|
|
Категория:
Токарное дело Далее: Развертывание Предварительно просверленные отверстия или отверстия в заготовках, полученных литьем или ковкой, часто подвергают растачиванию с целью увеличения диаметра, обеспечения высокой точности размера и малой шероховатости. Растачивание менее производительно, чем свер-ленйе. но позволяет получить точные отверстия диаметральный допуск размера до 0,02 мм, шестой класс шероховатости поверхности) и исправить положение оси отверстия. Расточные резцы. Расточные резцы бывают; проходные для сквозных отверстий и упорные для глухих отверстий. Расточный резец закрепляют в резцедержателе параллельно оси заготовки. Чтобы головка резца вписывалась в обрабатываемое отверстие, задний угол расточного резца принимается большим, чем у резца для наружного точения. Та часть державки расточного резца, которая расположена возле головки, выполняется тоньше той части, которая крепится в резцедержателе. У стандартных расточных резцов режущая кромка расположена на уровне верхней образующей цилиндрической державки и поэтому резец устанавливают ниже центра заготовки.
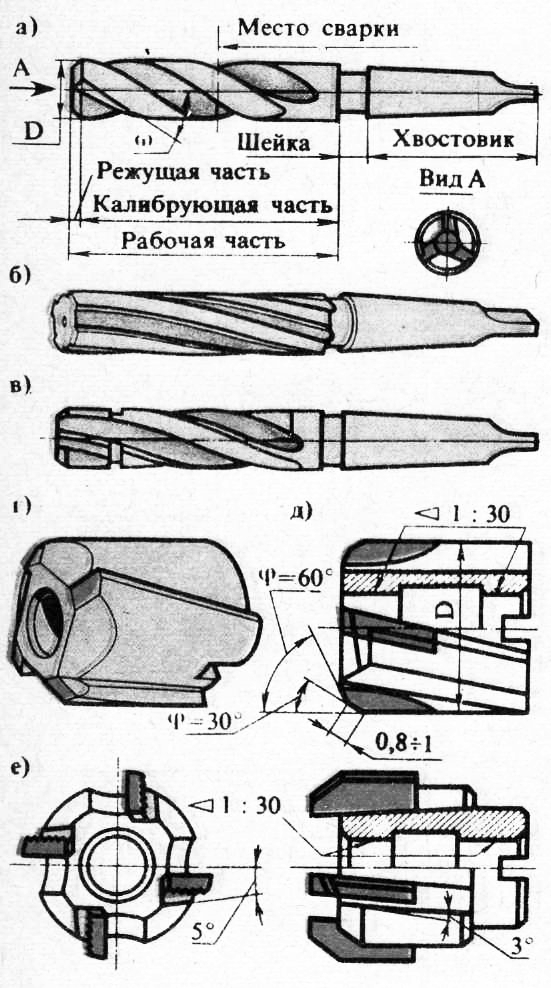
1. ЗЕНКЕРЫ:
а — устройство (части зенкера), б — четырехперый цельный быстрорежущий, е — твердосплавный, г — насадной быстрорежущий, д — насадной твердосплавный, е насадной со вставными ножами
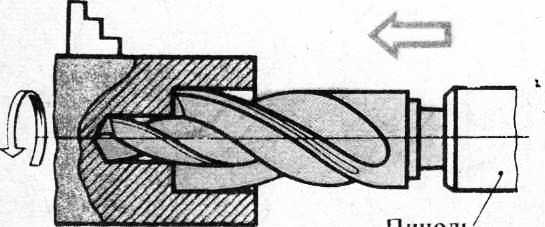
2. КОМБИНИРОВАННЫЙ СТЕРЖНЕВОЙ 74 ИНСТРУМЕНТ СВЕРЛО-ЗЕНКЕР
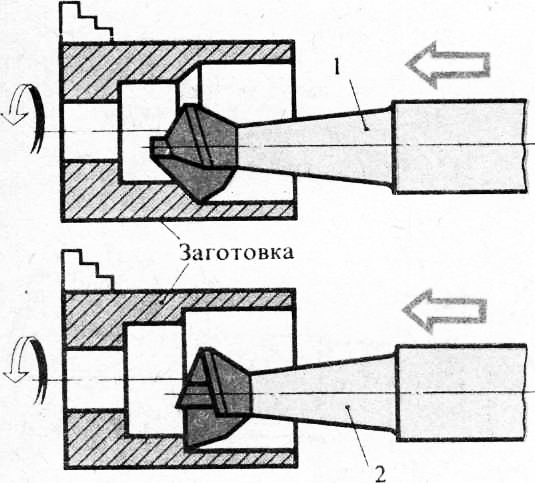
3. ЗЕНКОВАНИЕ ФАСКИ ОТВЕРСТИЯ
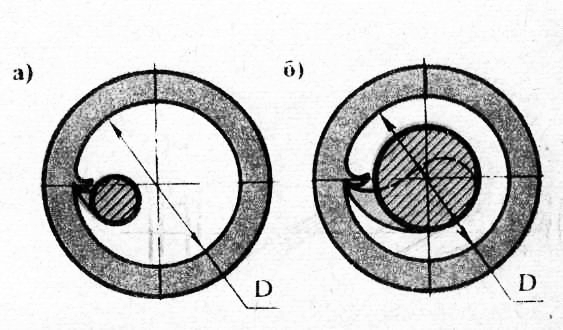
4. КОЛЬЦЕВОЕ СВЕРЛ:
1 – нож, 2 — коронка, 3 направляющие колодки
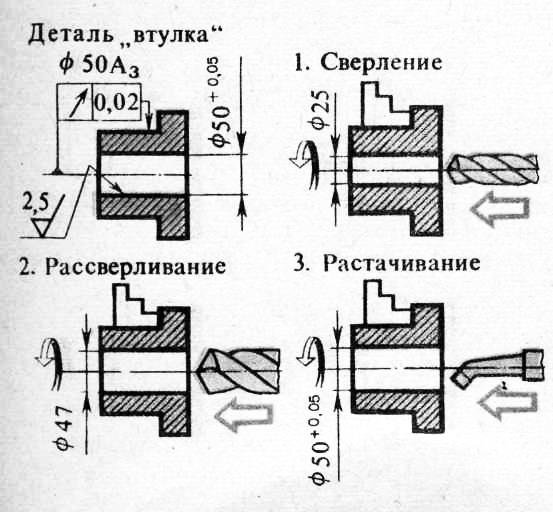
5. ТЕХНОЛОГИЧЕСКАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ ОТВЕРСТИЯ Ф 50 А
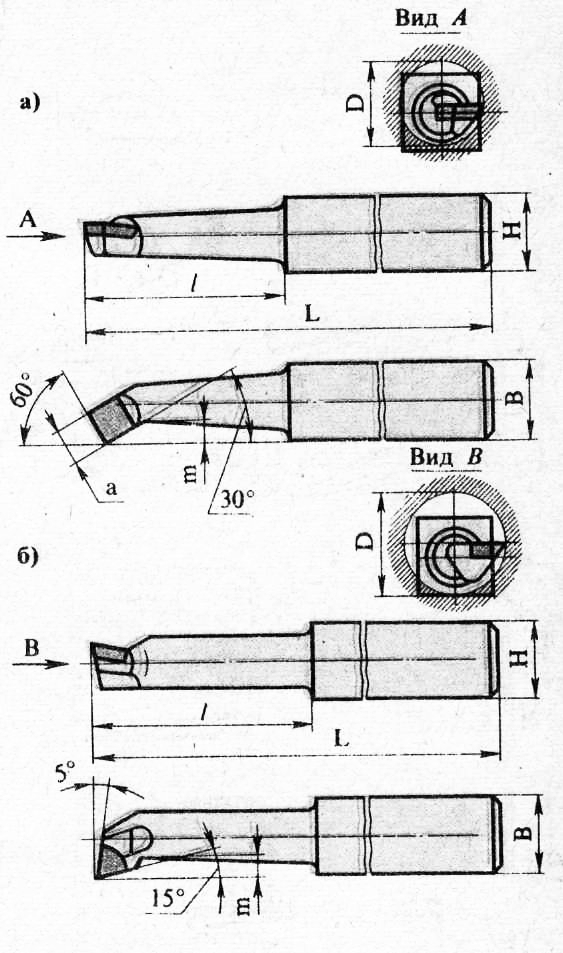
6. РАСТОЧНЫЕ РЕЗЦЫ:
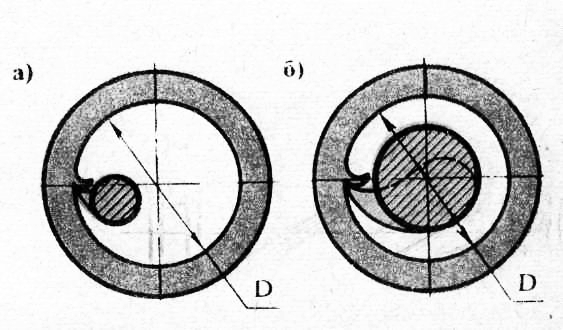
7. РАСПОЛОЖЕНИЕ РАСТОЧНЫХ РЕЗЦОВ В ОТВЕРСТИИ:
