|
|
Категория:
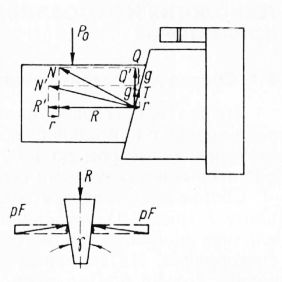
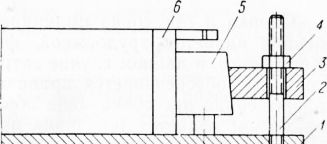
Крупные электрические машины Сборка и прессовка цилиндра меди может быть осуществлена только с помощью специальных приспособлений. Медь коллекторов диаметром до 1300 мм собирается в приспособлениях с конусными нажимными сегментами. Сборка производится в следующем порядке. На переносной плите устанавливаются мерные подставки или подкладное кольцо, на котором выставляются сегменты приспособления. На заборный конус сегментов надевается прессовочное кольцо. Для того чтобы оно не переместилось под собственным весом, под него подкладываются подставки. Сегменты приспособления должны быть расставлены в последовательности, соответствующей их маркировке, и плотно прижаты к прессовочному кольцу. В подготовленное таким образом приспособление устанавливают комплект коллекторных пластин петушками вверх. Затем между пластинами заводят миканитовые прокладки и подрихтовывают цилиндр меди по угольнику, выверяя перпендикулярность пластин относительно сборочной плиты. Так как коллекторный миканит при прессовке, и выпечке подвержен усадке, то необходимо часть прокладок устанавливать большей толщины, чем расчетная. Многолетней практикой определено следующее соотношение количества прокладок расчетной и увеличенной толщин. Для миканита марок КФШ и КФГ используется 35% прокладок расчетной толщиной 1 мм и 65% прокладок толщиной 1,2 мм; для миканита марки КФА соответственно— 75% толщиной 1 мм и 25% толщиной 1,2 мм. Прокладки, имеющие толщину больше расчетной, должны распределяться строго равномерно по окружности цилиндра меди. Собранный в приспособлении цилиндр меди вместе с переносной плитой устанавливается на стол гидравлического пресса и прессуется расчетным усилием.
Рис. 1. Схема сборки цилиндра меди в приспособлении с конусными нажимными сегментами.
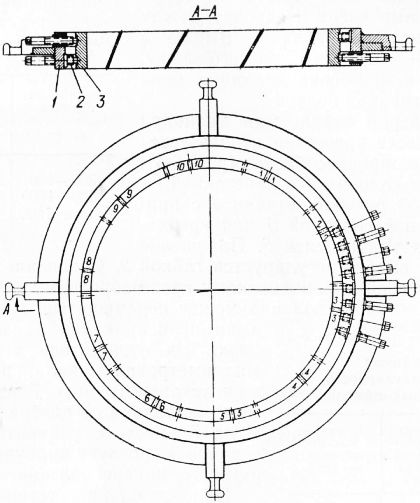
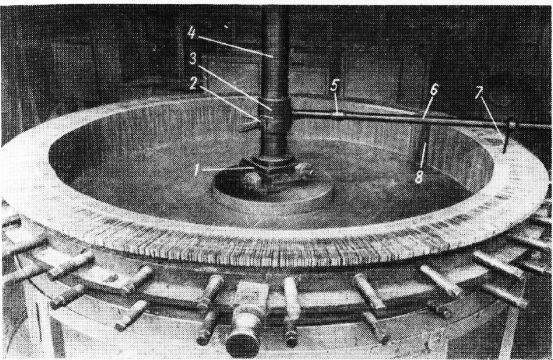
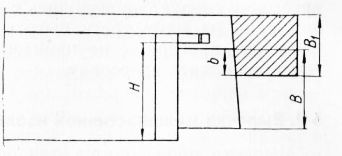
Рис. 2. Схема для расчета усилия прессовки коллектора. Коллекторы диаметром свыше 1300 мм собираются в болтовых приспособлениях с цилиндрическими сегментами. На сборочной плите устанавливают прессовочное кольцо. На равном расстоянии от него располагают цилиндрические сегменты. При их расстановке необходимо следить, чтобы зазоры между ними были равномерными. Затем вплотную к сегментам устанавливают пластины коллектора петушками вверх и заводят между ними миканитовые прокладки. Выравняв коллекторные пластины по угольнику, приступают к прессовке цилиндра меди путем подтягивания болтов. Для проверки окружности цилиндра меди в процессе прессовки используется центрирующее приспособление, состоящее из колонны с нарезанной на ней ленточной резьбой, втулки с приваренной к ней головкой для крепления сменных удлинителей. Положение втулки по высоте регулируется гайкой. Основание колонны прикреплено к двухкоординатному крестообразному суппорту, с помощью которого колонна может перемещаться в двух взаимно перпендикулярных направлениях. На удлинители нанесена миллиметровая шкала, позволяющая установить иглу на требуемом расстоянии от центра-колонны. Игла вместе с удлинителем и втулкой образует циркуль центрирующего приспособления. Приспособление устанавливается в центре сборочной плиты и выверяется с помощью крестообразного суппорта относительно внутренней поверхности прессовочного кольца. Прессовка меди коллектора осуществляется в следующем порядке. Предварительно равномерно подтянув болты верхнего и нижнего рядов, проверяют правильность окружности цилиндра меди циркулем приспособления и вертикальность пластин угольником 8. Затем болты