|
|
Категория:
Проектирования технологических процессов «Honning» или, как мы называем, расшлифовывание состоит же процесса доводки хорошо развернутого отверстия при помощи оправки со вставленными в нее 4 или 6 пластинками шлифующего камня. Преимуществами такого способа перед процессом внутренней шлифовки, в особенности для обработки отверстий цилиндров чугунного блока, являются. I. Большая точность и чистота поверхности отверстий цилиндров. Это получается вследствие: Благодари указанным условиям получается возможность достигать этим методом высокого качества поверхности и степени точности до 0,01—0,02 мм. II. Большая производительность и меньшая стоимость. Это обстоятельство обусловливается: 1. Большей поверхностью соприкосновения шлифующего вещества при расшлифовывании (4 или 6 пластинок почти во всю длину цилиндра — вместо весьма малой поверхности соприкосновения шлифовального круга), что не только компенсирует разницу в скоростях шлифовальных, круга и пластин, но и дает преимущество последним. В качестве примера можно привести следующие данные: для расшлифовывания (чугунного) автомобильного цилиндра, при припуске на расшлифовывание 0,075 мм (на диаметр) и нормальных требованиях к степени точности, чистоте, цилиндричности, отсутствии конусности и эллиптичности поверхности, требуется от 1 до 2 мин. Средней производительностью надо считать 30 блоков в час. Причем то же самое, примерно, время требуется как для одного цилиндра (при одношпинделъном станке), так и для 4 и 6 или 8.
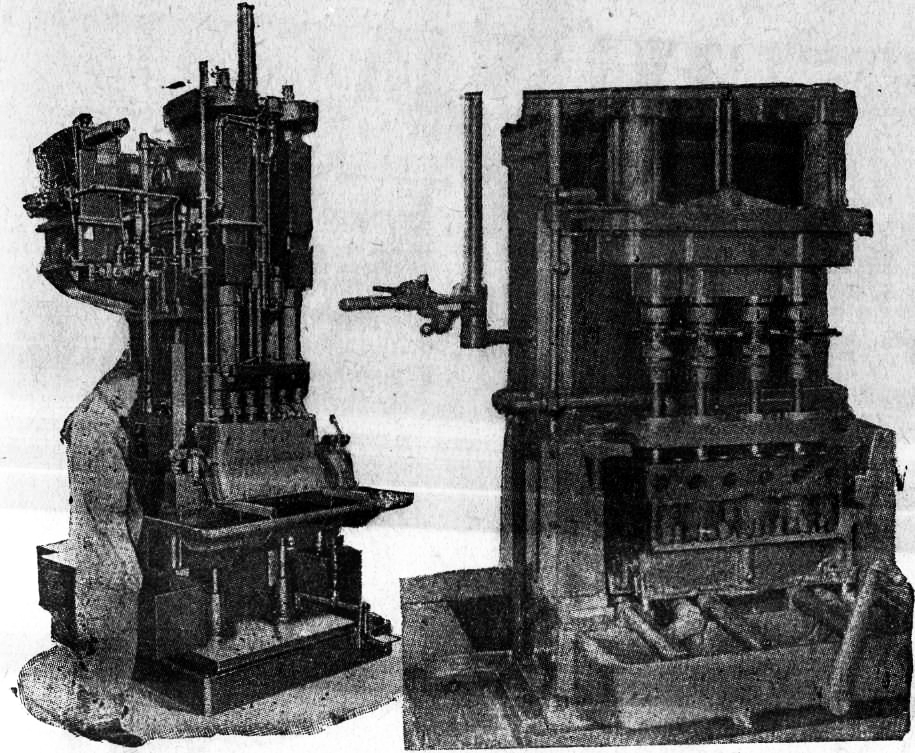
Рис. 1. Станок для расшлифовывания
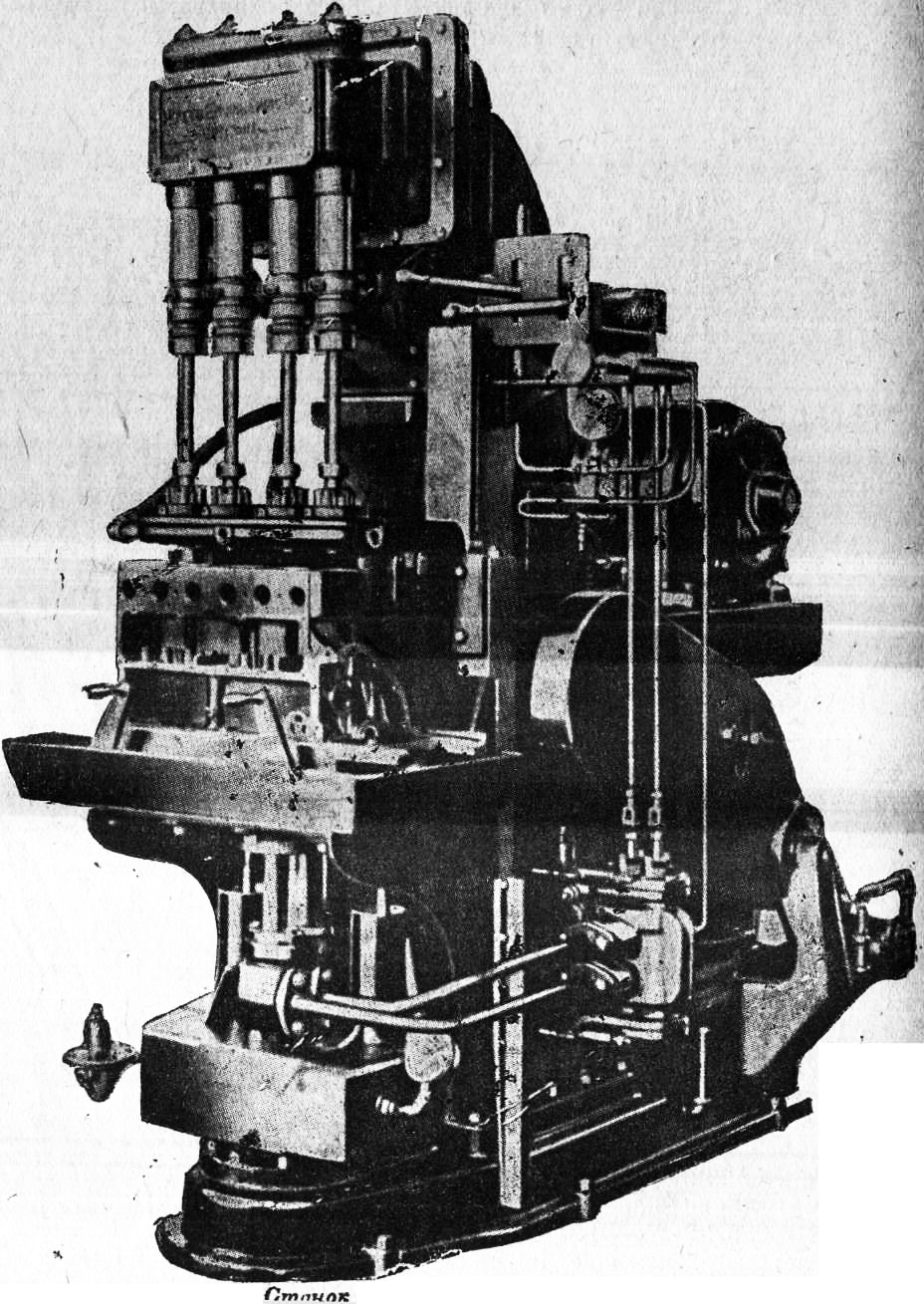
Рис. 2. Рабочая часть станка
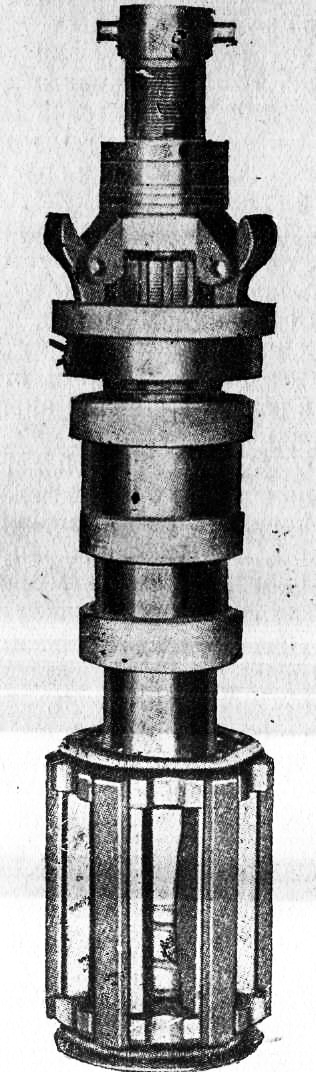
Рис. 3. Оправка для расшлифовывания. Гайка, которую нажимают кулачки В, может переставляться по резьбе (и укрепляться в своем положении имеющимся стопором) для урегулирования оправки при срабатывании пластин. Пластины в среднем должны выдерживать от 200 до 250 обработок цилиндров до их смены. Эти пластины изготовляются фирмами Norton Сo, Bay State Abrasive Сo, The Carborundum Сo и др. (делающими эти пластины по особой спецификации). Скорость вращения пластин обычно принимается в пределах: для чугуна — 60—75 м/мин, для стали — 45—60 м/мин, для бронзы-— 60—75 м/мин.