Это вынуждает применять расточные резцы с державкой значительно меньшего диаметра, чем диаметр растачиваемого отверстия. Такого недостатка не имеют расточные резцы токаря-новатора В. К. Лакура. Державка этого резца располагается в середине растачиваемого отверстия, поэтому может быть большего сечения, что устраняет опасность отжима резца и появления конусности обрабатываемого отверстия. Применяют также расточные резцы, оснащенные твердосплавной коронкой «улиткой». Переточку «улитки» выполняют по передней поверхности. Некоторый отжим резца при растачивании приводит к конусообразности обработанного отверстия, которую приходится выводить повторными проходами без врезания. Для предотвращения конусообразности, а также для растачивания на повышенных режимах применяют расточные резцы В. К. Семинского с державкой квадратного сечения. Резец Семинского крепится в призмах, вылет резца регулируют выдвижением из призм. Расточные оправки (борштанги). Отверстия 80—100 мм и более обычно растачивают расточными резцами, которые закрепляют в оправках. Резец в оправке зажимается винтом с торца или с наружной поверхности оправки.
8. РАСТОЧНЫЕ РЕЗЦЫ СО СПИРАЛЬНОЙ ТВЕРДОСПЛАВНОЙ КОРОНКОЙ «УЛИТКОЙ»:
1 — проходной. 2 — упорный
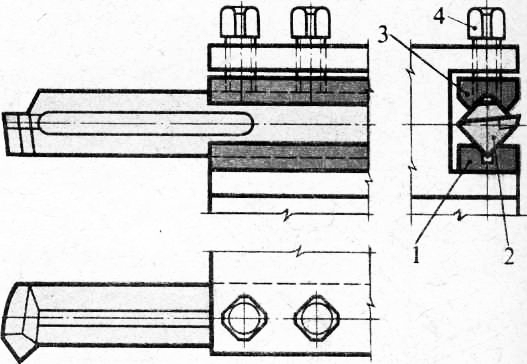
9. РАСТОЧНЫЙ РЕЗЕЦ В. К. СЕМИНСКОГО:
1— подкладка-призма, 2 —резец. 3 — прижимная планки. 4 — болт резцедержателя
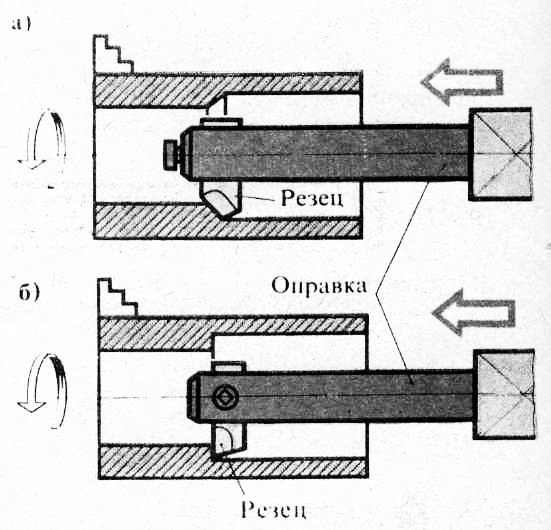
10. РАСГОЧНЫЕ ОПРАВКИ (БОРШТАНГИ):
а — с расточным проходным резцом, б — с расточным упорным резцом
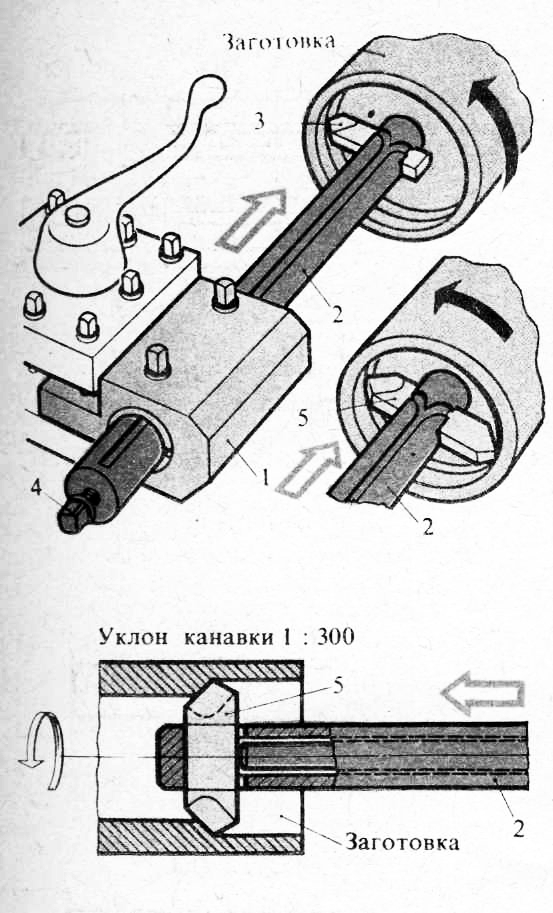
Многие токари применяют универсальную расточную оправку с регулируемым вылетом. Оправку закрепляют в дополнительной державке, установленной в резцедержателе. В оправке можно крепить как резцы, так и пластины. На оправке выфрезерована канавка, по которой охлаждающая жидкость надает непосредственно на резец. Канавка служит и для стопорения болтами. Универсальную расточную оправку используют также для вытачивания внутренних канавок, нарезания внутренней резьбы и других работ.