верхнего ряда затягивают- с заданным крутящим моментом; при этом с помощью центрирующего приспособления следят за правильностью^ окружности цилиндра меди и измеряют рулеткой получившийся диаметр последнего. Если отклонения от номинального значения превышают допустимые по табл. 6-1, коллектор распрессовывается и часть миканитовых прокладок заменяется прокладками большей или меньшей толщины, распределяемыми строго равномерно по окружности коллектора. После окончательного затягивания болтов верхнего ряда цилиндр меди переворачивается петушками вниз и устанавливается торцом прессовочного кольца на мерные подставки. В четырех диаметрально противоположных точках прессовочного кольца подтягивают болты верхнего ряда до тех пор, пока пластины в этих местах не займут вертикального положения. Затем, выверив относительно этих пластин центрирующее приспособление, равномерно подтягивают остальные болты верхнего ряда, проверяя циркулем приспособления правильность окружности цилиндра меди и угольником — вертикальность пластин.
Рис. 3. Болтовое приспособление с цилиндрическими сегментами для сборки и прессовки цилиндра меди крупных коллекторов.
Рис. 4. Центрирующее приспособление. Сборка и прессовка цилиндра меди в болтовых приспособлениях является трудоемкой, физически тяжелой операцией. Кроме того, в данном случае затруднен контроль качества прессовки, не обеспечивается правильная цилиндрическая форма и равномерная прессовка меди коллектора. Поэтому в настоящее время наблюдается тенденция производить сборку и прессовку даже крупных коллекторов в приспособлениях с конусными сегментами. Однако при этом возникают две трудности. Во-первых, для прессовки цилиндра меди крупных коллекторов в таких приспособлениях необходимо крупногабаритное прессовое оборудование. У современных гидравлических четы-рехколонных прессов, применяемых при производстве коллекторов, расстояние между колоннами достигает 2000 мм, что позволяет производить сборку и прессовку меди коллекторов диаметром до 1300 мм. Дальнейшее увеличение габаритов прессов нецелесообразно, так как они будут занимать значительные площади, при низком коэффициенте загрузки. Поэтому фирма AEG (ФРГ), собирая цилиндр меди крупных коллекторов в приспособлениях с конусными сегментами, производит прессовку, не применяя пресс, с помощью технологических шпилек, ввернутых в сборочную плиту. В прессовочном кольце имеются отверстия, в которые проходят шпильки при установке его на сегменты. Прессовка меди коллектора осуществляется постепенным затягиванием гаек с заданным крутящим моментом.
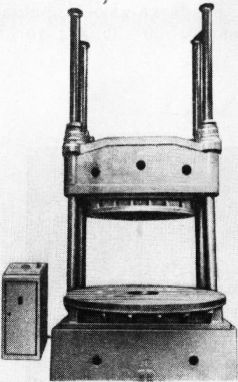
Рис. 5. Четырехколонный гидравлический пресс для прессовки крупных коллекторов. Вторая трудность, возникающая при сборке меди крупных коллекторов в конусных приспособлениях, заключается в том, что при большом числе коллекторных пластин не всегда удается обеспечить легкость установки миканитовых прокладок. Известно, что для обеспечения этого условия необходимо перед сборкой раздвинуть сегменты сборочного приспособления таким образом, чтобы внутренний диаметр кольца, образованного сегментами, был больше расчетного диаметра коллектора на величину
Рис. 6. Схема прессовки цилиндра меди крупного коллектора в приспособлении с конусными нажимными сегментами без применения пресса. Выполнимость данного условия характеризуется простой зависимостью между активной длиной коллекторной пластины и числом пластин в коллекторе.
Рис. 7. Схема к расчету выполнимости условия легкости сборки коллекторов в приспособлении с конусными сегментами. Реклама:Читать далее:Выпечка межпластинной изоляцииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|