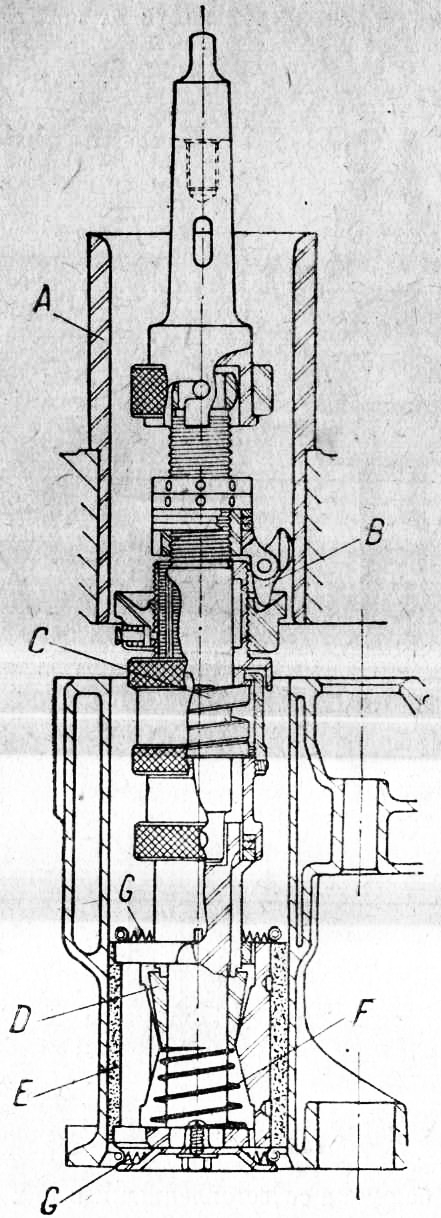
Рис. 4. Завод Форд в Ирландии применяет метод раскатки цилиндров на четырехшпиндельном станке. Такой метод, естественно, весьма производителен (на четырехшпиндельном станке — производительность до 115 блоков в час), но он имеет и ряд недостатков, так, например, возможность искажения цилиндрической формы из-за твердых мест в поверхности отливки и деформации при раскатке, возможность появления легкой волнистости на поверхности в результате неустраненных недостатков развертывания и пр. Характер этого процесса напоминает процесс расшлифовки и заменой пластин вращающимися роликами из твердой стали. Эти ролики-в процессе работы катятся по закаленному стержню внутри раскаточной оправки для создания нужного давления роликов на поверхность цилиндра. Во время процесса обработки оправка также имеет вращательное и поступальное движение г. Преимуществом этого метода будет еще и то обстоятельство, что стенки цилиндра в процессе такой раскатки несколько уплотняются. Вообще же надо заметить, что в современной практике, автостроения данный метод, за указанным исключением, редко употребителен. Реклама:Читать далее:Расточка или калибровка отверстий сверхтвердыми резцами (алмаз, победит и др.)Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|