11. УНИВЕРСАЛЬНАЯ РАСТОЧНАЯ ОПРАВКА К ТОКАРНОМУ СТАНКУ:
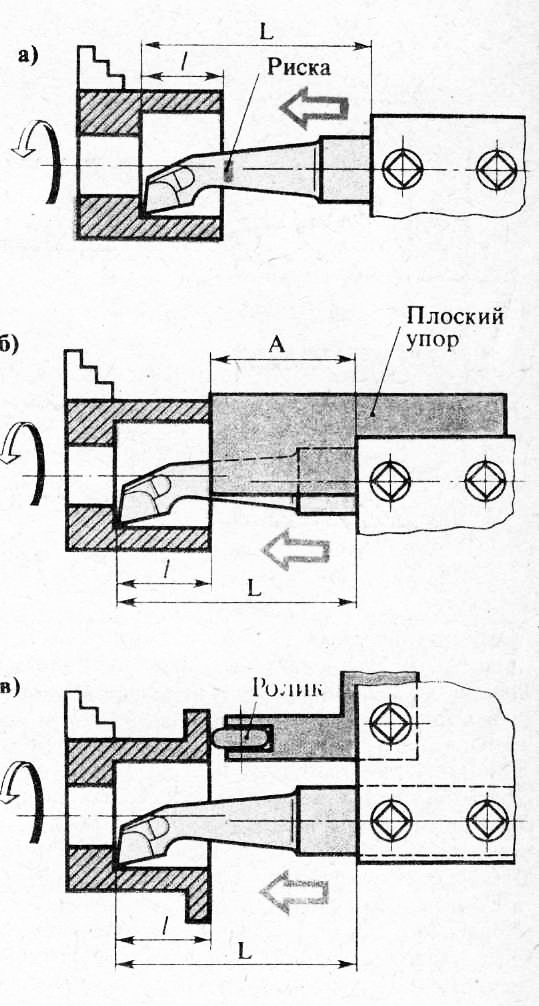
а — при помощи риски на резце. б – при помощи плоского упора, в — при помощи упора
12. КОНТРОЛЬ ГЛУБИНЫ ОТВЕРСТИЯ В ПРОЦЕССЕ РАСТАЧИВАНИЯ
1 — державка. 2 — оправка. 3 — резец. 4 пиши для крепления резца. 5 -расточном п.тетина
Мерные расточные пластины («ножи»). Расточная пластина (нож) имеет размер, соответствующий размеру растачиваемого отверстия. Растачивание пластиной обеспечивает получение отверстия правильной цилиндрической формы за один проход, так как действующие с двух сторон на пластину усилия взаимно уравновешиваются. Расточные пластины бывают цельные из быстрорежущей стали и напайные, оснащенные пластинками твердого сплава. Расточную пластину закрепляют в пазу расточной оправки. Приемы растачивания. Заданную глубину отверстия обеспечивают в процессе растачивания измерением линейкой, штангенглубиномером, шаблоном или настройкой при помощи лимба продольной подачи. Для облегчения обработки на резце наносят риску, соответствующую заданной глубине отверстия. Опытные токари закрепляют в резцедержателе металлическую планку (плоский упор), вылет которой равен вылету резца минус г лубина отверстия Л = L—I. Когда планка при автоматической подаче суппорта подойдет к заготовке на расстояние 2—3 мм, автоматическую подачу выключают и вручную подают суппорт до соприкосновения планки с заготовкой: это значит, что растачивание выполнено на заданную глубину. Упором moi \т служить державки с роликом (роликовый упор).
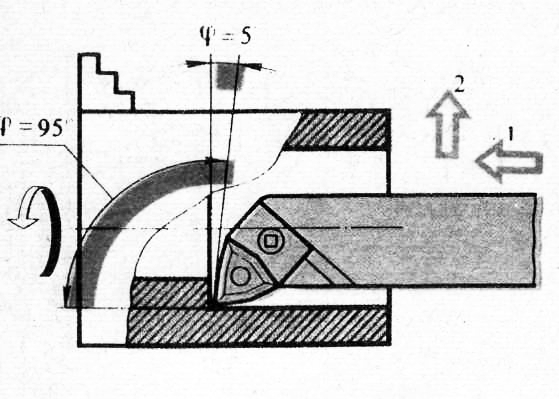
13. УГЛЫ в ПЛАНЕ ПРИ РАБОТЕ РАСТОЧHЫM УПОРНЫМ РЕЗЦОМ:
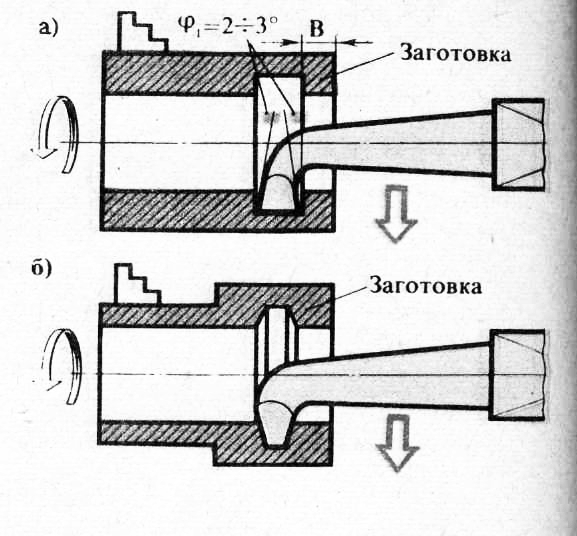
14. РАСТАЧИВАНИЕ ВНУТРЕННИХ КАНАВОК:
