|
|
Категория:
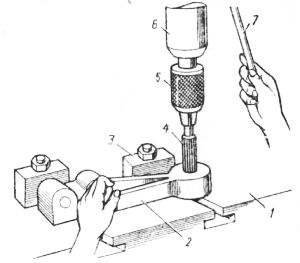
Практика слесарно-сборочных работ Далее: Вальцовка При развертывании отверстий в деталях из стали развертку смазывают минеральным маслом, из меди н ее сплавов — эмульсией с маслом, из алюминия — скипидаром с керосином, из дюралюминия — сурепным маслом. Отверстия в деталях из бронзы и чугуна развертывают без смазывания. Убедившись, что на режущих кромках развертки нет выкрошенных зубьев и забоин, проверяют величину оставленного припуска в отверстии детали и приступают к его развертыванию. Прежде чем начать работу, проверяют крепление тисков на столешнице верстака, затем раздвигают губки тисков, устанавливают деталь и закрепляют ее. Убедившись, что деталь установлена в тисках правильно, пальцами левой и правой руки захватывают с двух сторон вороток, надевают его квадратное отверстие на квадрат хвостовика развертки. Вставляют развертку в отверстие детали и, слегка нажимая на вороток, развертывают отверстия в детали. Диаметр получаемых отверстий периодически проверяют калибром.
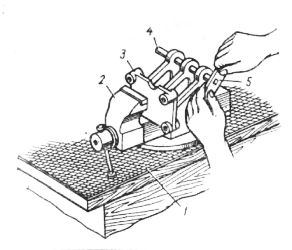
Рис. 1. Одновременное развертывание трех отверстий в заготовке Отверстия в детали можно развертывать на сверлильном станке с помощью развертки, закрепленной в трехкулачковом патроне, установленном в шпинделе станка. Вначале деталь закрепляют на столе, прижав ее к упорным планкам, закрепленным на столе станка. После этого, опуская рукоятку, осторожно вводят развертку в отверстие детали.
Рис. 2. Развертывание отверстий на сверлильном станке
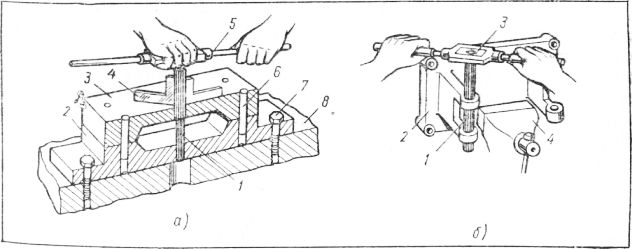
Рис. 3. Развертывание одновременно двух отверстий На рис. 3, а показан прием установки воротка с разверткой по контрольному угольнику, уложенному на плоскости детали, соединенной с деталью штифтами и закрепленной болтами на основании. На рис. 3, б показано другое положение рук при захвате рукояток воротка с разверткой, предназначенной для одновременного развертывания двух отверстий, расположенных соосно. При закреплении детали в тисках нужно следить за тем, чтобы ось развертки была строго перпендикулярна поверхности стола. Для обеспечения точности развертывания для направления развертки применяют кондуктор; при этом развертка должна иметь направляющую цилиндрическую часть. При торцевании используют круглую зенковку с плоскими режущими кромками (цековку), закрепленную в электрической или пневматической машинке или в оправке на шпинделе сверлильного станка. Прежде чем приступить к обработке торцов, нужно проверить закрепление в патроне пневматического пистолета зенковки. Затем направляющую часть зенковки вставляют в отверстие и снимают фаски. Подторцовывание производят для зачистки базовых плоскостей под опорные части фланцев, шайб, гаек, упоров и др. При работе зенковку необходимо прижимать к обрабатываемой поверхности. Оправку, на которую устанавливают зенковку, делают с двумя шлицами и направляющим цилиндрическим наконечником; последний вводят в отверстие детали для того, чтобы произвести в нем зенкование, диаметр которого соответствовал бы диаметру головки винта. Реклама:Читать далее:ВальцовкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|