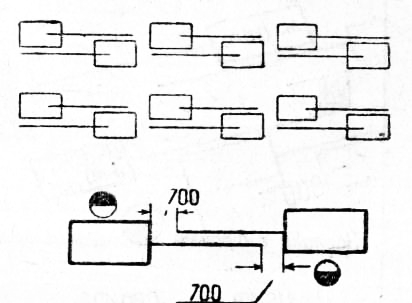
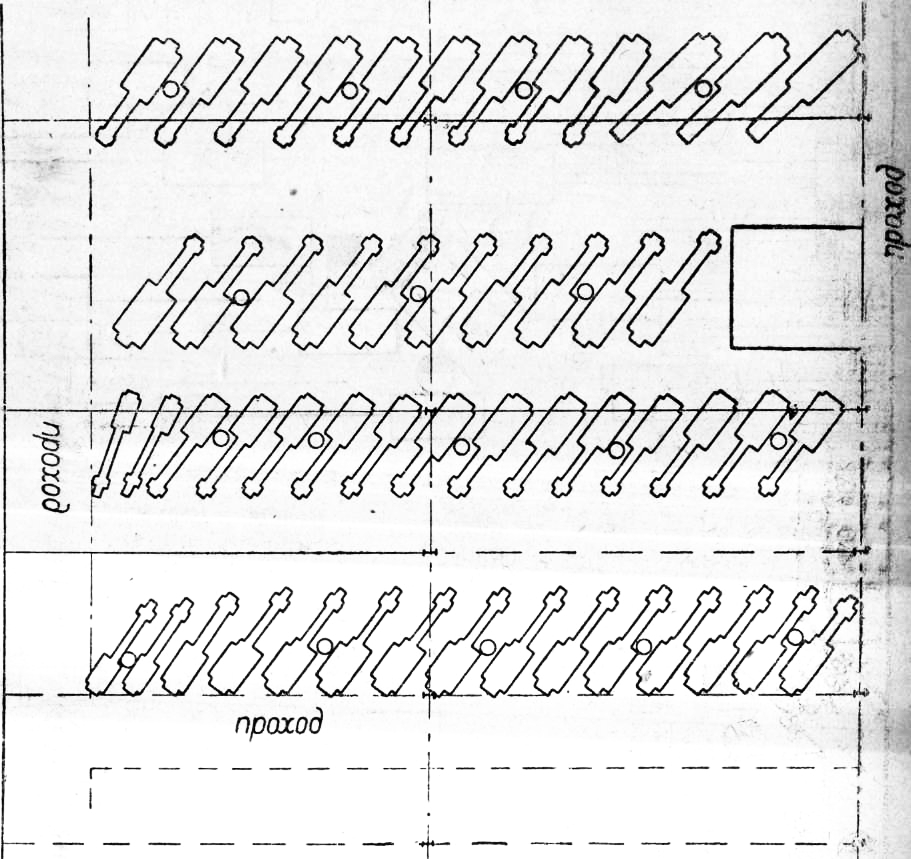
Рис. 12. При расположении станков необходимо учитывать, какая длина обрабатываемого прутка будет поступать в цех. Обычно на рынке имеются прутки длиною 5—6 м, но не всегда на автоматы пускают прутки этой длины. Обычно их разрезают на две половины, благодаря чему проходы между станками сильно уменьшаются и облегчается зарядка станков, в особенности для прутков больших диаметров. При прутках особенно больших размеров (свыше 60 мм) обычно заправка автоматов ведется прутками еще меньшей длины. Расстояние между прутками и соседними станками получается часто весьма незначительное: пруток почти вплотную подходит к корыту или к щиту автомата. Но в работе этот пруток совсем не мешает, так как рабочему весьма редко приходится заходить на противоположную сторону станка, собирание уже обработанных деталей или удаление стружки производится с передней стороны станка. Однако при четырехшпиндельных и шестишпиндельных автоматах это расстояние следует увеличивать до 300 — 400 мм. Автоматы, обслуживаемые с обеих сторон должны иметь расстояние от задней стороны до прутка соседнего автомата не менее 700 мм. При наклонном расположении автоматы ставятся обычно под углом от 10 до 20° и редко больше. Выбор этого угла зависит от конструкции станка, длины прутков и местных условий расположения станков в цеху. При наклонном расположении автоматов следует их ставить небольшими группами при зарядке станков с тыла, так, чтобы рабочему приходилось проходить не больше 10—16 м для зарядки. На рис. 13 дан пример наклонного расположения автоматов в многоэтажном здании для зарядки с фронта и с. тыла. Расстояние между автоматами при наклонном расположении зависит от того, откуда производится его зарядка. При зарядке с фронта следует давать разрыв между ними от 600 до 700 мм в зависимости от размеров станка и прутка. При зарадяке с тыла можно уменьшить этот размер до 400—600 мм. При больших размерах автоматов и прутков, следует эти размеры увеличивать, причем не рекомендуется применять способы зарядки с фронта. В особенности это относится к многошпиндельным автоматам. В отношении револьверных станков нужно сказать то же самое, хотя при небольших размерах и простых конструкциях револьверных станков можно несколько и уменьшить указанные выше размеры.
Рис. 13.
Рис. 14. Для этих станков чаще применяют способы наклонного расиоложения и зарядки с фронта, так как это дает лучшее использование площади. На рис. 15 показано наклонное расположение автоматов с оставлением между ними проходов (продольных). В таких случаях расстояния между автоматами (между параллельными их сторонами) делаются от 600 до 800 мм в зависимости от размеров автоматов. Такой способ является обычным для многошпиндельных, а также крупных автоматов.
Рис. 15. Реклама:Читать далее:Расположение оборудования с точки зрения соблюдения правильных производственных потоковСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|