Точность диаметра растачиваемого отверстия обеспечивается также, как и при наружном точении: пробными проходами с замером штангенциркулем, настройкой по лимбу поперечной подачи, по линейке поперечных салазок суппорта, при помощи индикатора, по поперечному упору. Подрезание внутренних торцов и уступов. Внутренние торцы и уступы подрезают расточным упорным резцом подачей к центру, для этого расточный резец должен иметь главный угол в плане Ф более 90° (например, 95 ), тогда при подрезании торца отверстия фактический главный угол в плане <р составит. Точность осевых размеров ступенчатого отверстия в процессе растачивания выдерживается с помощью лимба продольной подачи или упора с длиноограничителями, как при обработке ступенчатых валов. Растачивание внутренних канавок. Геометрия рабочей части прорезных резцов для прямоугольных канавок такая же, как и у прорезных наружных резцов. Резцы для внутренних канавок бывают цельные и иоавпые (олравочные).
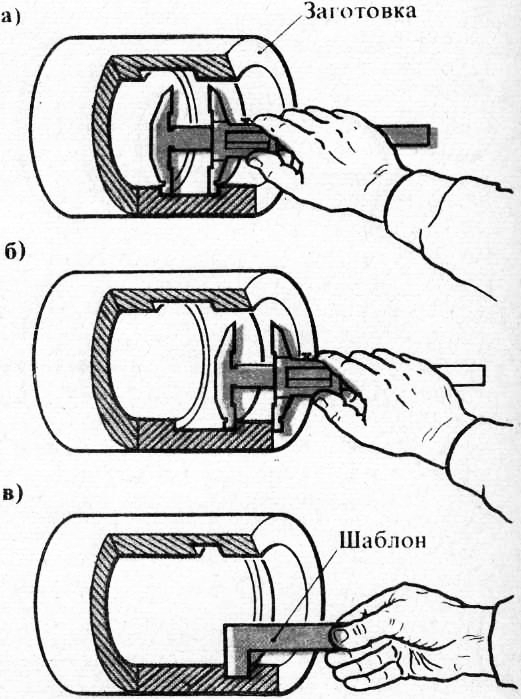
15. КОНТРОЛЬ ВНУТРЕННИХ КАНАВОК и ВЫТОЧЕК:
а, б — ширины выточки и расстояния до выточки штангенциркулем. в — ширины выточки шаблоном
Так как при вытачивании канавки токарю не видна зона обработки, особенно важно пользоваться лимбами продольных и поперечных полам, а также упорами. Широкую внутреннюю канавку обрабатываю! последовательным врезанием на глубину канавки поперечной подачей (контроль по лимбу) и расширением канавки продольной подачей. Ширину канавки в отверстии и расстояние oт торца заготовки до канавки контролирую! штангенциркулем и шаблоном. Диаметр выточки определяют измерением толщины стенки а до выточки; этот размер переносят на линейку (рис. 108, а). Затем вводят кронциркуль в канавку и, не изменяя раствора ножек, прикладывают кронциркуль к линейке. По размеру b, отсеченному ножкой кронциркуля на линейке, определяют толщину стенки: li=u—b, а диаметр выточки определяют расчетом: cl= D—2h, где D— наружный диаметр втулки. Более точно диаметр выточек измеряют штангенциркулем со специальными губками. К прочитанному на штангенциркуле размеру прибавляют двойную ширину ножек (2h). Реклама:Читать далее:РазвертываниеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|